一种侧窗玻璃边框安装孔定位装置及使用方法与流程
1.本发明涉及侧窗玻璃边框加工技术领域,尤其涉及一种用于磁悬浮列车的侧窗玻璃边框安装孔定位装置及使用方法。
背景技术:
2.磁悬浮列车每节车厢的两侧一般配置有12~14块侧窗玻璃;侧窗玻璃为中空夹层结构,具有良好的隔音、隔热和透光效果。然而在磁悬浮列车运行一段时间后,会出现个别侧窗玻璃漏气的情况,导致潮气进入侧窗玻璃的中空夹层,致使侧窗玻璃内表面逐渐凝露变白,透明度大幅降低,影响列车的美观与乘客体验;此外,在磁悬浮列车运行过程中,鸟或石子的外力撞击还会导致侧窗玻璃开裂。若侧窗玻璃出现上述情况时,则需要对其进行更换。
3.侧窗玻璃通常嵌入于铝合金的侧窗玻璃边框内,侧窗玻璃边框上一般会按照供应商提供的图纸开设安装孔(孔径一般为7mm);列车的车厢窗框上则开有对应的装配孔(孔径一般为6mm),因此将安装孔与装配孔对齐后通过螺栓便可以将侧窗玻璃边框固定于车厢窗框上,从而完成车厢上侧窗玻璃的更换。由于车厢窗框并不是由整块框架构成,通常是由车厢的侧墙、立柱和车顶三部分组合而成,则对车厢进行的集成装配以及车厢在列车长期运行中发生的变形皆易导致装配孔的孔位出现偏差,致使装配孔与侧窗玻璃边框上的安装孔无法对齐,只能采取扩孔的办法实现侧窗玻璃边框和车厢窗框的固定;然而现场扩孔的做法严重影响着侧窗玻璃的安装效率和安装质量。
4.另外,更换侧窗玻璃时,由于嵌入于侧窗玻璃边框内的侧窗玻璃表面光滑且重量较大,往往需要通过吸盘工具以及多人协助才能完成侧窗玻璃的搬运;且更换侧窗玻璃时还需要工作人员进行登高作业才能完成侧窗玻璃的安装。若采用现场扩孔的做法,为确保安装孔和装配孔的孔位对齐,势必进行反复的拆装校对,极易发生侧窗玻璃跌落及砸伤工作人员的安全事故。
技术实现要素:
5.本发明的目的在于提供一种侧窗玻璃边框安装孔定位装置及使用方法,可以根据标记的装配孔的孔位对侧窗玻璃边框进行安装孔定位,从而提高侧窗玻璃边框的安装孔定位精度和定位效率,进而提高侧装玻璃的更换效率和安装质量。
6.为了达到上述目的,本发明通过以下技术方案实现:
7.一种侧窗玻璃边框安装孔定位装置,包括:
8.定位框,分别与设有若干个装配孔的车厢窗框及未钻孔的侧窗玻璃边框进行对准;
9.若干个钻套组件,每一所述钻套组件与所述定位框进行连接,用于对所述装配孔的孔位进行标记,以对所述侧窗玻璃边框进行安装孔定位。
10.优选地,所述定位框、所述车厢窗框和所述侧窗玻璃边框的截面皆呈矩形环;
11.所述定位框的外环的长度大于所述侧窗玻璃边框的外环的长度且小于所述车厢窗框的外环的长度,所述定位框的外环的宽度大于所述侧窗玻璃边框的外环的宽度且小于所述车厢窗框的外环的宽度;
12.所述定位框的内环的长度和宽度分别与侧窗玻璃的长度和宽度相同。
13.优选地,所述定位框上设有若干个通孔,且所述通孔的直径大于所述装配孔的直径;每一所述通孔用于容置一个所述钻套组件。
14.优选地,每一所述钻套组件包括:
15.定位钻套,其对应贯穿所述通孔且在所述通孔内移动,以与所述装配孔进行对准;
16.垫圈,套设于所述定位钻套上;以及
17.第一紧固件,与所述定位钻套进行连接;且所述第一紧固件和所述垫圈相配合将与所述装配孔对准后的所述定位钻套固定于所述定位框上,以对所述装配孔的孔位进行标记。
18.优选地,所述定位钻套包括:
19.导向套,对应贯穿所述通孔且在所述通孔内移动;
20.台肩,与所述导向套进行固定连接;且所述台肩与所述第一紧固件和所述垫圈相配合将所述导向套固定于所述定位框上;以及
21.内孔,分别贯穿所述导向套和所述台肩,用于对准所述装配孔。
22.优选地,所述内孔的直径等于所述装配孔的直径;
23.所述导向套的外表面设有螺纹,且所述导向套的外径小于所述通孔的直径;
