一种硬脆复杂结构无主轴多极伺服研抛装置及研抛方法与流程
1.本发明属于超精密研抛领域,尤其涉及一种硬脆复杂结构无主轴多极伺服研抛装置及研抛方法。
背景技术:
2.硬脆材料因其独特的性能而广受青睐,但是因为加工硬脆材料的难度大,并且伴随着光学、微电子等领域的发展,人们对硬脆材料的复杂面形微纳结构的需要日益增高,如何加工微纳结构硬脆材料成为了加工行业的当务之急;
3.学者提出一系列的改进加工硬脆材料的方法,例如peng等人采用21.9khz超声振动辅助加工,晶粒和工件之间的椭圆振动消除了加工表面上的峰,降低了表面粗糙度;wang等人提出了旋转超声加工方法,并验证了振动的引入可以提高加工质量;但是这些方法都需要快速旋转的主轴,主轴会增加机构的复杂程度和负重,提升整体控制难度,因此开发一个不使用高速主轴的系统十分有意义;
4.为此,提出一种硬脆复杂结构无主轴多级伺服研抛方法:通过x轴平移运动台、z轴平移运动台、c轴工件转台和压电陶瓷c配合,实现平面螺旋加工轨迹,压电陶瓷c的微运动可以精确控制刀具的位置,实现复杂面形工件的微纳形貌追踪;通过压电陶瓷a、b的配合,刀具可以实现替代主轴功能,形成无主轴圆周旋转轨迹,并且可以在延性域加工工件,避免脆性断裂,提高面形质量;
技术实现要素:
5.本发明针对现有技术的不足,提出了一种硬脆复杂结构无主轴多极伺服研抛装置及研抛方法。
6.通过x轴平移运动台、z轴平移运动台、c轴工件转台和压电陶瓷c配合,实现平面螺旋加工轨迹,压电陶瓷c的微运动精确控制刀具的位置,实现复杂面形工件的微纳形貌追踪;通过压电陶瓷a、b的配合,刀具可以实现替代主轴功能,形成无主轴圆周旋转轨迹,并且可以在延性域加工工件,避免脆性断裂,提高面形质量;
7.为达到上述目的,本发明技术方案如下:
8.一种硬脆复杂结构无主轴多极伺服研抛装置,包括无主轴刀具机构、真空吸附盘、工件转台、x轴平移运动台、机架、z轴平移运动台、底部适配器、高度调节器、转接板和高度微调件构成;
9.无主轴刀具机构安装在高度微调件上,高度微调件安装在转接板上,转接板安装在高度调节器上,高度调节器安装在底部适配器上,底部适配器安装在z轴平移运动台上、z轴平移运动台安装在机架上;真空吸附盘安装在工件转台上,工件转台通过支架安装在x轴运动平台上,x轴运动平台安装在机架上;
10.所述的无主轴刀具机构包括刀头、刀头固定架、压电陶瓷a、压电陶瓷b、垫片、刀架、柔性铰链、末端执行器、压电陶瓷c、内轴、端盖和位移传感器;
11.刀头安装在刀头固定架上,刀头固定架固定设置在压电陶瓷a上,压电陶瓷a固定设置在压电陶瓷b上,压电陶瓷b固定设置在垫片上,垫片固定安装在刀架上,刀架与末端执行器固定连接,所述的末端执行器实心钢块一体化加工而成,包括左右两边的固定架、柔性铰链和执行块;末端执行器通过柔性铰链与固定架连接,所述的压电陶瓷c为中空圆柱体,压电陶瓷c内设有中空内轴,内轴的外径与压电陶瓷c内径相等,内轴的一端与末端执行器之间设有位移传感器,内轴另一端设有端盖,端盖固定设置在固定架上。
12.一种硬脆复杂结构无主轴多极伺服研抛装置的研抛方法,该方法具体为:
13.第一级伺服控制通过x轴平移运动台、z轴平移运动台、工件转台和压电陶瓷c实现;工件被固定在工件转台的真空吸附盘上,工件转台带动真空吸附盘旋转,配合x轴平移运动台,形成平面螺旋加工轨迹,刀具在xy平面内的任意位置对工件进行加工;z轴平移运动台控制刀具进给,形成工件的基本低频轮廓;真空吸附盘旋转信号经过编码器细分,脉冲信号触发压电陶瓷c产生微运动,形成被加工工件复杂轮廓,实现工件微纳形貌追踪;
14.第二级伺服控制通过压电陶瓷a和压电陶瓷b实现;控制压电陶瓷a、压电陶瓷b驱动电压的相位差相差π/2,使得刀头在xy平面内做无主轴圆周旋转运动,实现替代主轴的功能;同时无主轴圆周旋转运动轨迹的交叠使得工具在延性域内加工工件,研抛去除材料深度小于临界深度,材料先发生塑性变形,避免脆性断裂,降低工具研抛作用力、提高工具的寿命、提高加工表面面形质量。
15.作为优选,无主轴刀具机构的整体刚度在10n/μm
‑
200n/μm,避免装置在工作过程中出现共振;x平移运动台行程100cm,z轴平移运动台行程30cm;压电陶瓷c低频振动,频率在0
‑
200hz,沿着z轴方向微运动,行程在0
‑
1000μm;
16.作为优选,压电陶瓷a、b高频振动,频率在1khz
‑
