一种金属活塞杆加工预处理装置的制作方法
1.本发明涉及活塞加工相关技术领域,特别涉及一种金属活塞杆加工预处理装置。
背景技术:
2.活塞杆是支持活塞做功的连接部件,大部分应用在油缸、气缸运动执行部件中,是一个运动频繁、技术要求高的运动部件,金属活塞杆在制造加工时需要对其进行检查,确保活塞杆的整体的垂直度,需要对弯曲的金属活塞杆进行矫正修直预处理加工。
3.然而现有活塞杆在进行预处理加工过程中存在如下问题,一,需要人工对变形的活塞杆进行矫正修直,在对活塞杆进行矫正修直时需要人工使用夹具对去固定,针对不同规格的活塞杆进行加工需要人工更换夹具,人工使用夹具对其固定效率低,稳定性差,二,对活塞杆进行矫正修直加工时需要人工往复的拆卸更换活塞杆,无法进行连续性的加工修复作业,且修复加工时模式单一,影响活塞杆修复矫正的质量,且需要人工对矫正修直后的活塞杆进行测量。
技术实现要素:
4.(一)技术方案
5.为了解决上述中提到的问题,本发明采用以下技术方案:一种金属活塞杆加工预处理装置,包括加工架,设置在加工架上的圆环导轨,设置在加工架左端外壁上的转动电机,转动电机的输出轴贯穿加工架与环形框架相连,环形框架的外壁上沿其周向均匀设置有用于对加热后的活塞杆进行矫正的矫正装置,加工架的右端安装有辅助盖板,辅助盖板上设置有驱动锁紧装置,驱动锁紧装置用于调节矫正装置的工作状态使其能够对活塞杆进行矫正,转动电机用于控制环形框架进行转动,按照顺序将加热后的活塞杆依次投放至矫正装置内对活塞杆进行连续性加工。
6.矫正装置包括均匀开设在环形框架上的圆孔,辅助盖板的内壁上设置有第一环形滑块,第一环形滑块上沿其周向均匀设置有与圆孔对应的立板,第一环形滑块用于辅助立板进行周向旋转,立板上设置有锁紧机构,锁紧机构用于对活塞杆的一端进行锁紧,环形框架的外壁上设置有与圆孔对应的第二环形滑块,第二环形滑块上沿其周向均匀设置有固定支架,第二环形滑块用于对固定支架进行支撑,并且辅助固定支架进行周向旋转,固定支架穿过圆孔延伸至环形框架的内部且连接在圆孔板上,圆孔板的侧壁上设置有第三环形滑块,第三环形滑块上设置有支撑杆,支撑杆与环形框架的内壁相连,支撑杆用于对第三环形滑块进行支撑,第三环形滑块用于辅助圆孔板进行旋转,固定支架上设置有执行机构,执行机构用于对活塞杆进行修复,执行机构上连接有环形架,环形架滑动连接在圆环导轨上,圆环导轨对环形架起到了辅助滑动与支撑加固的作用。
7.锁紧机构包括固定在立板上的锁紧管,锁紧管贯穿圆孔延伸至环形框架的外侧,锁紧管上设置有锁紧框架,锁紧框架上沿其周向均匀设置有锁紧支链,锁紧管远离锁紧框架的内壁上设置有内螺纹,锁紧管内通过设置有螺纹柱,螺纹柱上开设有一字槽,辅助盖板
上设置有用于控制螺纹柱转动的拧紧支链与松放支链,拧紧支链或松放支链在作业中用于控制螺纹柱进行旋转进给或者后退从而控制锁紧支链对活塞杆的一端进行锁紧或者松放。
8.驱动锁紧装置包括设置在辅助盖板上的驱动气缸,驱动气缸的输出轴上设置有驱动执行块,驱动气缸启动后用于控制驱动执行块进行升降,辅助盖板的侧壁上沿其周向均匀设置有驱动作业杆,驱动执行块用于控制驱动作业杆的位置,驱动作业杆上设有驱动执行环,驱动作业杆用于调节驱动执行环的位置,驱动执行环与滑轨之间设置有弹簧,滑轨设置在辅助盖板的外壁上,弹簧用于对驱动执行环进行复位,执行矫正架的外壁上设置有调节执行块,驱动执行环的内壁抵靠在调节执行块的外壁上,驱动执行环与调节执行块配合用于控制执行矫正架的位置。
9.优选的,锁紧支链包括开设在锁紧框架上的锁紧槽,锁紧框架的内壁上设置有锁紧弹簧杆,锁紧弹簧杆上安装有执行锁紧板,执行锁紧板上设置有抵靠杆,锁紧框架靠近锁紧管的一端上设置有弹簧,弹簧上设置有锁紧驱动架,锁紧驱动架延伸至锁紧管的内部,锁紧驱动架上设置有锁紧异型块,锁紧异型块抵靠在抵靠杆上。