24.所述台肩和所述垫圈的外径皆大于所述通孔的直径。
25.优选地,每一所述钻套组件还包括:第二紧固件;所述第二紧固件对应贯穿所述定位钻套的所述内孔与所述装配孔进行固定连接,用于将所述定位框固定于所述车厢窗框上。
26.优选地,所述定位框与所述车厢窗框对准,且每一所述定位钻套的所述台肩与所述车厢窗框抵接时,移动每一所述定位钻套的所述导向套,以使每一所述定位钻套的所述内孔对应与所述装配孔对准;且通过所述第一紧固件和所述垫圈将与所述装配孔对准后的所述定位钻套固定于所述定位框上,以标记每一所述装配孔的孔位;
27.所述定位框与所述侧窗玻璃边框对准,且每一所述定位钻套的所述台肩与所述侧窗玻璃边框抵接时,通过固定于所述定位框上的所述定位钻套的所述内孔对所述侧窗玻璃边框进行安装孔定位。
28.另一方面,本发明还提供了一种如上述的侧窗玻璃边框安装孔定位装置的使用方法,包括:
29.将每一钻套组件与定位框进行连接;
30.将所述定位框与设有若干个装配孔的车厢窗框进行对准;
31.移动每一所述钻套组件,使得每一所述钻套组件对应与所述装配孔对准,以对每一所述装配孔的孔位进行标记;以及
32.将所述定位框与未钻孔的侧窗玻璃边框进行对准,以根据每一所述钻套组件标记的所述装配孔的孔位对所述侧窗玻璃边框进行安装孔定位。
33.优选地,所述移动每一所述钻套组件,使得每一所述钻套组件对应与所述装配孔
对准,以对每一所述装配孔的孔位进行标记的步骤包括:
34.在所述定位框的每一通孔内移动对应的定位钻套,以使每一所述定位钻套的内孔对应与所述装配孔进行对准;以及
35.通过每一所述钻套组件中的第一紧固件和垫圈将与所述装配孔对准后的所述定位钻套固定于所述定位框上,以标记每一所述装配孔的孔位。
36.本发明与现有技术相比至少具有以下优点之一:
37.本发明提供的一种侧窗玻璃边框安装孔定位装置及使用方法,可以将定位框与车厢窗框对准,并通过钻套组件对车厢窗框上的装配孔的孔位进行标记,再将定位框与未钻孔的侧边玻璃边框对准,则可以根据钻套组件标记的装配孔的孔位对侧窗玻璃边框进行安装孔定位,有效地提高了侧窗玻璃边框的安装孔定位精度和定位效率,从而提高侧装玻璃的更换效率和安装质量。
38.本发明中定位框上通孔的直径大于装配孔的直径,可以使得定位钻套在对应的通孔内进行预设范围的位置调整,从而使得定位钻套的内孔可以对应与已出现偏差的装配孔进行对准,进而提高定位钻套与装配孔的对准精度。
39.本发明中钻套组件中的第一紧固件、垫圈以及定位钻套的台肩相配合,可以将与装配孔对准后的定位钻套固定于定位框上,进而完成对装配孔的孔位的标记。
40.本发明中任一第二紧固件对应贯穿定位钻套的内孔与装配孔进行固定连接,可以将定位框固定于车厢窗框上,从而便于工作人员将其他的定位钻套与装配孔进行对准,进而提高对孔的效率。
41.本发明中定位框上设置有横向加强筋、纵向加强筋以及手柄,既能够方便工作人员手持定位框进行对孔作业,还可以增加定位框的稳固性。
42.本发明中将定位框固定于侧窗玻璃边框上,并根据固定于定位框上的定位钻套的内孔对侧窗玻璃边框进行安装孔定位,既可以有效提高侧窗玻璃边框的安装孔定位精度和定位效率,又可以提高工作人员的作业安全。
附图说明
43.图1是本发明一实施例提供的一种侧窗玻璃边框安装孔定位装置的定位框的结构示意图;
44.图2是本发明一实施例提供的一种侧窗玻璃边框安装孔定位装置的钻套组件的安装示意图;
45.图3是本发明一实施例提供的一种侧窗玻璃边框安装孔定位装置的钻套组件的剖面示意图;
46.图4是本发明一实施例提供的一种侧窗玻璃边框安装孔定位装置的定位钻套的结构示意图;
47.图5是本发明一实施例提供的一种侧窗玻璃边框安装孔定位装置的定位钻套的安装示意图;