100khz,压电陶瓷a在电压激励下沿着x轴方向实现剪切微运动,压电陶瓷b在电压激励下沿着y轴方向微运动,两块压电陶瓷振动幅度为5
‑
50μm,等效转速在0
‑
3000rpm区间可调。
17.作为优选,所述的柔性铰链为直圆形柔性铰链。
18.作为优选,所述的刀头固定架、压电陶瓷a、压电陶瓷b之间通过胶水固定。
19.本发明的有益效果为:
20.本发明与现有的振动辅助加工装置相比,最大的区别优势在于:第一,传统的加工硬脆材料方法一般都需要高速主轴维持刀具转动,这会极大增加刀具的体积和设计复杂程度,本发明通过压电陶瓷a、b的配合,保证驱动电压相差π/2个相位差,实现替代主轴的功能,使得刀具形成无主轴圆周旋转轨迹,并且可以在延性域加工工件,避免脆性断裂;第二,压电陶瓷c的微运动可以精确控制刀具的位置,在加工复杂面形工件时,追踪工件表面的微纳结构。
附图说明
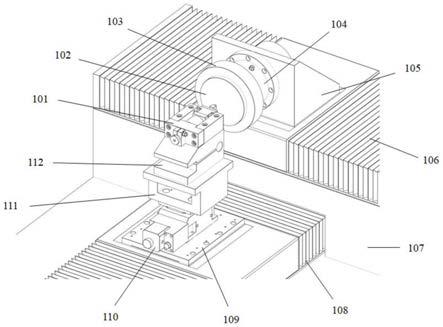
21.图1是硬脆复杂结构无主轴多级伺服研抛装置的示意图;
22.图2是无主轴刀具机构的爆炸视图;
23.图3是无主轴刀具机构的示意图;
24.图4是无主轴刀具的圆周旋转轨迹原理图。
具体实施方式
25.下面结合附图和实施例对本发明做进一步详述。
26.如图1所示,包括无主轴刀具机构101、工件102、真空吸附盘103、工件转台104、三角支架105、x轴平移运动台106、机架107、z轴平移运动台108、底部适配器109、高度调节器110、转接板111和高度微调件112构成;
27.无主轴刀具机构安装在高度微调件上,高度微调件安装在转接板上,转接板安装在高度调节器上,高度调节器安装在底部适配器上,底部适配器安装在z轴平移运动台上、z轴平移运动台安装在机架上;工件通过真空吸附盘固定,真空吸附盘安装在工件转台上,工件转台安装在三角支架上,三角支架安装在x轴运动平台上,x轴运动平台安装在机架上;
28.如图2、3所示,所述的无主轴刀具机构,由刀头201、刀头固定架202、压电陶瓷a203、压电陶瓷b204、垫片205、刀架206、柔性铰链207、末端执行器208、压电陶瓷c209、内轴210、端盖211和位移传感器212构成;
29.刀头安装在刀头固定架上,刀头固定架固定设置在压电陶瓷a上,压电陶瓷a固定设置在压电陶瓷b上,压电陶瓷b固定设置在垫片上,垫片固定安装在刀架上,刀架与末端执行器固定连接,所述的末端执行器实心钢块一体化加工而成,包括左右两边的固定架、柔性铰链和执行块;末端执行器通过柔性铰链与固定架连接,所述的压电陶瓷c为中空圆柱体,压电陶瓷c内设有中空内轴,内轴的外径与压电陶瓷c内径相等,内轴的一端与末端执行器之间设有位移传感器,内轴另一端设有端盖,端盖固定设置在固定架上;整个机构通过螺栓连接固定,整体设计紧凑。
30.第一级伺服控制通过x轴平移运动台、z轴平移运动台、c轴工件转台和压电陶瓷c实现;工件被固定在工件转台上,工件转台绕c轴旋转,配合x轴平移运动台,形成平面螺旋加工轨迹,刀具可以在xy平面内的任意位置对工件进行加工;z轴平移运动台控制刀具进给,形成工件的基本低频轮廓;进而,工件转台绕c轴旋转信号经过编码器细分,脉冲信号触发压电陶瓷c产生微运动,形成被加工工件复杂轮廓,实现工件微纳形貌追踪。
31.第二级伺服控制通过压电陶瓷a和压电陶瓷b实现;无主轴刀具机构无主轴圆周旋转轨迹的实现方法,描述如下:如图4所示,压电陶瓷a在激励电压下沿着x轴方向产生位移,压电陶瓷b在激励电压下沿着y轴方向产生位移;从初始位置出发,当压电陶瓷a在x轴方向的位移达到最大量程的一半δx时,压电陶瓷b不运动,此时为4.1所示;当压电陶瓷a在x轴方向的位移达到最大量程2δx时,压电陶瓷b在y轴方向的位移达到最大量程的一半δy,此时为4.2所示;当压电陶瓷a在x轴方向位移的返回到最大量程的一半δx时,压电陶瓷b在y轴方向的位移达到最大量程2δy,此时为4.3所示;当压电陶瓷a在x轴方向返回初始位置,即不发生位移的时候,压电陶瓷b在y轴方向的位移返回最大量程的一半δy时,此时为4.4所示;后续重复这一过程,使得刀具在无主轴的情况下,通过两块压电陶瓷协同配合实现无主轴圆周旋转轨迹;也就是说压电陶瓷b的激励电压,相对于压电陶瓷a的激励电压,在运动方程形式下相位差相差π/2;
32.本发明未尽事宜为公知技术。
33.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1