一种具有内外套的管状组件全自动装配设备的制作方法
1.本发明涉及管状组件自动装配设备技术领域,具体是涉及一种具有内外套的管状组件全自动装配设备。
背景技术:
2.特氟龙是聚四氟乙烯,这种材料的产品一般统称作"不粘涂层";是一种使用了氟取代聚乙烯中所有氢原子的人工合成高分子材料。这种材料具有抗酸抗碱、抗各种有机溶剂的特点,几乎不溶于所有的溶剂。同时,聚四氟乙烯具有耐高温的特点,它的摩擦系数极低,所以可作润滑作用之途,亦成为了不沾锅和水管内层的理想涂料。
3.聚四氟乙烯具有杰出的优良综合性能,耐高温,耐腐蚀、不粘、自润滑、优良的介电性能、很低的摩擦系数。用作工程塑料,可制成聚四氟乙烯管、棒、带、板、薄膜等。一般应用于性能要求较高的耐腐蚀的管道、容器、泵、阀以及制雷达、高频通讯器材、无线电器材、天线罩等。在聚四氟乙烯中加入任何可以承受聚四氟乙烯烧结温度的填充剂,它的机械性能可获得大大的改善。同时,保持聚四氟乙烯其它优良性能。填充的品种有玻璃纤维、金属、金属化氧化物、石墨、二硫化钼、碳纤维、聚酰亚胺、ekonol等,耐磨耗、极限pv值可提高1000倍。涂装于子弹弹头表面能增加子弹穿透性,使子弹能射穿防弹衣。
4.在热水器、饮水机等电器中常用管状组件用于导水,如图26所示,管状组件包括有管件i、内套j和外套k,其中管件i的材质为特氟龙管,内套j和外套k的均为铜套。
5.现有技术中,缺乏此种管状组件的全自动安装、铆接设备,现有的生产过程为人工上下料操作,将内外铜套安装在管件端部后放置进铆接设备中,依次对内、外铜套进行铆接操作,操作繁琐,定位精度差,良品率较低,且工作效率低下,不利于大规模生产。
6.因此,有必要设计一种具有内外套的管状组件全自动装配设备,用来解决上述问题。
技术实现要素:
7.为解决上述技术问题,提供一种具有内外套的管状组件全自动装配设备,本技术方案解决了缺乏此种管状组件的全自动铆接设备,现有的生产过程为人工上下料操作,将内外铜套安装在管件端部后放置进铆接设备中,依次对内、外铜套进行铆接操作,操作繁琐,定位精度差,良品率较低,且工作效率低下,不利于大规模生产等问题。
8.为达到以上目的,本发明采用的技术方案为:
9.提供了一种具有内外套的管状组件全自动装配设备,管状组件包括管件、内管、外管;
10.设备包括有:
11.自动转位装置,设置在机架上,自动转位装置的传送方向与装配加工方向一致,用于携带管件进行工位切换,以便于依次对管件的端部进行铜套装配加工操作;
12.内套组装用自动装配设备,设置在机架上,位于自动转位装置的其中一个转运工
位旁侧,用于对管件的端部进行内套装配加工;
13.外套组装用自动装配设备,设置在机架上,位于自动转位装置的其中一个转运工位旁侧,用于对管件的端部进行外套装配加工;
14.铆压设备,设置在机架上,位于自动转位装置的其中一个转运工位旁侧,位于外套组装用自动装配设备的下一个工位上,用于将内套和外套铆压至管件的端部。
15.作为一种具有内外套的管状组件全自动装配设备的一种优选方案,还包括有自动裁切装置,设置在机架上,用于对管件进行定长切割操作。
16.作为一种具有内外套的管状组件全自动装配设备的一种优选方案,还包括有自动上料装置,设置在机架上,用于对管件进行上料操作,自动上料装置的输出端与自动裁切装置的输入端连通。
17.作为一种具有内外套的管状组件全自动装配设备的一种优选方案,还包括有工作平台,工作平台设置在机架上,自动转位装置水平安装在工作平台上。
18.作为一种具有内外套的管状组件全自动装配设备的一种优选方案,工作平台包括有:
19.第一安装板,水平设置;
20.第二安装板,水平设置,与第一安装板处于同一水平面,第二安装板与第一安装板之间可滑动调节距离,第一安装板和第二安装板之间形成传送避让通道,用于将自动转位装置安装在第一安装板和第二安装板之间,自动转位装置设置在传送避让通道内。