48.图6是本发明一实施例提供的一种侧窗玻璃边框安装孔定位装置的使用方法的流程图。
具体实施方式
49.以下结合附图和具体实施方式对本发明提出的一种侧窗玻璃边框安装孔定位装置及使用方法作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
50.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
51.结合附图1~5所示,本实施例提供一种侧窗玻璃边框安装孔定位装置,包括:定位框110,分别与设有若干个装配孔的车厢窗框及未钻孔的侧窗玻璃边框进行对准;若干个钻套组件120,每一所述钻套组件120与所述定位框110进行连接,用于对所述装配孔的孔位进行标记,以对所述侧窗玻璃边框进行安装孔定位。
52.请继续参考图1,所述定位框110、所述车厢窗框和所述侧窗玻璃边框的截面皆呈矩形环;所述定位框110的外环的长度大于所述侧窗玻璃边框的外环的长度且小于所述车厢窗框的外环的长度,所述定位框110的外环的宽度大于所述侧窗玻璃边框的外环的宽度且小于所述车厢窗框的外环的宽度;所述定位框110的内环的长度和宽度分别与侧窗玻璃的长度和宽度相同。
53.可以理解的是,在一些其他的实施例中,所述定位框110上设有若干个通孔1101,且所述通孔1101的直径大于所述装配孔的直径;每一所述通孔1101用于容置一个所述钻套组件120。
54.具体的,按照磁悬浮列车的侧窗玻璃的装配工艺要求,内环嵌有所述侧窗玻璃的所述侧窗玻璃边框固定安装于所述车厢窗框上时,所述侧窗玻璃边框的外环与所述车厢窗框的外环之间需要保留3.1~3.2mm的间隙,以防止在磁悬浮列车高速运行或两列磁悬浮列车会车时出现因所述车厢窗框发生形变挤压所述侧窗玻璃边框而导致所述侧窗玻璃爆裂,进而引发运行事故的情况。更具体的,所述定位框110的外环的长度在保证小于所述车厢窗框的外环的长度的前提下,可以比所述侧窗玻璃边框的外环的长度长6.4mm以上;同时所述定位框110的外环的宽度在保证小于所述车厢窗框的外环的宽度的前提下,可以比所述侧窗玻璃边框的外环的宽度宽6.4mm以上,从而保证安装所述侧窗玻璃边框时所述侧窗玻璃边框的外环与所述车厢窗框的外环之间具有不小于3.2mm的间隙。所述定位框110的内环的长度和宽度分别与所述侧窗玻璃的长度和宽度相等,可以使得所述定位框110的内环与所述侧窗玻璃的边缘对齐,以便于对所述侧窗玻璃边框进行安装孔定位,但本发明不以此为
限。
55.在本实施例中,所述侧窗玻璃的长度和宽度可以分别为1963mm和814mm,则所述侧窗玻璃边框的内环的长度和宽度可以分别为1962mm和813mm,所述侧窗玻璃边框的外环的长度和宽度可以分别为2008mm和857mm;所述定位框110的内环的长度和宽度可以分别为1963mm和814mm,所述定位框110的外环的长度和宽度则可以分别为2015mm和864mm。此外,由于所述侧窗玻璃及所述侧窗玻璃边框的侧向弧度为r=6000mm,则所述定位框110的侧向弧度同样为r=6000mm,以使所述定位框110可以与所述侧窗玻璃及所述侧窗玻璃边框进行紧密贴合,从而便于对所述侧窗玻璃边框进行安装孔定位。
