一种大功率电机转子全自动装配设备的制作方法
1.本发明涉及电机技术领域,更具体地说,它涉及一种大功率电机转子全自动装配设备。
背景技术:
2.电机通常包括电机转子和安装在电机转子外壁的磁极铁芯,为了解决大功率电机磁极铁芯安装不方便的技术问题,现有一种技术方案,其包括驱动装置和旋转支撑装置,将电机转子放置在旋转支撑装置上,设置连接装置连接驱动装置和电机转子,通过驱动装置转动电机转子,而后使用者可以在电机转子的外壁安装磁极铁芯,避免使用人力滚动电机转子进行磁极铁芯的安装,高效、省力且方便。
3.但是,由于上述技术方案需要人工进行磁极铁芯的安装及固定,单单通过电机转子的自动旋转很难大幅度提升磁极铁芯的安装效率,因此亟需一种新的技术方案解决上述技术问题。
4.需要说明的是,人工进行磁极铁芯的安装,其在磁极铁芯一端端面设有安装柱,通过将安装柱插至电机转子外壁上的通孔内,而后通过安装板上的安装孔与安装柱的固定完成对磁极铁芯的安装,因此本发明是基于上述磁极铁芯、安装柱以及安装板的机构基础上进行创造改进的。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供一种可自动安装磁极铁芯和安装板至电机转子,大大提升大功率电机转子装配效率的全自动装配设备。
6.本发明的上述技术目的是通过以下技术方案得以实现的:一种大功率电机转子全自动装配设备,包括两个对位设置的安装台、驱动装置、连接装置和旋转支撑装置,两个安装台之间装有电机转子,电机转子转动方向的一侧设有上料台,上料台上端面设有上料装置,上料装置用于磁极铁芯的上料;
7.上料台一侧设有送料装置,送料装置用于将安装板送至安装台下方;
8.驱动装置包括安装于安装台的控制机箱,控制机箱连接有推进装置,推进装置用于安装板的推进及嵌合;
9.旋转支撑装置远离电机转子的一侧设有安装块,安装块上设有用于安装板固定的锁紧工位。
10.本发明的进一步设置为:上料装置包括上料滑道、上料通道、上料板以及上料气缸;上料通道固定至上料台,上料滑道固定至上料通道上端面,上料滑道设有上下贯穿、且与磁极铁芯适配的第一通孔,第一通孔靠近电机转子的内壁设有与安装柱数量适配的滑槽,上料通道设有左右贯穿、且与磁极铁芯适配的第二通孔,第二通孔一端开口靠近电机转子,第一通孔贯通至第二通孔;上料板为l形、且其设置于第二通孔远离电机转子的一端开口处,上料板与第二通孔滑移连接;上料气缸固定于上料台、且其伸缩端与上料板固定。
11.本发明的进一步设置为:上料滑道截面为s型。
12.本发明的进一步设置为:送料装置包括送料台、送料滑块、送料载板以及送料气缸;送料台上端面设有左右贯通的滑槽,滑槽槽底设有滑轨;送料滑块下端面设有与滑轨适配的嵌槽,送料滑块与滑轨之间滑移连接;送料气缸设置于送料台远离安装台的一侧,送料气缸伸缩端与送料滑块固定并控制其左右移动。
13.本发明的进一步设置为:送料载板上端面均距布置有若干个与安装块适配的置物槽。
14.本发明的进一步设置为:置物槽数量与电机转子需要安装的安装板数量一致。
15.本发明的进一步设置为:安装台包括四根用于支撑的底杆,两两底杆之间设有支撑杆;送料载板远离送料气缸的一端固定有支撑板,当送料载板完全置于滑槽内时,支撑板置于支撑杆之上。
16.本发明的进一步设置为:推进装置包括升降气缸、升降板、夹紧气缸、推进气缸以及夹紧部;控制机箱内设有控制室,升降气缸固定至控制室上内壁、且其伸缩端与升降板固定,夹紧气缸为两个并固定至升降板下端面,两个夹紧气缸伸缩端分别贯穿控制室两侧、且其伸缩端与推进气缸固定,控制室两侧设有供夹紧气缸伸缩端上下移动的滑移孔,推进气缸伸缩端朝向电机转子、并与夹紧部固定。