21.作为一种具有内外套的管状组件全自动装配设备的一种优选方案,还包括有自动检测设备,设置在机架上,位于自动转位装置的其中一个转运工位旁侧,位于铆压设备的下一个工位上,用于对铆压完成后的成品进行检测,以便于测出未安装或者未完成铆接的内套和外套。
22.作为一种具有内外套的管状组件全自动装配设备的一种优选方案,自动转位装置、内套组装用自动装配设备、外套组装用自动装配设备和铆压设备均设有两组,分别沿着装配方向对称设置在机架的两侧。
23.本发明与现有技术相比具有的有益效果是:
24.本发明所示的设备能够全自动化的进行管件、内铜套和外铜套的安装、铆压操作,大大提高了工作效率,且定位安装精准,装配、铆压精度高;
25.本发明所示的设备能够全自动化的进行管件、内铜套和外铜套的上料操作,无需人工辅助,降低了人工劳动强度,提高了工作效率;
26.本发明所示的设备能够全自动化的进行管件的定长切割操作,能够根据需求切割不同长度的管件,并能对不同长度管件均进行精准夹持定位,提高设备适用范围;
27.本发明所示的设备能够全自动化的进行管状组件的检测,从而实现自动筛选功能,将未安装铜套、未完成铆接的管状组件从成品中筛选出来,提高成品品质;
28.本发明所示的设备能够对管件的两端进行同步安装装配,大幅提高了工作效率,减少了装配工序。
附图说明
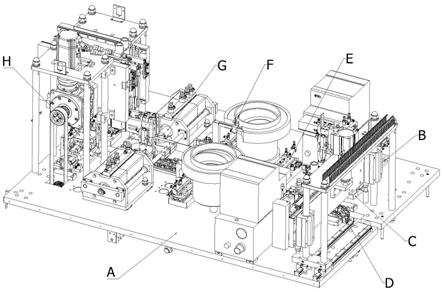
29.图1为本发明的立体结构示意图一;
30.图2为本发明的立体结构示意图二;
31.图3为本发明的正视图;
32.图4为本发明的后视图;
33.图5为本发明的俯视图;
34.图6为本发明的仰视图;
35.图7为本发明的自动上料装置的立体结构示意图一;
36.图8为本发明的自动上料装置的立体结构示意图二;
37.图9为本发明的自动裁切装置的立体结构示意图一;
38.图10为本发明的自动裁切装置的立体结构示意图二;
39.图11为本发明的水平前顶机构的立体结构示意图;
40.图12为本发明的自动转位装置的立体结构示意图一;
41.图13为本发明的自动转位装置的部分立体结构示意图;
42.图14为本发明的挤压开合爪的立体结构示意图;
43.图15为本发明的转运爪的立体爆炸图;
44.图16为本发明的内套组装用自动装配设备的立体结构示意图;
45.图17为本发明的内套组装用自动装配设备的部分立体结构示意图一;
46.图18为本发明的内套组装用自动装配设备的部分立体结构示意图二;
47.图19为本发明的外套组装用自动装配设备的立体结构示意图;
48.图20为本发明的外套组装用自动装配设备的部分立体结构示意图;
49.图21为本发明的铆压设备的立体结构示意图;
50.图22为本发明的抬升机构的立体结构示意图;
51.图23为本发明的铆压机构的立体结构示意图;
52.图24为本发明的自动检测设备的立体结构示意图一;
53.图25为本发明的自动检测设备的立体结构示意图二;
54.图26为本发明的管状组件的立体结构示意图。
55.图中标号为:
56.a
‑
工作平台;1
‑
第一安装板;2
‑
第二安装板;3
‑
传送避让通道;
57.b
‑
自动上料装置;
[0058]4‑
上料安装架;4a
‑
上料安装板;4b
‑
第一到位检测传感器;4c
‑
第二到位检测传感器;
[0059]5‑
竖直纠偏导向机构;5a
‑
第一导向输送滚轮;5a1
‑
第一环状限位槽;5b
‑
第一固定条;5c
‑
第一滑动条;5d
‑
第一螺纹杆;5e
‑
第一挤压弹簧;5h
‑
第一旋拧螺栓;
[0060]6‑
水平纠偏导向机构;6a0
‑
第二导向输送滚轮;6a1
‑
第二环状限位槽;6b0
‑
第二固定条;6c0
‑
第二滑动条;6d0
‑
第二螺纹杆;6e0
‑
第二挤压弹簧;6h0
‑
第二旋拧螺栓;
[0061]7‑
限位引导轮;
[0062]8‑
管壁夹紧输送机构;8a
‑
第一旋转驱动器;8b1
‑
驱动齿轮;8b2
‑
从动齿轮;8b3