10.优选的,圆孔板的外壁上套设有齿轮,辅助盖板的内壁上设置有齿条,齿条呈圆弧型结构,且齿轮与齿条啮合。
11.优选的,执行机构包括开设在固定支架上的执行槽,执行槽内滑动设置有执行控制架,环形框架的外壁上设置有环形滑槽,执行控制架抵靠在环形滑槽的内壁上,执行控制架远离环形滑槽的一端上开设有调节槽,调节槽内设置有第一调节块,第一调节块与调节槽的内壁之间设置有弹簧,第一调节块上设置有执行矫正架,环形架的侧壁上设置有第四环形滑块,第四环形滑块上设置有辅助调节架,辅助调节架内设置有第二调节块,第二调节块与辅助调节架之间设置有弹簧,第二调节块的侧壁上设置有复位弹簧杆,复位弹簧杆与执行矫正架相连。
12.优选的,驱动执行块呈阶梯型结构,且驱动执行块的阶梯端面呈圆弧结构。
13.优选的,拧紧支链位于辅助盖板的前侧中部,松放支链位于辅助盖板的下侧中部,拧紧支链与松放支链结构相同均包括控制电机与控制块,控制电机通过电机架安装在辅助盖板的内壁上,控制块安装在控制电机的输出轴上,控制块的厚度小于一字槽的宽度。
14.优选的,调节执行块呈阶梯结构,且调节执行块水平面的宽度大于驱动执行环的宽度。
15.优选的,加工架的下端面开设有漏料孔。
16.(二)有益效果
17.1、本发明可以解决现有活塞杆在进行预处理加工过程中存在如下问题,一,需要人工对变形的活塞杆进行矫正修直,在对活塞杆进行矫正修直时需要人工使用夹具对去固定,针对不同规格的活塞杆进行加工需要人工更换夹具,人工使用夹具对其固定效率低,稳定性差,二,对活塞杆进行矫正修直加工时需要人工往复的拆卸更换活塞杆,无法进行连续性的加工修复作业,且修复加工时模式单一,影响活塞杆修复矫正的质量,且需要人工对矫正修直后的活塞杆进行测量。
18.2、本发明设计的矫正装置在作业中能够对活塞杆进行自动化锁紧固定,且能够针对不同规格的活塞杆进行自动化锁紧调节,无需人工更换夹具,且在加工过程中能够对矫正修直后的活塞杆进行松放,可以对活塞杆进行批量化连续性的矫正测量,提高了工作的
稳定性同时提高了活塞杆加工的效率。
19.3、本发明中设计的锁紧机构与执行机构之间相互配合带动执行矫正架对活塞杆进行周向修复旋转,同时使得执行矫正架对活塞杆表面进行直线往复修直加工。
附图说明
20.下面结合附图和实施例对本发明进一步说明。
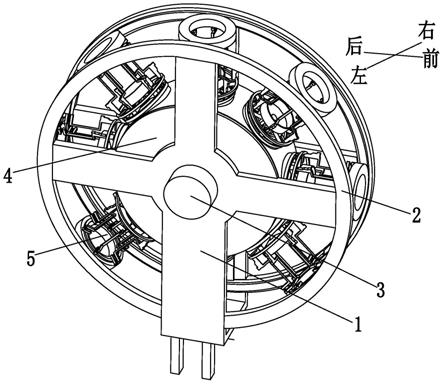
21.图1是本发明的结构示意图;
22.图2是本发明图1的剖视图;
23.图3是本发明环形框架、矫正装置与辅助盖板之间的结构示意图;
24.图4是本发明图2的a处局部放大图;
25.图5是本发明图2的b处局部放大图;
26.图6是本发明图2的c处局部放大图;
27.图7是本发明图4的d处局部放大图;
28.图8是本发明拧紧支链与松放支链之间的结构示意图;
29.图9是本发明驱动执行块的结构示意图。
具体实施方式
30.下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
31.另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
32.如图1至图9所示,一种金属活塞杆加工预处理装置,包括加工架1,设置在加工架1上的圆环导轨2,设置在加工架1左端外壁上的转动电机3,转动电机3的输出轴贯穿加工架1与环形框架4相连,环形框架4的外壁上沿其周向均匀设置有矫正装置5,加工架1的右端安装有辅助盖板6,辅助盖板6上设置有驱动锁紧装置7;
