一种智能化冲压并自动脱模装置的制作方法
1.本发明涉及一种工程领域,更具体的说是一种智能化冲压并自动脱模装置。
背景技术:
2.冲压并脱模装置是一种常见的工程机械,例如专利号为cn201720939052.4的一种用于金属冲压的连续冲压模具,所述的一种用于金属冲压的连续冲压模具包括冲压弹簧气缸、吊挂支架板、冲压模具底板、下压模板块、成型基座底板、成型块基座、冲压成型块、升降螺纹柱、升降夹块、冲压模具顶板,吊挂支架板水平焊接在冲压模具顶板下,冲压模具顶板与冲压模具底板分别水平固定在升降螺纹柱上下两端,升降螺纹柱垂直贯穿升降夹块并且相配合,冲压成型块竖直焊接在成型块基座上,成型块基座水平固定在成型基座底板上,本实用新型冲压弹簧气缸设有气缸活塞块、螺旋弹簧柱、冲压气缸孔、冲压气缸体,但该装置模具固定,不能灵活适配不同尺寸的工件,且功能比较单一。
技术实现要素:
3.本发明的目的是提供一种智能化冲压并自动脱模装置,可以进而增大或较小模具的宽度,进而可以加工不同宽度的铁片;可以完成自动上料和脱模的功能。
4.本发明的目的通过以下技术方案来实现:
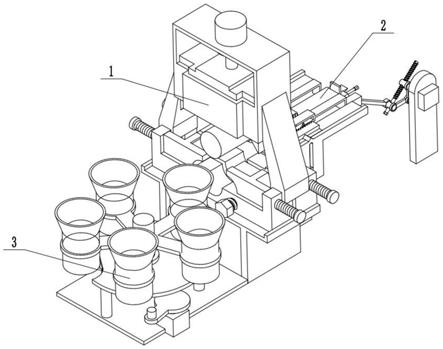
5.一种智能化冲压并自动脱模装置,包括冲压装置、脱模装置、转移装置,所述冲压装置与脱模装置相连接,冲压装置与转移装置相连接。
6.作为本技术方案的进一步优化,本发明一种智能化冲压并自动脱模装置,所述冲压装置包括支架一、气缸、重压块、支架二、限位柱、滑块、弹簧一、连接板、圆型模具、堵头、冲压块一、连接柱一、弹簧二、冲压块二、冲压块三、转纽一、螺杆一、底板、支架三,支架一与气缸固定连接,支架一与重压块固定连接,气缸与重压块滑动连接,两个气缸均与支架二固定连接,两个限位柱均与滑块固定连接,两个限位柱均与重压块配合连接,重压块与滑块滑动连接,两个弹簧一均与重压块固定连接,两个弹簧一均与滑块固定连接,滑块与连接板固定连接,连接板与圆型模具固定连接,冲压块一与连接柱一固定连接,堵头与连接柱一固定连接,堵头与弹簧二固定连接,两个冲压块一均与冲压块二滑动连接,两个冲压块一均与冲压块三滑动连接,两个支架二均与冲压块三固定连接,两个支架二均与冲压块二配合连接,转纽一与螺杆一固定连接,两个螺杆一均与冲压块二螺纹连接,两个螺杆一均与均与冲压块三转动连接,两个支架三均与底板固定连接,冲压块三与底板固定连接,冲压块二与底板滑动连接。
7.作为本技术方案的进一步优化,本发明一种智能化冲压并自动脱模装置,所述脱模装置包括电机一、支架四、转杆一、连接杆一、连接杆二、连接柱二、螺杆二、连接杆三、滑块二、螺杆三、滑块三、连接板二、挡板、底板二、长板、齿轮支架、齿轮一、推板一、挡块一、箱体、隔板、弹簧五、支架六、功能板、弹簧六、推板二、限位块二、限位柱三,电机一与支架四固定连接,电机一与转杆一固定连接,转杆一与连接杆一转动连接,连接杆一与连接杆二铰接
连接,连接杆二与连接柱二转动连接,转杆一与螺杆二螺纹连接,连接柱二与螺杆二转动连接,连接柱二与连接杆三转动连接,连接杆三与滑块二铰接连接,滑块二与螺杆三转动连接,螺杆三与滑块三螺纹连接,两个连接板二均与滑块三固定连接,挡板与底板二固定连接,长板与齿轮支架固定连接,连接板二与长板固定连接,齿轮支架与齿轮一转动连接,两个齿轮一均与推板一配合连接,推板一与底板二滑动连接,两个齿轮一均与推板二配合连接,限位块二与推板二配合连接,推板一与限位块二固定连接,四个挡块一均与底板二固定连接,四个挡块一均与推板一滑动连接,底板二与箱体固定连接,四个限位柱三均与隔板固定连接,六个弹簧五均与箱体固定连接,六个弹簧五均与隔板固定连接,四个限位柱三均与箱体配合连接,两个支架六均与箱体固定连接,两个弹簧六均与功能板固定连接,两个弹簧六均与推板二固定连接,功能板与推板二铰接连接,冲压块三与箱体固定连接。