‑
传动连接柱;8c
‑
皮带辊;8d
‑
传动皮带;8d1夹持u型开槽;
[0063]
c
‑
自动裁切装置;
[0064]
c11
‑
管体裁切机构;11a
‑
裁切架;11a1
‑
上料孔;11a2
‑
切割槽;11b
‑
第一下压气缸;
11c
‑
连接板;11d
‑
裁切刀片;
[0065]
c12
‑
管壁夹爪;12a
‑
第一夹持驱动气缸;12b
‑
铰接杆;12c
‑
铰接夹头;12d
‑
第一半圆形夹持孔;
[0066]
c13
‑
第一夹爪驱动机构;13a
‑
升降驱动组件;13a1
‑
升降架;13a2
‑
第二下压气缸;13a3
‑
升降安装板;13a4
‑
固定安装板;13b
‑
水平驱动组件;13b1
‑
丝杆滑动装置;13b2
‑
水平滑动座;
[0067]
c14
‑
水平前顶机构;14a
‑
第三推送气缸;14b
‑
第一滑轨;14c
‑
第一滑动安装架;14d
‑
到位抵触杆;
[0068]
d
‑
自动转位装置;
[0069]
d15
‑
链式传输装置;15a
‑
第一传输链条;15b
‑
第二传输链条;
[0070]
d16
‑
传输驱动机构;16a
‑
第二旋转驱动器;16b
‑
皮带传动装置;16c
‑
第一转轴;16c1
‑
滑动限位槽;16d
‑
传动齿轮;16d1
‑
滑动限位块;16e
‑
安装支架;
[0071]
d17
‑
转运爪;17a
‑
连接板;17b
‑
转运夹头;17b1
‑
第二半圆形夹持孔;17b2
‑
限位孔;17b3抵触开合v形槽;17c
‑
弹性夹持件;17c1
‑
第一弹簧;17c2
‑
弹簧安装孔;
[0072]
d18
‑
第一限位夹持爪;18a
‑
第二夹持驱动气缸;18b
‑
第一铰接限位夹头;18d1限位u型槽;
[0073]
d19
‑
挤压开合爪;19a
‑
第三下压气缸;19b
‑
开合夹头;
[0074]
d20
‑
第二限位夹持爪;20a
‑
第三夹持驱动气缸;
[0075]
20b
‑
第二铰接限位夹头;
[0076]
20b1
‑
插接限位柱;
[0077]
e
‑
内套组装用自动装配设备;
[0078]
e21
‑
内套上料箱;21a
‑
塑料连通管;21b
‑
上料管;
[0079]
e22
‑
内套装配头;22a
‑
存放空腔;22b
‑
上料空腔;
[0080]
e23
‑
第一到位推送机构;23a
‑
第四推送气缸;23b
‑
第二滑动安装架;
[0081]
e24
‑
内套推送机构;24a
‑
第一推送气缸;24b
‑
第一推杆;
[0082]
e25
‑
端部外壁夹持爪;25a
‑
外壁夹头;25b
‑
连接空腔;25c
‑
上料空腔;25d
‑
锥形安装槽;25e
‑
弹簧;
[0083]
f
‑
外套组装用自动装配设备;
[0084]
f26
‑
振动上料盘;
[0085]
f27
‑
导料架;27a
‑
竖直上料槽;27b
‑
上料抵停气缸;27c
‑
弧形导料槽;27d
‑
第三到位检测传感器;
[0086]
f28
‑
第一内撑夹爪;28a
‑
第一抵紧杆;28a1
‑
第一锥形内撑头;28b
‑
第一压缩弹簧;
[0087]
f29
‑
外套装配机构;29a
‑
第二推送气缸;29b
‑
外套管;29b1
‑
第一压缩空腔;29b2
‑
第一滑动空腔;29b3
‑
第一夹持空腔;
[0088]
g
‑
铆压设备;
[0089]
g31
‑
抬升机构;31a
‑
顶升气缸;31b
‑
升降平台;
[0090]
g32
‑
铆压座;32a
‑
锥形抵触头;32a1
‑
第二夹持空腔;32a2
‑
第二滑动空腔;32a3
‑
第二压缩空腔;32b
‑
第二内撑夹爪;32b1
‑
第二抵紧杆;32b2
‑
第二压缩弹簧;32b3
‑
第二锥形内撑头;
[0091]
g33
‑
铆压机构;33a
‑
回拉铆压爪;33b
‑
第一顶推气缸;33c
‑