33.矫正装置5包括均匀开设在环形框架4上的圆孔,辅助盖板6的内壁上设置有第一环形滑块51,第一环形滑块51上沿其周向均匀设置有与圆孔对应的立板52,立板52上设置有锁紧机构53,环形框架4的外壁上设置有与圆孔对应的第二环形滑块54,第二环形滑块54上沿其周向均匀设置有固定支架55,固定支架55穿过圆孔延伸至环形框架4的内部且连接在圆孔板56上,圆孔板56的侧壁上设置有第三环形滑块57,第三环形滑块57上设置有支撑杆58,支撑杆58与环形框架4的内壁相连,固定支架55上设置有执行机构59,执行机构59上连接有环形架510,环形架510滑动连接在圆环导轨2上;
34.锁紧机构53包括固定在立板52上的锁紧管531,锁紧管531贯穿圆孔延伸至环形框架4的外侧,锁紧管531上设置有锁紧框架532,锁紧框架532上沿其周向均匀设置有锁紧支链533,锁紧管531远离锁紧框架532的内壁上设置有内螺纹,锁紧管531内通过设置有螺纹柱534,螺纹柱534上开设有一字槽,辅助盖板6上设置有用于控制螺纹柱534转动的拧紧支链535与松放支链536;
35.控制活塞杆穿过环形架510使其一端抵靠在所紧框架532上,此时通过拧紧支链535控制螺纹柱534进行旋转进给,螺纹柱534在旋转进给的过程中控制锁紧支链533对活塞
杆的一端进行锁紧。
36.锁紧支链533包括开设在锁紧框架532上的锁紧槽,锁紧框架532的内壁上设置有锁紧弹簧杆5331,锁紧弹簧杆5331上安装有执行锁紧板5332,执行锁紧板5332上设置有抵靠杆5333,锁紧框架532靠近锁紧管531的一端上设置有弹簧,弹簧上设置有锁紧驱动架5334,锁紧驱动架5334延伸至锁紧管531的内部,锁紧驱动架5334上设置有锁紧异型块5335,锁紧异型块5335抵靠在抵靠杆5333上,锁紧异型块5335与抵靠杆5333接触的端面为阶梯结构。
37.拧紧支链535位于辅助盖板6的前侧中部,松放支链536位于辅助盖板6的下侧中部,拧紧支链535与松放支链536结构相同均包括控制电机与控制块,控制电机通过电机架安装在辅助盖板6的内壁上,控制块安装在控制电机的输出轴上,控制块的厚度小于一字槽的宽度。
38.当活塞杆一端抵靠在锁紧框架532上时,此时的控制块卡入到一字槽内,启动控制电机带动控制块旋转,控制块在转动的过程中带动螺纹柱534进行旋转,螺纹柱534在转动的过程中进行进给调节,螺纹柱534在进给调节的的过程中对锁紧驱动架5334进行挤压,针对所要加工的活塞杆的规格控制螺纹柱534旋转调节至合适的位置,螺纹柱534在运动中通过对锁紧驱动架5334的挤压带动锁紧异型块5335对抵靠杆5333进行挤压,抵靠杆5333受到锁紧异型块5335的挤压后带动执行锁紧板5332对活塞杆的一端进行压紧,使活塞杆保持固定锁紧的状态。
39.驱动锁紧装置7包括设置在辅助盖板6上的驱动气缸71,驱动气缸71的输出轴上设置有驱动执行块72,辅助盖板6的侧壁上沿其周向均匀设置有驱动作业杆73,驱动作业杆73上设有驱动执行环74,驱动执行环74与滑轨之间设置有弹簧,滑轨设置在辅助盖板6的外壁上,执行矫正架594的外壁上设置有调节执行块75,驱动执行环74的内壁抵靠在调节执行块75的外壁上。
40.驱动执行块72呈阶梯型结构,且驱动执行块72的阶梯端面呈圆弧结构,阶梯型结构的驱动执行块72可以针对不同规格的活塞杆进行适应的调节,确保针对不同规格的活塞杆进行加工时均可以通过驱动执行块72结构的变化与执行机构59配合对活塞杆进行锁紧,圆弧结构的驱动执行块72在作业中能够通过改变与驱动作业杆73之间的接触位置,使得装有活塞杆的矫正装置根据环形框架4在匀速转动的过程中控制执行矫正架594对活塞杆的表面进行挤压贴紧,当活塞杆转动至加工架1的下方位置时,驱动作业杆73与驱动执行块72之间的接触位置发生变化使得执行矫正架594调节至与活塞杆分离的状态。
