一种生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置的制作方法
1.本发明涉及硬质合金玻璃刀钻具技术领域,尤其涉及一种生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置。
背景技术:
2.玻璃刀指的是用来切割玻璃的工具,通常玻璃刀用于切割的部分是比玻璃硬度更大的金刚石或者合金材料制成,一般刀头是通过与钻具连接,由钻具将动力传递,现有玻璃刀使用硬质合金制成,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料,现有硬质合金主要有混合料制备、成形和烧结等工序。
3.现有的硬质合金玻璃刀粗坯需要使用冲压装置,在粗坯上冲孔,但是现有的硬质合金玻璃刀粗坯冲孔时缺少定位夹持装置,冲孔时硬质合金玻璃刀粗坯容易发生偏移,导致冲孔精度降低,同时后期冲孔时孔中废料不能及时清理,从而影响下一工序的加工使用。
4.因此需要一种生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置,能够在硬质合金玻璃刀粗坯冲孔时进行定位,保证冲孔时的稳定性和精度,同时清理冲孔中残留的废屑,便于后期的加工。
技术实现要素:
5.本发明的目的在于提供一种生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置,旨在改善现有的硬质合金玻璃刀粗坯冲孔时缺少定位夹持装置,冲孔时硬质合金玻璃刀粗坯容易发生偏移,导致冲孔精度降低,同时后期冲孔时孔中废料不能及时清理,从而影响下一工序的加工使用的问题。
6.本发明是这样实现的:
7.一种生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置,包括承载板,承载板与机架固定连接,还包括定位组件和冲压结构,定位组件竖直固定在承载板的顶面上,定位组件的正上方水平设置有冲压结构,冲压结构两端通过安装架竖直固定在承载板的顶面上。
8.进一步的,定位组件包括支撑组件、压持组件和清理组件,支撑组件竖直安装在承载板的顶面上,支撑组件的顶部竖直安装有清理组件,支撑组件的顶部正上方竖直设置有压持组件。
9.进一步的,支撑组件包括支架,支架通过底部的固定螺钉固定在承载板的顶面上,支架的顶面两侧均竖直贯通固定有螺筒,螺筒中均竖直螺纹贯穿安装有调节螺杆,支架的顶面中部贯通向下固定有连架,支架的顶面两侧均对称竖直固定有两根插柱,插柱上竖直套设有回复弹簧,回复弹簧的底端固定在支架的顶面上。
10.进一步的,压持组件包括升降架,升降架水平设置在支架的正上方,升降架的顶面中部固定有限位槽块,限位槽块中插接有限位插块,限位插块中部贯通开设有冲孔,限位槽块内部顶端贯穿升降架开设有冲孔。
11.进一步的,升降架的两侧端面上均竖直固定有下压架,下压架的顶面上竖直固定
有下压气缸,下压气缸的输出端贯穿下压架固定在限位插块的顶面上,限位插块的顶面上竖直固定有下压弹簧,下压弹簧的顶端固定在下压架的底面上。
12.进一步的,升降架的底面两侧均竖直对称固定有插筒,插筒与支架上的插柱插接配合,支架的底面与回复弹簧顶端固定,升降架的底面上竖直固定有轴承支柱,轴承支柱与调节螺杆的顶多管转动配合连接。
13.进一步的,清理组件包括驱动电机、转轴筒和电动伸缩杆,驱动电机竖直固定在连架的底面上,转轴筒转动贯穿安装在连架的底面上,电动伸缩杆竖直设置在连架的顶面上,驱动电机的输出端贯穿转轴筒与电动伸缩杆的底端固定,电动伸缩杆的顶端竖直固定有螺柱,电动伸缩杆的顶端设置有清理钢刷,清理钢刷螺纹套设在螺柱上。
14.进一步的,冲压结构的安装架之间竖直对称水平设置有两根滑杆,两根滑杆之间水平设置有螺杆,两根滑杆与相邻的安装架固定连接,螺杆两端通过轴承转动贯穿安装架,安装架一侧水平固定有平移电机,平移电机的输出端与相邻的螺杆转轴连接,螺杆和滑杆正下方水平设置有移动箱。
15.进一步的,移动箱的顶面上水平固定有两个滑套筒和螺纹筒,移动箱上的滑套筒和螺纹筒分别与滑杆和螺杆配合连接,移动箱的内部竖直安装有冲压机构。