第二推杆;33d
‑
第二顶推气缸;33e
‑
第三推杆;
[0092]
h
‑
自动检测设备;
[0093]
h34
‑
搬运驱动机构;34a
‑
转运架;
[0094]
h35
‑
检测机构;35a
‑
收缩气缸;35a1
‑
压力传感器;35a2
‑
滑动座;35a3
‑
外铜套抵停座;35a4
‑
检测压缩空腔;35a5
‑
检测抵触空腔;
[0095]
36a
‑
第三推送气缸;36b
‑
检测安装座;36c
‑
位移传感器;36d
‑
检测杆;36e
‑
抵触弹簧;
[0096]
i
‑
管件;j
‑
内套;k
‑
外套。
具体实施方式
[0097]
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
[0098]
参照图1
‑
图26所示的一种具有内外套的管状组件全自动装配设备,管状组件包括:管件i;内套j;外套k;
[0099]
设备包括有:
[0100]
参照图1
‑
图6所示的工作平台a;
[0101]
第一安装板1,水平设置;第二安装板2,水平设置,与第一安装板1处于同一水平面,第二安装板2与第一安装板1之间可滑动调节距离,第一安装板1和第二安装板2之间形成传送避让通道3,用于将自动转位装置d安装在第一安装板1和第二安装板2之间;第一安装板1和第二安装板2上均安装有对管件端部进行装配加工的设备,传送避让通道3用于将转运设备安装在第一安装板1和第二安装板2之间,使得各个装配设备沿着转运方向依次设置在第一安装板1和第二安装板2上,传送避让通道3的宽度即为第一安装板1和第二安装板2之间的间距,第一安装板1和第二安装板2之间的间距能够根据所需加工的管件长度的不同进行更改,使得设备能够匹配多种不同管长的管件的铜套装配操作,提高设备的加工范围,即提高了设备的实用性。
[0102]
参照图26所示可知涉及的管状组件的产品结构。
[0103]
参照图1
‑
图8所示的自动上料装置b,设置在工作平台a上,用于对管件原料进行上料操作;上料安装架4,安装在第一安装板1上,用于将自动上料装置b整体安装至工作平台a上,以便于进行管件的上料操作;上料安装板4a,设置在上料安装架4的顶端;
[0104]
参照图1
‑
图6和图9
‑
图10所示的自动裁切装置c,设置在工作平台a上,用于对管件原料进行上料操作;自动裁切装置c能够对管体进行定长切割,并且将管体稳定夹持至转运装置中进行转运,且能够根据需求改变切割长度,从而提高设备的加工范围,提高经济效益。自动裁切装置c包括有管体裁切机构c11、管体推送装置、管壁夹爪c12和第一夹爪驱动机构c13,管体裁切机构c11,设置在工作平台a上,位于自动上料装置b的出料端,用于对一定长度的管件进行裁切;管体推送装置,设置在管体裁切机构c11靠近自动上料装置b的一侧,管体推送装置的输出端与管体裁切机构c11的进料端连通;管壁夹爪c12,设置在管体裁切机构c11远离自动上料装置b的一侧,用于将上料的管件材进行夹持,以便于进行精准切割;第一夹爪驱动机构c13,设置在工作平台a上,位于管体裁切机构c11远离自动上料装置b
的一侧,两个管壁夹爪c12分别安装在第一夹爪驱动机构c13的两个输出端上,用于带动管壁夹爪c12位移,以便于将管件从管体裁切机构c11中拉出一端距离,并携带管件进行位移。在自动裁切装置c工作时,自动上料装置b中上料的管件通过管体推送装置送入管体裁切机构c11的进料端,通过管体推送装置将管体向着管壁夹爪c12推出一段距离后,远离管体裁切机构c11一侧的管壁夹爪c12将管体的端部进行夹持,第一夹爪驱动机构c13输出带动管件向外抽出特定距离,此时再通过靠近管体裁切机构c11一侧的管壁夹爪c12将管体的另一端进行夹持,此时管体裁切机构c11输出将管体的连接处进行裁切,通过管壁夹爪c12的夹持作用能够保证管体裁切机构c11裁切的精准度,进而实现了从管体原料中切割定长管件的功能,进而完成裁切功能,本设备能够精准裁切,能够根据需求切割不同长度的管件,并能够将裁切后的管件夹持搬运至出料端,使其进入下一个工位,此设备中使用的管体推送装置为管壁夹紧输送机构8,能够实现对管体的精准送料功能,使得设备在送料时更加精准,便于将管件精准喂料至管体裁切机构c11中进行切割。