56.具体的,所述定位框110可以包括两个纵向边和两个横向边,两个所述纵向边分别为第一纵向边1102和与所述第一纵向边1102相对设置的第二纵向边1103,两个所述横向边分别为第一横向边1104和第二横向边1105;所述第一横向边1104的第一端可以与所述第一纵向边1102的第一端固定连接,所述第一横向边1104的第二端则可以与所述第二纵向边1103的第一端固定连接;所述第二横向边1105的第一端可以与所述第一纵向边1102的第二端固定连接,所述第二横向边1105的第二端则可以与所述第二纵向边1103的第二端固定连接;所述第一纵向边1102、所述第二纵向边1103、所述第一横向边1104和所述第二横向边1105的第一端和第二端皆相对设置,且所述第一纵向边1102、所述第二纵向边1103、所述第一横向边1104和所述第二横向边1105可以构成闭合的矩形环。更具体的,所述定位框110上还可以设置若干个横向加强筋1107和若干个纵向加强筋1106,每一所述纵向加强筋1106的两端则可以分别与所述第一横向边1104和所述第二横向边1105进行固定连接,每一所述横向加强筋1107的两端可以分别与所述第一纵向边1102和所述第二纵向边1103进行固定连接;且所有所述纵向加强筋1106可以与所述第一纵向边1102和/或所述第二纵向边1103平行且间隔设置,所有所述横向加强筋1107可以与所述第一横向边1104和/或所述第二横向边1105平行且间隔设置。所述纵向加强筋1106和所述横向加强筋1107可以增加所述定位框110的稳固性,从而使得所述定位框110具有足够的刚度,不易发生变形,但本发明不以此为限。
57.在本实施例中,所述横向加强筋1107的数量可以为1条,所述纵向加强筋1106的数量可以为2条。另外,所述定位框110上还可以设置2个手柄1108,每一所述手柄1108的两端可以分别与所述第一横向边1104和所述第二横向边1105进行固定连接,且2条所述手柄1108同样可以与所述第一纵向边1102和/或所述第二纵向边1103平行且间隔设置,则所述手柄1108既能够方便工作人员手持所述定位框110进行对孔作业,还可以增加所述定位框110的稳固性。优选地,所述第一纵向边1102、所述第二纵向边1103、所述第一横向边1104、所述第二横向边1105、所述横向加强筋1107、所述纵向加强筋1106皆可以采用厚度为3mm的不锈钢进行制备,所述手柄1108则可以采用空心不锈钢管进行制备,以使所述定位框110在保持所需刚度的前提下尽量轻便,从而便于工作人员手持所述定位框进行对孔作业。
58.具体的,在本实施例中,按照供应商提供的侧窗玻璃边框孔图纸中的标准孔位可以在所述定位框110的所述第一纵向边1102、所述第二纵向边1103、所述第一横向边1104和所述第二横向边1105上确定每一所述通孔1101的孔位,并根据已确定的孔位进行钻孔,以得到若干个所述通孔1101。所述通孔1101和所述钻套组件120的数量皆与所述装配孔的数量相同,即所述通孔1101和所述钻套组件120与所述装配孔一一对应设置。更具体的,由于
所述车厢窗框上每一所述装配孔的孔位与供应商提供的侧窗玻璃边框孔图纸中对应的标准孔位会存在一定范围的偏差,例如在x方向上
±
2mm以及y方向上
±
2mm的偏差,则所述定位框110上所述通孔1101的直径需大于所述装配孔的直径,以使所述定位框110与所述车厢窗框进行对准时每一所述装配孔可以位于对应的所述通孔1101内,从而使得每一所述钻套组件120可以在对应的所述通孔1101内进行预设范围的位置调整(例如x方向上
±
2mm以及y方向上
±
2mm的位置调整),以与对应的所述装配孔进行对准,进而对所述装配孔的孔位进行标记。优选地,所述装配孔的直径为6mm;所述通孔1101的直径为12.5mm;所述通孔1101、所述钻套组件120和所述装配孔的数量皆为34个,但本发明不以此为限。
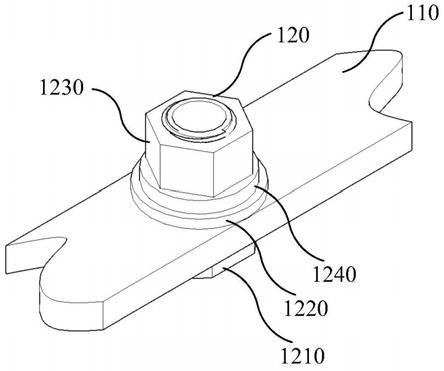