41.调节执行块75呈阶梯结构,且调节执行块75水平面的宽度大于驱动执行环74的宽度,当驱动执行环74将调节执行块75挤压至合适的位置处时,驱动执行环74抵靠在调节执行块75水平面的中部,当调节执行块75进行往复运动时,驱动执行环74能够始终位于该平面内。
42.当活塞杆的一端被锁紧后,根据所要加工的活塞杆的规格,启动驱动气缸71控制驱动执行块72调节至合适的位置处,驱动执行块72的位置发生变化后同步带动驱动作业杆73对驱动执行环74进行挤压,受到挤压后的驱动执行环74对调节执行块75进行挤压,受到挤压后的调节执行块75带动执行矫正架594进行调节使得执行矫正架594抵靠在活塞杆的表面上,通过执行矫正架594的挤压对活塞杆的表面进行执行修复。
43.执行机构59包括开设在固定支架55上的执行槽,执行槽内滑动设置有执行控制架591,环形框架4的外壁上设置有环形滑槽592,执行控制架591抵靠在环形滑槽592的内壁上,环形滑槽592与执行控制架591接触的端面为凹凸不平结构,执行控制架591远离环形滑槽592的一端上开设有调节槽,调节槽内设置有第一调节块593,第一调节块593与调节槽的内壁之间设置有弹簧,第一调节块593上设置有执行矫正架594,执行矫正架594的用于对活塞杆修复的端面呈圆弧结构,环形架510的侧壁上设置有第四环形滑块595,第四环形滑块595上设置有辅助调节架596,辅助调节架596内设置有第二调节块597,第二调节块597与辅助调节架596之间设置有弹簧,第二调节块597的侧壁上设置有复位弹簧杆598,复位弹簧杆598与执行矫正架594相连。
44.圆孔板56的外壁上套设有齿轮561,辅助盖板6的内壁上设置有齿条562,齿条562呈圆弧型结构,且齿轮561与齿条562啮合。
45.启动转动电机3控制环形框架4进行匀速旋转,环形框架4在匀速转动的过程中带动圆孔板56上的齿轮561与齿条562啮合从而控制圆孔板56进行转动,圆孔板56在转动作业中带动固定支架55同步旋转,固定支架55在转动的过程中带动执行矫正架594沿着活塞杆的端面进行旋转,从而对活塞杆进行周向旋转修复,当执行矫正架594进行转动时执行控制架591在环形滑槽592内进行运动,执行控制架591在转动时不断改变与环形滑槽592之间接触位置,使得执行控制架591进行伸缩从而带动执行矫正架594对活塞杆进行往复的修复处理作业,通过周向旋转与往复修整配合的方式对活塞杆进行矫正修直作业,且执行矫正架594在此过程中同样对活塞杆起到了测量的作用。
46.加工架1的下端面开设有漏料孔。
47.当环形框架4带动经过矫正修直后的活塞杆运动至最下端位置时,松放支链536上的控制块位于螺纹柱534上的一字槽之间,此时启动松放支链536上的控制电机带动螺纹柱534进行反向旋转,螺纹柱534在反向旋转的过程中带动螺纹柱534向外移动,锁紧驱动架5334在弹簧的作用下进行复位,从而使得执行锁紧板5332与活塞杆分离,而此时的驱动作业杆73改变了与驱动执行块72直接的接触位置,使得执行矫正架594与活塞杆之间处于分离的状态,经过矫正修直后的活塞杆在重力的作用下从漏料孔排出。
48.对金属活塞杆进行加热,将经过加热后的金属活塞杆投放到位于环形框架4前端的矫正装置5内,驱动锁紧装置7工作调节好矫正装置5的工作状态,使矫正装置5能够对金属活塞杆进行矫正加工,启动转动电机3控制环形框架4进行旋转,环形框架4在转动过程中带动通过矫正装置5对活塞杆进行矫正修直,当经过矫正修直后的活塞杆运动至环形框架4最下端的位置时,活塞杆从矫正装置5内排出,能够对活塞杆进行连续性的加工处理,无需人工拆卸更换活塞杆,提高了活塞杆加工的效率。
49.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1