16.与现有技术相比,本发明的有益效果是:本发明在使用该生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置对硬质合金玻璃刀粗坯进行冲孔作业时,首先在使用时根据硬质合金玻璃刀粗坯的厚度需求,转动支撑组件支架上的调节螺杆,竖直方向上支撑压持组件向上移动,从而调节压持组件距离冲压结构之间的间距,从而适用不同厚度的硬质合金玻璃刀粗坯冲孔需求,然后启动压持组件升降架上下压架上的下压气缸,向上抬升使限位插块从限位槽块中拔出,将硬质合金玻璃刀粗坯放置在限位槽块中,然后启动下压架上的下压气缸向下使限位插块插入限位槽块中,然后启动冲压结构中安装架上的平移电机,带动螺杆转动,驱动移动箱带动冲压机构移动到压持组件的正上方,然后启动冲压机构使冲压头从限位插块和限位槽块的冲孔中穿过,对硬质合金玻璃刀粗坯进行冲孔,然后启动电动伸缩杆向上移动,带动清理钢刷插入限位插块和限位槽块的冲孔中,启动驱动电机带动清理钢刷转动对硬质合金玻璃刀粗坯进行刷洗去除毛刺和废料,从而能够在硬质合金玻璃刀粗坯冲孔时进行定位,保证冲孔时的稳定性和精度,同时清理冲孔中残留的废屑,便于后期的加工,从而克服了现有的硬质合金玻璃刀粗坯冲孔时缺少定位夹持装置,冲孔时硬质合金玻璃刀粗坯容易发生偏移,导致冲孔精度降低,同时后期冲孔时孔中废料不能及时清理,从而影响下一工序的加工使用的问题。
附图说明
17.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
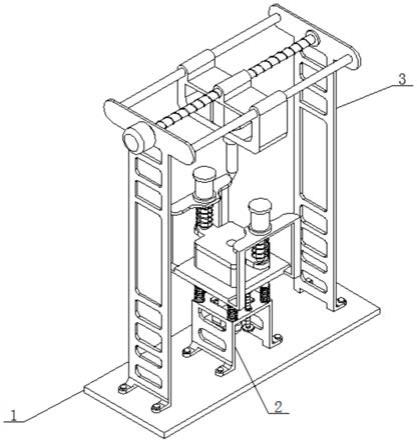
18.图1是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置的整体结构示意图;
19.图2是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置的分解结构示意图;
20.图3是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置实施例中定位组件的分
解结构示意图;
21.图4是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置实施例中支撑组件的分解结构示意图;
22.图5是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置实施例中清理组件的分解结构示意图;
23.图6是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置实施例中压持组件的分解结构示意图;
24.图7是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置实施例中升降架的结构示意图;
25.图8是生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置实施例中冲压结构的分解结构示意图。
26.图中:1、承载板;2、定位组件;21、支撑组件;211、支条;212、固定螺钉;213、螺筒;214、调节螺杆;215、插柱;216、回复弹簧;217、连架;22、压持组件;221、升降架;222、限位槽块;223、下压架;224、下压气缸;225、限位插块;226、下压弹簧;227、插筒;228、轴承支柱;23、清理组件;231、驱动电机;232、转轴筒;233、电动伸缩杆;234、螺柱;235、清理钢刷;3、冲压结构;31、安装架;32、滑杆;33、螺杆;34、移动箱;35、平移电机;36、冲压机构。
具体实施方式
27.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
28.请参阅图1、图2、图3、图4、图5、图6、图7和图8所示,一种生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置,包括承载板1,承载板1与机架固定连接,还包括定位组件2和冲压结构3,定位组件2竖直固定在承载板1的顶面上,定位组件2的正上方水平设置有冲压结构3,冲压结构3两端通过安装架31竖直固定在承载板1的顶面上。
29.进而通过在使用该生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置对硬质合金玻璃刀粗坯进行冲孔作业时,首先在使用时根据硬质合金玻璃刀粗坯的厚度需求,转动支撑组件21支架211上的调节螺杆214,竖直方向上支撑压持组件22向上移动,从而调节压持组件22距离冲压结构3之间的间距,从而适用不同厚度的硬质合金玻璃刀粗坯冲孔需求,然后启动压持组件22升降架221上下压架223上的下压气缸224,向上抬升使限位插块225从限位槽块222中拔出,将硬质合金玻璃刀粗坯放置在限位槽块222中,然后启动下压架223上的下压气缸224向下使限位插块225插入限位槽块222中,然后启动冲压结构3中安装架31上的平移电机35,带动螺杆33转动,驱动移动箱34带动冲压机构36移动到压持组件22的正上方,然后启动冲压机构36使冲压头从限位插块225和限位槽块222的冲孔中穿过,对硬质合