17.本发明的进一步设置为:于电机转子相对上料台的另一侧设有支撑台,电机转子下方设有半圆形的防落保护壳,防落保护壳一端固定至支撑台、且另一端固定至上料通道,第二通道贯穿防落保护壳;防落保护壳套至电机转子下半身外壁,防落保护壳和电机转子之间设有供磁极铁芯通过的旋转空间。
18.本发明的进一步设置为:所述上料板包括与上料气缸伸缩端固定的竖板,所述竖板上端面固定有向上料气缸延伸的挡板。
19.本发明具有以下有益效果:1.使用者需要进行背景技术中的磁极铁芯安装时,可以将多个磁极铁芯装入上料滑道的第一通孔,同时需要将安装柱对准滑槽,s型上料滑道的设置可以缓冲磁极铁芯下落的冲击力,待磁极铁芯下落至上料板后,上料气缸推动磁极铁芯前进,同时第一通孔内的磁极铁芯会被挡板挡住不能下落,同时电机转子转动使得电机转子的通孔对准磁极铁芯的安装柱,待安装柱插入通孔后,上料气缸收回上料板,待上料板至原位后,磁极铁芯继续下落,而装好后的磁极铁芯随着电机转子下转;
20.同时使用者需要在送料载板的置物槽一次性装好所要安装的安装板,送料电机推动送料滑块,送料滑块带动送料载板朝安装台方向滑动,待磁极铁芯转至电机转子正下方,最左侧的置物槽也移至磁极铁芯正前方,此时,升降气缸控制升降板下落,升降板控制夹紧气缸下落,待夹紧部置于安装板两侧,夹紧气缸控制夹紧部夹紧安装板,而后升降气缸控制夹紧部上升,推进气缸控制夹紧部向电机转子移动,待安装板置于电机转子通孔正上方时,下压安装板,使得安装柱插至安装孔内,完成对安装板的安装,装好后的磁极铁芯和在安装板随着电机转子继续下转;
21.同时使用者需要在锁紧工位处装上锁紧设备,锁紧设备包括但不限于自动上螺丝机、自动焊接机等,待磁极铁芯和安装块转至锁紧工位前方时,锁紧设备将安装板牢牢固定至磁极铁芯,从而完成对磁极铁芯以及安装板的安装,最终达到磁极铁芯和安装板可自动安装至电机转子,大大提升大功率电机转子装配效率的目的。
22.2.通过置物槽数量与所需安装板数量一致的设置,可以保证使用者一次性在送料载板上装上所需安装板,在完成一整个电机转子的安装板安装后,送料载板置物槽装载的的安装板同时也能安装完毕,无需使用者多次添加安装板。
23.3.使用者装载好安装板时,送料载板受力过重,会出现下弯损坏送料载板的情况,通过支撑杆和支撑板的设置,在送料载板完全置于滑槽内时,支撑板置于支撑杆之上,送料载板收到的力传递至支撑板,支撑板再传递至支撑杆,支撑杆传递至底杆,从而避免送料载板受力过大出现弯曲的情况;另一方面,送料载板在滑动时,支撑杆同时也能支撑其滑行,从而保证滑行的稳定性。
24.4.通过防落保护壳的设置,可以避免安装好后的磁极铁芯出现滑落的情况,防止磁极铁芯安装不到位。
附图说明
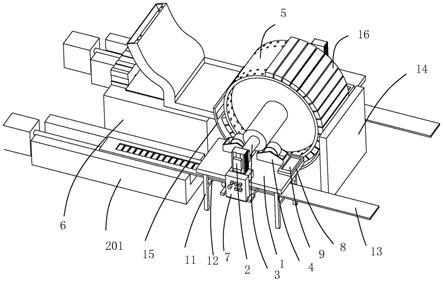
25.图1为本实施例的立体图;
26.图2为图1的另一侧立体图;
27.图3为图2的g1部结构放大示意图;
28.图4为图2的g2部结构放大示意图;
29.图5为图2的g3部结构放大示意图;
30.图6为图2的平面正视图;
31.图7为图6的g4部结构放大示意图;
32.图8为上料板和挡板结构示意图;
33.图9为磁极铁芯、安装柱、安装板和安装孔结构示意图。
34.附图说明:1、安装台;2、驱动装置;3、连接装置;4、旋转支撑装置;5、电机转子;6、上料台;7、控制机箱;71、控制室;8、安装块;9、锁紧工位;11、底杆;12、支撑杆;13、支撑板;14、支撑台;15、防落保护壳;16、磁极铁芯;17、安装柱;18、安装板;19、挡板;20、安装孔。