8.作为本技术方案的进一步优化,本发明一种智能化冲压并自动脱模装置,所述转移装置包括容器、固定支架、中心柱、电机二、小圆盘、长杆五、小圆柱、底座凸台、中层凸台、腿架、功能圆盘,五个容器均与固定支架固定连接,固定支架与中心柱固定连接,电机二与小圆盘固定连接,小圆盘与长杆五固定连接,长杆五与小圆柱固定连接,三个腿架均与底座凸台固定连接,三个腿架均与中层凸台固定连接,中心柱与功能圆盘固定连接,中心柱与中层凸台转动连接,两个支架三均与底座凸台固定连接。
9.本发明一种智能化冲压并自动脱模装置的有益效果为:
10.本发明一种智能化冲压并自动脱模装置,当转动两个转纽一带动两个螺杆一转动,进而带动冲压块二向内或者向外滑动,进而增大或较小模具的宽度,进而可以加工不同宽度的铁片;当两个齿轮一向前运动,齿轮一推动推板一和推板二向前滑动,进而推板一箱体将内的铁片推出,铁片会进入冲压块一的凹槽内,当铁片卡在冲压块一的凹槽边缘时,推板一会停止运动,两个齿轮支架继续向前推动,带动两个齿轮一转动,带动推板二继续向前运动,功能板向前运动,进一步将铁片推进冲压块一的凹槽内,推板二继续向前运动,将圆型模具上的铁片筒推下来,进而完成了自动上料和脱模的效果。
附图说明
11.下面结合附图和具体实施方法对本发明做进一步详细的说明。
12.图1是本发明的整体结构示意图一;
13.图2是本发明的整体结构示意图二;
14.图3是本发明的冲压装置结构示意图一;
15.图4是本发明的冲压装置结构示意图二;
16.图5是本发明的冲压装置结构示意图三;
17.图6是本发明的脱模装置结构示意图一;
18.图7是本发明的脱模装置结构示意图二;
19.图8是本发明的脱模装置结构示意图三;
20.图9是本发明的转移装置结构示意图一;
21.图10是本发明的转移装置结构示意图二。
22.图中:冲压装置1;支架一1
‑
1;气缸1
‑
2;重压块1
‑
3;支架二1
‑
4;限位柱1
‑
5;滑块1
‑
6;弹簧一1
‑
7;连接板1
‑
8;圆型模具1
‑
9;堵头1
‑
10;冲压块一1
‑
11;连接柱一1
‑
12;弹簧二1
‑
13;冲压块二1
‑
14;冲压块三1
‑
15;转纽一1
‑
16;螺杆一1
‑
17;底板1
‑
18;支架三1
‑
19;脱模装置2;电机一2
‑
1;支架四2
‑
2;转杆一2
‑
3;连接杆一2
‑
4;连接杆二2
‑
5;连接柱二2
‑
6;螺杆二2
‑
7;连接杆三2
‑
8;滑块二2
‑
9;螺杆三2
‑
10;滑块三2
‑
11;连接板二2
‑
12;挡板2
‑
13;底板二2
‑
14;长板2
‑
15;齿轮支架2
‑
16;齿轮一2
‑
17;推板一2
‑
18;挡块一2
‑
19;箱体2
‑
20;隔板2
‑
21;弹簧五2
‑
22;支架六2
‑
23;功能板2
‑
24;弹簧六2
‑
25;推板二2
‑
26;限位块二2
‑
27;限位柱三2
‑
28;转移装置3;容器3
‑
1;固定支架3
‑
2;中心柱3
‑
3;电机二3
‑
4;小圆盘3
‑
5;长杆五3
‑
6;小圆柱3
‑
7;底座凸台3
‑
8;中层凸台3
‑
9;腿架3
‑
10;功能圆盘3
‑
11。
具体实施方式
23.下面结合附图对本发明作进一步详细说明。
24.本装置中所述的固定连接是指通过焊接、螺纹固定等方式进行固定,结合不同的使用环境,使用不同的固定方式;所述的转动连接是指通过将轴承烘装在轴上,轴或轴孔上设置有弹簧挡圈槽,通过将弹性挡圈卡在挡圈槽内实现轴承的轴向固定,实现转动;所述的滑动连接是指通过滑块在滑槽或导轨内的滑动进行连接;所述的铰接是指通过在铰链、销轴和短轴等连接零件上进行活动的连接方式;所需密封处均是通过密封圈或o形圈实现密封。
25.具体实施方式一:
26.下面结合图1
‑
10说明本实施方式,一种智能化冲压并自动脱模装置,包括冲压装置1、脱模装置2、转移装置3,所述冲压装置1与脱模装置2相连接,冲压装置1与转移装置3相连接。
27.具体实施方式二:
28.下面结合图1
‑
10说明本实施方式,本实施方式对实施方式一作进一步说明,所述的冲压装置1包括支架一1
‑
1、气缸1
‑
2、重压块1
‑
3、支架二1
‑
4、限位柱1
‑
5、滑块1
‑
6、弹簧一1
‑
7、连接板1
‑
8、圆型模具1
‑
9、堵头1
‑
10、冲压块一1
‑
11、连接柱一1
‑
12、弹簧二1
‑
13、冲压块二1
‑
14、冲压块三1
‑
15、转纽一1
‑
16、螺杆一1
‑
17、底板1
‑
18、支架三1
‑
19,支架一1
‑
1与气缸1
‑
2固定连接,支架一1
‑
1与重压块1
‑
3固定连接,气缸1
‑
2与重压块1
‑
3滑动连接,两个气缸1
‑
2均与支架二1
‑
4固定连接,两个限位柱1
‑
5均与滑块1
‑
6固定连接,两个限位柱1
‑
5均与重压块1
‑
3配合连接,重压块1
‑
3与滑块1
‑
6滑动连接,两个弹簧一1
‑
7均与重压块1
‑
3固定连接,两个弹簧一1
‑
7均与滑块1
‑
6固定连接,滑块1
‑
6与连接板1
‑
8固定连接,连接板1
‑
8与圆型模具1
‑
9固定连接,冲压块一1
‑
11与连接柱一1
‑
12固定连接,堵头1
‑
10与连接柱一1
‑
12固定连接,堵头1
‑
10与弹簧二1
‑
13固定连接,两个冲压块一1
‑
11均与冲压块二1
‑
14滑动连接,两个冲压块一1
‑
11均与冲压块三1
‑
15滑动连接,两个支架二1
‑
4均与冲压块三1
‑
15固定连接,两个支架二1
‑
4均与冲压块二1
‑
14配合连接,转纽一1
‑
16与螺杆一1
‑
17固定连接,两个螺杆一1
‑
17均与冲压块二1
‑
14螺纹连接,两个螺杆一1
‑
17均与均与冲压块三1
‑
15转动连接,两个支架三1
‑
19均与底板1
‑
18固定连接,冲压块三1
‑
15与底板1
‑
18固定连接,冲压块二1
‑
14与底板1
‑
18滑动连接;
29.将铁片放在四个冲压块一1
‑
11组成中间凹陷的区域,启动气缸1
‑
2带动重压块1
‑
3向下运动,带动圆型模具1
‑
9向下运动将铁片压弯,并且压到冲压块二1
‑
14和冲压块三1
‑
15内,重压块1
‑
3向下运动,带动四个冲压块一1
‑
11向中间运动,进而将铁片压成圆型,当气缸
1
‑
2带动重压块1
‑
3向上运动,四个弹簧二1
‑
13的张力带动四个冲压块一1
‑
11回到原来的位置,当转动两个转纽一1
‑
16带动两个螺杆一1
‑
17转动,进而带动冲压块二1
‑
14向内或者向外滑动,进而增大或较小模具的宽度,进而可以加工不同宽度的铁片。
30.具体实施方式三:
31.下面结合图1
‑
10说明本实施方式,本实施方式对实施方式一作进一步说明,所述的脱模装置2包括电机一2
‑
1、支架四2
‑
2、转杆一2
‑
3、连接杆一2
‑
4、连接杆二2
‑
5、连接柱二2
‑
6、螺杆二2
‑
7、连接杆三2
‑
8、滑块二2
‑
9、螺杆三2
‑
10、滑块三2
‑
11、连接板二2
‑
12、挡板2
‑
13、底板二2
‑
14、长板2
‑
15、齿轮支架2
‑
16、齿轮一2
‑
17、推板一2
‑
18、挡块一2
‑
19、箱体2
‑
20、隔板2
‑
21、弹簧五2
‑
22、支架六2
‑
23、功能板2
‑
24、弹簧六2
‑
25、推板二2
‑
26、限位块二2
‑
27、限位柱三2
‑
28,电机一2
‑
1与支架四2
‑
2固定连接,电机一2
‑
1与转杆一2
‑
3固定连接,转杆一2
‑
3与连接杆一2
‑
4转动连接,连接杆一2