金玻璃刀粗坯进行冲孔,然后启动电动伸缩杆233向上移动,带动清理钢刷235插入限位插块225和限位槽块222的冲孔中,启动驱动电机231带动清理钢刷235转动对硬质合金玻璃刀粗坯进行刷洗去除毛刺和废料,从而能够在硬质合金玻璃刀粗坯冲孔时进行定位,保证冲孔时的稳定性和精度,同时清理冲孔中残留的废屑,便于后期的加工。
30.请参阅图3,定位组件2包括支撑组件21、压持组件22和清理组件23,支撑组件21竖直安装在承载板1的顶面上,支撑组件21的顶部竖直安装有清理组件23,支撑组件21的顶部正上方竖直设置有压持组件22。
31.进而通过支撑组件21竖直安装在承载板1的顶面上,支撑组件21的顶部竖直安装有清理组件23,支撑组件21的顶部正上方竖直设置有压持组件22,从而方便根据硬质合金玻璃刀粗坯的厚度需求,调节压持组件22距离冲压结构3之间的间距,然后利用清理组件23对硬质合金玻璃刀粗坯冲孔中的废屑进行清理。
32.请参阅图4,支撑组件21包括支架211,支架211通过底部的固定螺钉212固定在承载板1的顶面上,支架211的顶面两侧均竖直贯通固定有螺筒213,螺筒213中均竖直螺纹贯穿安装有调节螺杆214,支架211的顶面中部贯通向下固定有连架217,支架211的顶面两侧均对称竖直固定有两根插柱215,插柱215上竖直套设有回复弹簧216,回复弹簧216的底端固定在支架211的顶面上。
33.进而通过支架211通过底部的固定螺钉212固定在承载板1的顶面上,支架211的顶面两侧均竖直贯通固定有螺筒213,螺筒213中均竖直螺纹贯穿安装有调节螺杆214,通过转动支撑组件21支架211中螺筒213上的调节螺杆214,竖直方向上支撑压持组件22向上移动,从而调节压持组件22距离冲压结构3之间的间距,支架211的顶面中部贯通向下固定有连架217,支架211的顶面两侧均对称竖直固定有两根插柱215,插柱215上竖直套设有回复弹簧216,回复弹簧216的底端固定在支架211的顶面上,从而便于竖直导向支撑连接支撑组件21和压持组件22。
34.请参阅图6,压持组件22包括升降架221,升降架221水平设置在支架211的正上方,升降架221的顶面中部固定有限位槽块222,限位槽块222中插接有限位插块225,限位插块225中部贯通开设有冲孔,限位槽块222内部顶端贯穿升降架221开设有冲孔。
35.进而通过升降架221水平设置在支架211的正上方,升降架221的顶面中部固定有限位槽块222,限位槽块222中插接有限位插块225,通过限位槽块222中放置硬质合金玻璃刀粗坯,通过限位插块225压紧硬质合金玻璃刀粗坯保证冲孔时硬质合金玻璃刀粗坯的稳定性,限位插块225中部贯通开设有冲孔,限位槽块222内部顶端贯穿升降架221开设有冲孔米从尔便于冲孔头通过对硬质合金玻璃刀粗坯进行冲孔。
36.请参阅图3和图6,升降架221的两侧端面上均竖直固定有下压架223,下压架223的顶面上竖直固定有下压气缸224,下压气缸224的输出端贯穿下压架223固定在限位插块225的顶面上,限位插块225的顶面上竖直固定有下压弹簧226,下压弹簧226的顶端固定在下压架223的底面上。
37.进而通过升降架221的两侧端面上均竖直固定有下压架223,下压架223的顶面上竖直固定有下压气缸224,下压气缸224的输出端贯穿下压架223固定在限位插块225的顶面上,限位插块225的顶面上竖直固定有下压弹簧226,下压弹簧226的顶端固定在下压架223的底面上,从而方便后期升降限位插块225从限位槽块222拔出,放置硬质合金玻璃刀粗坯。
38.请参阅图3、图6和图7,升降架221的底面两侧均竖直对称固定有插筒227,插筒227与支架211上的插柱215插接配合,支架211的底面与回复弹簧216顶端固定,升降架221的底面上竖直固定有轴承支柱228,轴承支柱228与调节螺杆214的顶多管转动配合连接。