35.101、上料滑道;102、上料通道;103、上料板;1031、竖板;104、上料气缸;105、第一通孔;106、滑槽;107、第二通孔;
36.201、送料台;202、送料滑块;203、送料载板;204、送料气缸;205、送料槽;206、滑轨;207、嵌槽;208、置物槽;
37.301、升降气缸;302、升降板;303、夹紧气缸;304、推进气缸;305、夹紧部;306、滑移孔。
具体实施方式
38.以下结合附图对本发明作进一步详细说明。
39.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
40.如图所示,一种大功率电机转子全自动装配设备,包括两个对位设置的安装台1、驱动装置2、连接装置3和旋转支撑装置4,两个安装台1之间装有电机转子5,电机转子5转动方向的一侧设有上料台6,上料台6上端面设有上料装置,上料装置用于磁极铁芯16的上料;
41.上料台6一侧设有送料装置,送料装置用于将安装柱17送至安装台1下方;
42.驱动装置2包括安装于安装台1的控制机箱7,控制机箱7连接有推进装置,推进装置用于安装柱17的推进及嵌合;
43.旋转支撑装置4远离电机转子5的一侧设有安装块8,安装块8上设有用于安装柱17固定的锁紧工位9。
44.上料装置包括上料滑道101、上料通道102、上料板103以及上料气缸104;上料通道102固定至上料台6,上料滑道101固定至上料通道102上端面,上料滑道101设有上下贯穿、且与磁极铁芯16适配的第一通孔105,第一通孔105靠近电机转子5的内壁设有与安装柱17数量适配的滑槽106,上料通道102设有左右贯穿、且与磁极铁芯16适配的第二通孔107,第二通孔107一端开口靠近电机转子5,第一通孔105贯通至第二通孔107;上料板103为l形、且其设置于第二通孔107远离电机转子5的一端开口处,上料板103与第二通孔107滑移连接;上料气缸104固定于上料台6、且其伸缩端与上料板103固定。
45.上料滑道101截面为s型。
46.送料装置包括送料台201、送料滑块202、送料载板203以及送料气缸204;送料台201上端面设有左右贯通的送料槽205,送料槽205槽底设有滑轨206;送料滑块202下端面设有与滑轨206适配的嵌槽207,送料滑块202与滑轨206之间滑移连接;送料气缸204设置于送料台201远离安装台1的一侧,送料气缸204伸缩端与送料滑块202固定并控制其左右移动。
47.送料载板203上端面均距布置有若干个与安装块8适配的置物槽208。
48.置物槽208数量与电机转子5需要安装的安装柱17数量一致。
49.安装台1包括四根用于支撑的底杆11,两两底杆11之间设有支撑杆12;送料载板203远离送料气缸204的一端固定有支撑板13,当送料载板203完全置于送料槽205内时,支撑板13置于支撑杆12之上。
50.推进装置包括升降气缸301、升降板302、夹紧气缸303、推进气缸304以及夹紧部305;控制机箱7内设有控制室71,升降气缸301固定至控制室71上内壁、且其伸缩端与升降板302固定,夹紧气缸303为两个并固定至升降板302下端面,两个夹紧气缸303伸缩端分别贯穿控制室71两侧、且其伸缩端与推进气缸304固定,控制室71两侧设有供夹紧气缸303伸缩端上下移动的滑移孔306,推进气缸304伸缩端朝向电机转子5、并与夹紧部305固定。