‑
4与连接杆二2
‑
5铰接连接,连接杆二2
‑
5与连接柱二2
‑
6转动连接,转杆一2
‑
3与螺杆二2
‑
7螺纹连接,连接柱二2
‑
6与螺杆二2
‑
7转动连接,连接柱二2
‑
6与连接杆三2
‑
8转动连接,连接杆三2
‑
8与滑块二2
‑
9铰接连接,滑块二2
‑
9与螺杆三2
‑
10转动连接,螺杆三2
‑
10与滑块三2
‑
11螺纹连接,两个连接板二2
‑
12均与滑块三2
‑
11固定连接,挡板2
‑
13与底板二2
‑
14固定连接,长板2
‑
15与齿轮支架2
‑
16固定连接,连接板二2
‑
12与长板2
‑
15固定连接,齿轮支架2
‑
16与齿轮一2
‑
17转动连接,两个齿轮一2
‑
17均与推板一2
‑
18配合连接,推板一2
‑
18与底板二2
‑
14滑动连接,两个齿轮一2
‑
17均与推板二2
‑
26配合连接,限位块二2
‑
27与推板二2
‑
26配合连接,推板一2
‑
18与限位块二2
‑
27固定连接,四个挡块一2
‑
19均与底板二2
‑
14固定连接,四个挡块一2
‑
19均与推板一2
‑
18滑动连接,底板二2
‑
14与箱体2
‑
20固定连接,四个限位柱三2
‑
28均与隔板2
‑
21固定连接,六个弹簧五2
‑
22均与箱体2
‑
20固定连接,六个弹簧五2
‑
22均与隔板2
‑
21固定连接,四个限位柱三2
‑
28均与箱体2
‑
20配合连接,两个支架六2
‑
23均与箱体2
‑
20固定连接,两个弹簧六2
‑
25均与功能板2
‑
24固定连接,两个弹簧六2
‑
25均与推板二2
‑
26固定连接,功能板2
‑
24与推板二2
‑
26铰接连接,冲压块三1
‑
15与箱体2
‑
20固定连接;
32.启动电机一2
‑
1带动转杆一2
‑
3转动,带动螺杆二2
‑
7转动,带动连接柱二2
‑
6转动,带动连接杆三2
‑
8运动,进而带动滑块二2
‑
9往复运动,带动螺杆三2
‑
10往复运动,带动滑块三2
‑
11往复运动,带动两个连接板二2
‑
12往复运动,带动两个长板2
‑
15往复运动,进而带动两个齿轮支架2
‑
16往复运动,带动两个齿轮一2
‑
17往复运动,当两个齿轮一2
‑
17向前运动,齿轮一2
‑
17推动推板一2
‑
18和推板二2
‑
26向前滑动,进而推板一2
‑
18箱体将2
‑
20内的铁片推出,铁片会进入冲压块一1
‑
11的凹槽内,当铁片卡在冲压块一1
‑
11的凹槽边缘时,推板一2
‑
18会停止运动,两个齿轮支架2
‑
16继续向前推动,带动两个齿轮一2
‑
17转动,带动推板二2
‑
26继续向前运动,功能板2
‑
24向前运动,进一步将铁片推进冲压块一1
‑
11的凹槽内,推板二2
‑
26继续向前运动,将圆型模具1
‑
9上的铁片筒推下来,进而完成了自动上料和脱模,当两个齿轮一2
‑
17向后运动,带动推板一2
‑
18和推板二2
‑
26向后运动,当推板一2
‑
18接触到挡板2
‑
13时推板一2
‑
18停止运动,两个齿轮一2
‑
17转动带动推板二2
‑
26继续向后运动,当推板二2
‑
26与挡板2
‑
13接触停止运动,由于六个弹簧五2
‑
22的弹力,带动隔板2
‑
21向上运动,带动箱体2
‑
20内的铁片向上运动,如此往复运动实现了自动上料和脱模的功能。
33.具体实施方式四:
34.下面结合图1
‑
10说明本实施方式,本实施方式对实施方式一作进一步说明,所述
的转移装置3包括容器3
‑
1、固定支架3
‑
2、中心柱3
‑
3、电机二3
‑
4、小圆盘3
‑
5、长杆五3
‑
6、小圆柱3
‑
7、底座凸台3
‑
8、中层凸台3
‑
9、腿架3
‑
10、功能圆盘3
‑
11,五个容器3
‑
1均与固定支架3
‑