[0105]
参照图11所示的还包括有水平前顶机构c14,水平前顶机构c14水平安装在第一安装板1上,自动上料装置b水平设置在水平前顶机构c14的输出端上,管体裁切机构c11竖直安装在水平前顶机构c14的输出端上,第一夹爪驱动机构c13设置在第二安装板2上,水平前顶机构c14的输出方向指向第一夹爪驱动机构c13。管件进行上料时,通过水平前顶机构c14输出带动自动上料装置b整体和管体裁切机构c11整体向前推送,进而完成管件端部前推操作,在裁切操作进行时,通过自动上料装置b向管体裁切机构c11中上料,在管件上料一端距离后停止,通过水平前顶机构c14将管件的端部向前顶推,以便于管壁夹爪c12能够对管体端部进行夹持,在完成夹持后水平前顶机构c14复位,进而完成管壁夹爪c12将管体从管体裁切机构c11中拉出的操作,由于管件体较软,此种进料方式能够避免管件在进料时端部伸出过程导致的弯曲现象,进而能够提高管壁夹爪c12对管体端部的夹持精度,提高切割的精准度。
[0106]
水平前顶机构c14包括有第三推送气缸14a、第一滑轨14b、第一滑动安装架14c和到位抵触杆14d,第三推送气缸14a水平安装第一安装板1上,第三推送气缸14a的输出方向与管件i的进料方向一致,第一滑轨14b水平安装在第一安装板1上,第一滑轨14b的长度方向与第三推送气缸14a的输出方向一致,第一滑动安装架14c能够滑动的设置在第一滑轨14b上,第一滑动安装架14c位于第三推送气缸14a和第二安装板2之间,到位抵触杆14d设置在第一安装板1靠近第二安装板2的一端,到位抵触杆14d的端部能够与第一滑动安装架14c的侧壁抵触,第三推送气缸14a的输出端与第一滑动安装架14c远离第二安装板2一侧的侧壁连接,第三推送气缸14a的输出方向水平指向第二安装板2,管体裁切机构c11竖直安装在第一滑动安装架14c上。在水平前顶机构c14工作时,通过第三推送气缸14a输出带动第一滑动安装架14c沿着第一滑轨14b的长度方向前进,进而带动安装在第一滑轨14b上的管体裁切机构c11和自动上料装置b同步进行位移操作,进而实现了将前端管件的端部向着管壁夹爪c12运动的功能,提高管壁夹爪c12对管体端部的夹持精度,进而切割的精准度。
[0107]
参照图1
‑
图6和图12所示的自动转位装置d,设置在工作平台a上,自动转位装置d的传送方向与装配加工方向一致,用于携带管件i进行工位切换,以便于依次对管件i的端部进行铜套装配加工操作;自动转位装置d能够精准夹持管件i的两端,并携带管件i依次运动至各个装配加工工位,转位精度高,速度快,且同时能携带多个管件i在不同工位上进行
装配操作,大幅提高了工作效率。
[0108]
参照图12
‑
图13所示的自动转位装置d包括有链式传输装置d15、传输驱动机构d16和转运爪d17,链式传输装置d15水平安装在工作平台a上,链式传输装置d15的传输方向与装配加工方向一致,传输驱动机构d16水平安装在工作平台a的底端,传输驱动机构d16的输出端与链式传输装置d15传动连接,转运爪d17设有若干个,若干个转运爪d17沿着链式传输装置d15的长度方向依次均匀安装在链式传输装置d15上;在自动转位装置d工作时,已经完成切割后的管件i通过机械手运输至链式传输装置d15的始端,并将管件i安装在15上,通过传输驱动机构d16实现对链式传输装置d15的旋转驱动功能,使得链式传输装置d15能够携带转运爪d17沿着加工装配方向运动,转运爪d17上水平夹持的管件i跟随转运爪d17同步位移,进而实现转位功能,转位精度高,速度快,且同时能携带多个管件i在不同工位上进行装配操作,大幅提高了工作效率。