51.于电机转子5相对上料台6的另一侧设有支撑台14,电机转子5下方设有半圆形的防落保护壳15,防落保护壳15一端固定至支撑台14、且另一端固定至上料通道102,第二通道贯穿防落保护壳15;防落保护壳15套至电机转子5下半身外壁,防落保护壳15和电机转子5之间设有供磁极铁芯16通过的旋转空间。
52.所述上料板103包括与上料气缸104伸缩端固定的竖板1031,所述竖板1031上端面固定有向上料气缸104延伸的挡板19。
53.工作原理:使用者需要进行背景技术中的磁极铁芯16安装时,可以将多个磁极铁芯16装入上料滑道101的第一通孔105,同时需要将安装柱17对准滑槽106,s型上料滑道101的设置可以缓冲磁极铁芯16下落的冲击力,待磁极铁芯16下落至上料板103后,上料气缸104推动磁极铁芯16前进,同时第一通孔105内的磁极铁芯16会被挡板19挡住不能下落,同时电机转子5转动使得电机转子5的通孔对准磁极铁芯16的安装柱17,待安装柱17插入通孔后,上料气缸104收回上料板103,待上料板103至原位后,磁极铁芯16继续下落,而装好后的
磁极铁芯16随着电机转子5下转;
54.同时使用者需要在送料载板203的置物槽208一次性装好所要安装的安装柱17,送料电机推动送料滑块202,送料滑块202带动送料载板203朝安装台1方向滑动,待磁极铁芯16转至电机转子5正下方,最左侧的置物槽208也移至磁极铁芯16正前方,此时,升降气缸301控制升降板302下落,升降板302控制夹紧气缸303下落,待夹紧部305置于安装柱17两侧,夹紧气缸303控制夹紧部305夹紧安装柱17,而后升降气缸301控制夹紧部305上升,推进气缸304控制夹紧部305向电机转子5移动,待安装柱17置于电机转子5通孔正上方时,下压安装柱17,使得安装柱17插至安装孔20内,完成对安装柱17的安装,装好后的磁极铁芯16和在安装柱17随着电机转子5继续下转;
55.同时使用者需要在锁紧工位9处装上锁紧设备,锁紧设备包括但不限于自动上螺丝机、自动焊接机等,若是装上自动上螺丝机,则还需要在安装板18上设置贯穿至安装柱17内部的螺丝孔,自动上螺丝机将螺丝打至螺丝孔内,若是装上自动焊接机,则直接将安装柱17焊接至安装板18的安装孔20孔顶,待磁极铁芯16和安装块8转至锁紧工位9前方时,锁紧设备将安装柱17牢牢固定至磁极铁芯16,从而完成对磁极铁芯16以及安装柱17的安装,达到磁极铁芯61和安装板18可自动安装至电机转子5,大大提升大功率电机转子5装配效率的目的
56.通过置物槽208数量与所需安装板18数量一致的设置,可以保证使用者一次性在送料载板203上装上所需安装板18,在完成一整个电机转子5的安装板18安装后,送料载板203上置物槽208装载的的安装板18同时也能安装完毕,无需使用者多次添加安装板18。
57.使用者装载好安装板18时,送料载板203受力过重,会出现下弯损坏送料载板203的情况,通过支撑杆12和支撑板13的设置,在送料载板203完全置于滑槽106内时,支撑板13置于支撑杆12之上,送料载板203收到的力传递至支撑板13,支撑板13再传递至支撑杆12,支撑杆12传递至底杆11,从而避免送料载板203受力过大出现弯曲的情况;另一方面,送料载板203在滑动时,支撑杆12同时也能支撑其滑行,从而保证滑行的稳定性。
58.通过防落保护壳15的设置,可以避免安装好后的磁极铁芯16出现滑落的情况,防止磁极铁芯16安装不到位。
59.具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1