2固定连接,固定支架3
‑
2与中心柱3
‑
3固定连接,电机二3
‑
4与小圆盘3
‑
5固定连接,小圆盘3
‑
5与长杆五3
‑
6固定连接,长杆五3
‑
6与小圆柱3
‑
7固定连接,三个腿架3
‑
10均与底座凸台3
‑
8固定连接,三个腿架3
‑
10均与中层凸台3
‑
9固定连接,中心柱3
‑
3与功能圆盘3
‑
11固定连接,中心柱3
‑
3与中层凸台3
‑
9转动连接,两个支架三1
‑
19均与底座凸台3
‑
8固定连接;被脱下来的铁皮筒进入容器3
‑
1中,启动电机二3
‑
4带动小圆盘3
‑
5转动,带动长杆五3
‑
6转动,带动小圆柱3
‑
7转动,进而带动功能圆盘3
‑
11间歇性转动,带动中心柱3
‑
3间歇性转动,带动固定支架3
‑
2间歇性转动,带动五个容器3
‑
1间歇性转动,由于中层凸台3
‑
9上有个缺口,进而可以将容器3
‑
1内的铁桶传动到指定的位置。
35.本发明的一种智能化冲压并自动脱模装置,其工作原理为:将铁片放在四个冲压块一1
‑
11组成中间凹陷的区域,启动气缸1
‑
2带动重压块1
‑
3向下运动,带动圆型模具1
‑
9向下运动将铁片压弯,并且压到冲压块二1
‑
14和冲压块三1
‑
15内,重压块1
‑
3向下运动,带动四个冲压块一1
‑
11向中间运动,进而将铁片压成圆型,当气缸1
‑
2带动重压块1
‑
3向上运动,四个弹簧二1
‑
13的张力带动四个冲压块一1
‑
11回到原来的位置,当转动两个转纽一1
‑
16带动两个螺杆一1
‑
17转动,进而带动冲压块二1
‑
14向内或者向外滑动,进而增大或较小模具的宽度,进而可以加工不同宽度的铁片;启动电机一2
‑
1带动转杆一2
‑
3转动,带动螺杆二2
‑
7转动,带动连接柱二2
‑
6转动,带动连接杆三2
‑
8运动,进而带动滑块二2
‑
9往复运动,带动螺杆三2
‑
10往复运动,带动滑块三2
‑
11往复运动,带动两个连接板二2
‑
12往复运动,带动两个长板2
‑
15往复运动,进而带动两个齿轮支架2
‑
16往复运动,带动两个齿轮一2
‑
17往复运动,当两个齿轮一2
‑
17向前运动,齿轮一2
‑
17推动推板一2
‑
18和推板二2
‑
26向前滑动,进而推板一2
‑
18箱体将2
‑
20内的铁片推出,铁片会进入冲压块一1
‑
11的凹槽内,当铁片卡在冲压块一1
‑
11的凹槽边缘时,推板一2
‑
18会停止运动,两个齿轮支架2
‑
16继续向前推动,带动两个齿轮一2
‑
17转动,带动推板二2
‑
26继续向前运动,功能板2
‑
24向前运动,进一步将铁片推进冲压块一1
‑
11的凹槽内,推板二2
‑
26继续向前运动,将圆型模具1
‑
9上的铁片筒推下来,进而完成了自动上料和脱模,当两个齿轮一2
‑
17向后运动,带动推板一2
‑
18和推板二2
‑
26向后运动,当推板一2
‑
18接触到挡板2
‑
13时推板一2
‑
18停止运动,两个齿轮一2
‑
17转动带动推板二2
‑
26继续向后运动,当推板二2
‑
26与挡板2
‑
13接触停止运动,由于六个弹簧五2
‑
22的弹力,带动隔板2
‑
21向上运动,带动箱体2
‑
20内的铁片向上运动,如此往复运动实现了自动上料和脱模的功能;被脱下来的铁皮筒进入容器3
‑
1中,启动电机二3
‑
4带动小圆盘3
‑
5转动,带动长杆五3
‑
6转动,带动小圆柱3
‑
7转动,进而带动功能圆盘3
‑
11间歇性转动,带动中心柱3
‑
3间歇性转动,带动固定支架3
‑
2间歇性转动,带动五个容器3
‑
1间歇性转动,由于中层凸台3
‑
9上有个缺口,进而可以将容器3
‑
1内的铁桶传动到指定的位置。
36.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1