[0109]
参照图14
‑
图15所示的转运爪d17包括有连接板17a、转运夹头17b和弹性夹持件17c,连接板17a固定安装在链式传输装置d15上,转运夹头17b设有两个,两个转运夹头17b均设置在连接板17a上,两个转运夹头17b沿着竖直面对称设置在连接板17a上,两个转运夹头17b的对称面与传输方向垂直设置,转运夹头17b的中部与连接板17a铰接,弹性夹持件17c设有两个,两个弹性夹持件17c分别水平安装在两个转运夹头17b的底端,弹性夹持件17c的一端与转运夹头17b的底端连接,弹性夹持件17c的另一端与连接板17a的底端中部连接,转运夹头17b的顶端设有第二半圆形夹持孔17b1,两个第二半圆形夹持孔17b1贴合形成管壁夹持槽。在转运爪d17工作时,通过连接板17a将夹具本体安装在链式传输装置d15上,两个弹性夹持件17c为两个转运夹头17b提供弹力,使得两个转运夹头17b的前端相互抵紧,进而通过两个第二半圆形夹持孔17b1形成的管壁夹持槽将位于槽中的管件i的端部进行夹持,完成对管件i的夹持操作,由于夹具本体没有驱动件,可以跟随链式传输装置d15同步进行转位操作,进而实现的了转位夹持的功能。
[0110]
参照图14所示的还包括有第一限位夹持爪d18,第一限位夹持爪d18安装在工作平台a上,第一限位夹持爪d18水平设置,第一限位夹持爪d18包括有第二夹持驱动气缸18a和用于夹持转运夹头17b侧壁的第一铰接限位夹头18b,第二夹持驱动气缸18a水平安装在工作平台a上,第二夹持驱动气缸18a的安装方向与装配方向垂直,第一铰接限位夹头18b设有两个,两个第一铰接限位夹头18b分别对称安装在第二夹持驱动气缸18a的两个输出端上。在转位开始前,需要将管件i的两端稳定安装在两个转运爪d17上,通过第二夹持驱动气缸18a输出带动两个第一铰接限位夹头18b旋转九十度,使得转运爪d17位于两个第二夹持驱动气缸18a之间,通过第二夹持驱动气缸18a对转运爪d17进行限位,使得转运夹头17b只能够进行开合而不能发生偏转,提高夹持精度,进而提升后续装配的精度。第一铰接限位夹头18b上靠近转运夹头17b的一侧端部设有用于夹持限位转运夹头17b侧壁的限位u型槽18b1。通过限位u型槽18b1对转运夹头17b的侧壁进行限位,转运夹头17b两侧的竖直面与限位u型槽18b1的槽面贴合,使得转运夹头17b只能够进行开合而不能发生偏转,完成对转运夹头17b的限位功能。
[0111]
参照图14
‑
图15所示的还包括有第二限位夹持爪d20,第二限位夹持爪d20设有若干组,若干组第二限位夹持爪d20分别安装在内套组装用自动装配设备e和外套组装用自动装配设备f上,用于在装配加工时将转运爪d17进行夹持,使得在装配进行时转运爪d17不发
生偏移。在对管件i的端部进行内套j和外套k的安装过程时,由于转运爪d17安装在链式传输装置d15上,在装配过程中容易发生偏移,因此通过第二限位夹持爪d20对转运爪d17进行夹持操作,使其在装配安装过程中不会发生偏移,使得内套j和外套k均能套设至管件i上,进而便于实现精准的装配安装过程。第二限位夹持爪d20包括有第三夹持驱动气缸20a和第二铰接限位夹头20b,第三夹持驱动气缸20a水平安装在工作平台a上,第三夹持驱动气缸20a的输出方向与自动转位装置d的传输方向垂直,第二铰接限位夹头20b设有两个,两个第二铰接限位夹头20b分别安装在第三夹持驱动气缸20a的两个输出端,第二铰接限位夹头20b上设有两个水平设置的插接限位柱20b1,转运夹头17b的侧壁上设有与插接限位柱20b1相匹配的限位孔17b2。在第二限位夹持爪d20工作时,通过第三夹持驱动气缸20a输出带动与之传动连接的两个第二铰接限位夹头20b旋转九十度,进而将两个安装在第二铰接限位夹头20b上的插接限位柱20b1插入转运夹头17b侧壁上的限位孔17b2中,从而实现对转运夹头17b的限位功能,提高后续装配安装的精准度。