39.进而通过升降架221的底面两侧均竖直对称固定有插筒227,插筒227与支架211上的插柱215插接配合,便于竖直方向上导向支撑组件21和压持组件22,支架211的底面与回复弹簧216顶端固定,升降架221的底面上竖直固定有轴承支柱228,轴承支柱228与调节螺杆214的顶多管转动配合连接,便有竖直方向支撑调节支撑组件21和压持组件22的间距。
40.请参阅图5,清理组件23包括驱动电机231、转轴筒232和电动伸缩杆233,驱动电机231竖直固定在连架217的底面上,转轴筒232转动贯穿安装在连架217的底面上,电动伸缩杆233竖直设置在连架217的顶面上,驱动电机231的输出端贯穿转轴筒232与电动伸缩杆233的底端固定,电动伸缩杆233的顶端竖直固定有螺柱234,电动伸缩杆233的顶端设置有清理钢刷235,清理钢刷235螺纹套设在螺柱234上。
41.进而通过驱动电机231竖直固定在连架217的底面上,转轴筒232转动贯穿安装在连架217的底面上,电动伸缩杆233竖直设置在连架217的顶面上,驱动电机231的输出端贯穿转轴筒232与电动伸缩杆233的底端固定,电动伸缩杆233的顶端竖直固定有螺柱234,电动伸缩杆233的顶端设置有清理钢刷235,清理钢刷235螺纹套设在螺柱234上,便于拆解更换,启动驱动电机231带动清理钢刷235转动对硬质合金玻璃刀粗坯进行刷洗去除毛刺和废料。
42.请参阅图8,冲压结构3的安装架31之间竖直对称水平设置有两根滑杆32,两根滑杆32之间水平设置有螺杆33,两根滑杆32与相邻的安装架31固定连接,螺杆33两端通过轴承转动贯穿安装架31,安装架31一侧水平固定有平移电机35,平移电机35的输出端与相邻的螺杆33转轴连接,螺杆33和滑杆32正下方水平设置有移动箱34。
43.进而通过冲压结构3的安装架31之间竖直对称水平设置有两根滑杆32,两根滑杆32之间水平设置有螺杆33,两根滑杆32与相邻的安装架31固定连接,螺杆33两端通过轴承转动贯穿安装架31,安装架31一侧水平固定有平移电机35,平移电机35的输出端与相邻的螺杆33转轴连接,螺杆33和滑杆32正下方水平设置有移动箱34,从而启动冲压结构3中安装架31上的平移电机35,带动螺杆33转动,驱动移动箱34带动冲压机构36移动到压持组件22的正上方,然后启动冲压机构36使冲压头从限位插块225和限位槽块222的冲孔中穿过,对硬质合金玻璃刀粗坯进行冲孔。
44.请参阅图8,移动箱34的顶面上水平固定有两个滑套筒和螺纹筒,移动箱34上的滑套筒和螺纹筒分别与滑杆32和螺杆33配合连接,移动箱34的内部竖直安装有冲压机构36。
45.进而通过移动箱34的顶面上水平固定有两个滑套筒和螺纹筒,移动箱34上的滑套筒和螺纹筒分别与滑杆32和螺杆33配合连接,移动箱34的内部竖直安装有冲压机构36,便于配合滑杆32和螺杆33进行水平调节。
46.工作原理:在使用该生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置对硬质合金玻璃刀粗坯进行冲孔作业时,首先在使用时根据硬质合金玻璃刀粗坯的厚度需求,转动支撑组件21支架211上的调节螺杆214,竖直方向上支撑压持组件22向上移动,从而调节压持组件22距离冲压结构3之间的间距,从而适用不同厚度的硬质合金玻璃刀粗坯冲孔需求,然后启动压持组件22升降架221上下压架223上的下压气缸224,向上抬升使限位插块225从
限位槽块222中拔出,将硬质合金玻璃刀粗坯放置在限位槽块222中,然后启动下压架223上的下压气缸224向下使限位插块225插入限位槽块222中,然后启动冲压结构3中安装架31上的平移电机35,带动螺杆33转动,驱动移动箱34带动冲压机构36移动到压持组件22的正上方,然后启动冲压机构36使冲压头从限位插块225和限位槽块222的冲孔中穿过,对硬质合金玻璃刀粗坯进行冲孔,然后启动电动伸缩杆233向上移动,带动清理钢刷235插入限位插块225和限位槽块222的冲孔中,启动驱动电机231带动清理钢刷235转动对硬质合金玻璃刀粗坯进行刷洗去除毛刺和废料。
47.通过上述设计得到的装置已基本能满足一种能够在硬质合金玻璃刀粗坯冲孔时进行定位,保证冲孔时的稳定性和精度,同时清理冲孔中残留的废屑,便于后期的加工的生产高强韧高耐磨硬质合金玻璃刀钻具的冲压装置的使用,但本着进一步完善其功能的宗旨,设计者对该装置进行了进一步的改良。
48.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1