[0112]
参照图1
‑
图6所示的内套组装用自动装配设备e,设置在工作平台a上,位于自动转位装置d的旁侧,用于对管件i的端部进行内套j装配加工;内套组装用自动装配设备e能够将内套j精准装配至管件i的端部,完成对管件i端部内套自动安装功能。
[0113]
参照图16
‑
图17所示的内套组装用自动装配设备e包括有内套上料箱e21、内套装配头e22、内套推送机构e24和端部外壁夹持爪e25,内套上料箱e21安装在工作平台a上,内套装配头e22安装在设置在自动转位装置d的装配工位的旁侧,内套推送机构e24的输出方向与内套j的安装方向一致,端部外壁夹持爪e25安装在内套装配头e22靠近管件i的一侧,内套推送机构e24的输出端延伸至内套装配头e22内部,内套上料箱e21的输出端连通至内套装配头e22中。在内套组装用自动装配设备e工作时,通过内套上料箱e21进行内套j的自动上料过程,将内套j上料至内套装配头e22内,将管件i安装在端部外壁夹持爪e25处,通过内套推送机构e24输出将位于内套装配头e22内部的内套j推送至管件i的端部,进而完成对内铜管的自动安装过程,自动化程度高,装配精度高,便于大规模生产,且能够保证产品品质。
[0114]
参照图18所示的还包括有第一到位推送机构e23,第一到位推送机构e23设有两组,两组第一到位推送机构e23分别沿着竖直面对称设置在工作平台a的两侧,两组内套组装用自动装配设备e分别安装在两组第一到位推送机构e23的输出端上。在内套组装用自动装配设备e工作时,自动转位装置d将管件i送至待装配位置,此时第一到位推送机构e23输出将端部外壁夹持爪e25顶推至管件i的端部上,进而保证了管件i端部能够精准且自动的插入外壁夹头25a中的连接空腔25b内,便于后续的内套j的上料工作,提高了安装精度,实现了自动精准定位,降低人工劳动强度。
[0115]
参照图18所示的第一到位推送机构e23包括有第四推送气缸23a和第二滑动安装架23b,第四推送气缸23a水平安装在工作平台a上,第四推送气缸23a的输出方向与自动转位装置d的传输方向垂直,第二滑动安装架23b水平能够滑动的设置在工作平台a的一侧,内套组装用自动装配设备e水平安装在第二滑动安装架23b上。第四推送气缸23a输出带动第二滑动安装架23b向着自动转位装置d的方向运动,在第二滑动安装架23b其上固定连接的内套组装用自动装配设备e同步运动至装配工位,使得端部外壁夹持爪e25完成自动化对管体端部的夹持作用,提高了工作效率和精度。
[0116]
参照图1
‑
图6和图19
‑
图20所示的外套组装用自动装配设备f,设置在机架上,位于自动转位装置d的其中一个转运工位旁侧,用于对管件i的端部进行外套k装配加工;外套组装用自动装配设备f包括有振动上料盘f26、导料架f27、第一内撑夹爪f28和外套装配机构f29,振动上料盘f26设置在工作平台a上,导料架f27竖直安装在工作平台a上,振动上料盘f26的送料端与导料架f27的进料端连通,外套装配机构f29水平设置在导料架f27的底端,外套装配机构f29的输出方向与外套k装配方向一致,第一内撑夹爪f28水平能够伸缩的设置在外套装配机构f29的输出端上,第一内撑夹爪f28设有用于内撑紧管件i的第一抵紧杆28a,导料架f27的底端水平设有用于装配导向的弧形导料槽27c,第一内撑夹爪f28和外套装配机构f29的输出端均位于弧形导料槽27c中,第一抵紧杆28a靠近管件i的一端为第一锥形内撑头28a1。在外套组装用自动装配设备f工作时,通过振动上料盘f26将外套k依次传输至导料架f27上,导料架f27中将外套k依次竖直向下送料,通过外套装配机构f29的输出端将位于导料架f27中最下方的外套k推送至管件i上,通过第一内撑夹爪f28对管件i端部的内侧进行夹持,在通过外套装配机构f29将外套k套设在管件i的端部,从而完成外套筒安装工作,能够实现自动精准的外套筒的上料过程,能够自动依次上料,在安装时将管件i的内孔进行夹持,提高安装精准度,防止在安装过程中管件i和外套k发生偏移,第一抵紧杆28a能够实现对管件i端部的夹持功能。
[0117]
参照图1
‑
图6和图21
‑
图22所示的铆压设备g,设置在机架上,位于自动转位装置d的其中一个转运工位旁侧,位于外套组装用自动装配设备f的下一个工位上,用于将内套j和外套k铆压至管件i的端部;
[0118]
参照图21
‑
图23所示的铆压设备g包括有抬升机构g31、铆压座g32和铆压机构g33,抬升机构g31竖直安装在工作平台a的顶端,抬升机构g31的输出端竖直向上设置,铆压座g32和铆压机构g33均水平设置在工作平台a上,铆压座g32和铆压机构g33均安装在抬升机构g31的输出端上,铆压座g32的长度方向与管件i的长度方向一致,铆压机构g33的输出方向与铆压座g32的长度方向一致,铆压座g32与铆压机构g33的输出端传动连接,铆压机构g33上设有用于铆压的回拉铆压爪33a,回拉铆压爪33a能够回缩的设置在抬升机构g31的输出端上,内套j和外套k均位于铆压座g32和回拉铆压爪33a之间。在铆压设备g工作时,通过抬升机构g31工作将铆压座g32和铆压机构g33向上抬升,铆压机构g33输出将回拉铆压爪33a向外伸出,抬升机构g31输出带动铆压座g32和铆压机构g33下降,使得管件i的端部位于回拉铆压爪33a和铆压座g32之间,此时通过铆压机构g33输出带动回拉铆压爪33a回缩,同时铆压机构g33带动铆压座g32向前运动,从两方向着管件i进行铆压工作,使得位于管件i端部的内套j和外套k铆压在管件i上,进而完成内外铜套的铆压操作,铆压操作精准高效,便于大规模生产,能够实现对管件i端部的精准定位,同时一次性的将内套j和外套k均铆压在管件i上,提高了工作效率。
[0119]
参照图1
‑
图6和图24
‑
图25所示的还包括有自动检测设备h,设置在机架上,位于自动转位装置d的其中一个转运工位旁侧,位于铆压设备g的下一个工位上,用于对铆压完成后的成品进行检测,以便于测出未安装或者未完成铆接的内套j和外套k;自动检测设备h包括有搬运驱动机构h34、检测机构h35、管件夹持爪和管件端部夹持装置,搬运驱动机构h34竖直安装在工作平台a上,检测机构h35水平安装在工作平台a上,检测机构h35的输出端与管件端部夹持装置的传动连接,管件夹持爪设有两组,两组管件夹持爪分别设置在搬运驱
动机构h34的两个输出端上,搬运驱动机构h34包括有转运架34a和搬运驱动组件,转运架34a安装在工作平台a上,搬运驱动组件设置在转运架34a上,两个管件夹持爪设置在搬运驱动组件的输出端,检测机构h35包括有外铜套检测组件和内铜套检测组件,内铜套检测组件设置在外铜套检测组件的上方。在自动检测设备h工作时,通过搬运驱动机构h34带动管件夹持爪运动,将已经完成装配的管件件搬运至检测机构h35中进行检测,在检测前,通过管件端部夹持装置将管件i的端部进行夹持,检测机构h35通过外铜套检测组件对管件的端部外侧外套k的安装铆接情况进行检测,通过内铜套检测组件对管件的端部内侧内套j的安装铆接情况进行检测,进而完成成品检测过程,两个管件夹持爪能够将出管和进管操作同步进行,进而提高了搬运效率,提高检测速度,管件端部夹持装置在检测时先将管件i的端部进行夹持,内外铜套能够进行同步检测,进一步提高了检测效率。
[0120]
参照图1
‑
图6所示的自动转位装置d、内套组装用自动装配设备e、外套组装用自动装配设备f和铆压设备g均设有两组,分别沿着装配方向对称设置在机架的两侧。本全自动设备能够实现对管件的两端进行同步装配,大幅提高了工作效率,减少了加工工序,提高了装配精准度,从而适应大规模生产装配操作。
[0121]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1