59.请同时参考图1至图5,每一所述钻套组件120包括:定位钻套1210,其对应贯穿所述通孔1101且在所述通孔1101内移动,以与所述装配孔进行对准;垫圈1220,套设于所述定位钻套1210上;以及第一紧固件1230,与所述定位钻套1210进行连接;且所述第一紧固件1230和所述垫圈1220相配合将与所述装配孔对准后的所述定位钻套1210固定于所述定位框110上,以对所述装配孔的孔位进行标记。
60.可以理解的是,在一些其他的实施例中,所述定位钻套1210包括:导向套1211,对应贯穿所述通孔1101且在所述通孔1101内移动;台肩1212,与所述导向套1211进行固定连接;且所述台肩1212与所述第一紧固件1230和所述垫圈1220相配合将所述导向套1211固定于所述定位框110上;以及内孔1213,分别贯穿所述导向套1211和所述台肩1212,用于对准所述装配孔。
61.在一些实施例中,每一所述钻套组件120还包括:第二紧固件;所述第二紧固件对应贯穿所述定位钻套1210的所述内孔1213与所述装配孔进行固定连接,用于将所述定位框110固定于所述车厢窗框上。
62.所述内孔1213的直径等于所述装配孔的直径;所述导向套1211的外表面设有螺纹,且所述导向套1211的外径小于所述通孔1101的直径;所述台肩1212和所述垫圈1220的外径皆大于所述通孔1101的直径。
63.具体的,每一所述定位钻套1210的所述导向套1211的外径小于所述通孔1101的直径,可以使得所述导向套1211贯穿所述通孔1101且在所述通孔1101内移动;所述台肩1212的外径大于所述通孔1101的直径,则可以防止所述导向套1211从所述通孔1101中脱落。更具体的,每一所述导向套1211可以包括调节部和与所述调节部的一端固定连接的固定部,所述调节部的另一端则与所述台肩1212固定连接;所述调节部的外表面光滑,且所述调节部的高度不小于所述定位框110的厚度,所述调节部的外径小于所述通孔1101的直径且所述调节部的外径与所述通孔1101的直径的差值不小于4mm,使得所述导向套1211的所述连接部可以在对应的所述通孔1101内进行预设范围的位置调整(例如x方向上
±
2mm以及y方向上
±
2mm的位置调整),从而使得所述定位钻套1210的所述内孔1213可以与对应的所述装配孔进行对准。所述固定部外径小于所述通孔的直径,且所述固定部的外表面设有螺纹,以使所述第一紧固件1230可以与所述固定部进行螺纹连接,从而将与所述装配孔对准后的所述导向套1211固定于所述定位框110上,进而将所述定位钻套1210固定于所述定位框110上,以标记对所述装配孔的孔位,但本发明不以此为限。
64.具体的,任一所述第二紧固件对应贯穿所述定位钻套1210的所述内孔1213与所述装配孔进行固定连接,可以将所述定位框110固定于所述车厢窗框上,从而便于工作人员将
其他的所述定位钻套1210与所述装配孔进行对准,进而提高对孔的效率。另外,每一所述钻套组件120还包括一防松圈1240,所述防松圈套1240设于所述导向套1211上,且位于所述垫圈1220和所述第一紧固件1230之间,用于增加所述导向套1211与所述定位框110的连接稳固性;且所述台肩1212、所述垫圈1220、所述防松圈1240以及所述第一紧固件1230相配合,可以将与所述装配孔对准后的所述导向套1211固定于所述定位框110上。更具体的,所述垫圈1220、所述防松圈1240和所述第一紧固件1230的内径皆与所述导向套1211的所述固定部的外径相同;所述垫圈1220和所述防松圈1240的外径皆大于所述通孔1101的直径;所述第二紧固件的直径则与所述装配孔的相同,但本发明不以此为限。
65.在本实施例中,所述定位钻套1210的所述内孔1213的直径可以为6mm;所述导向套1211的所述调节部的外径可以为8.5mm,所述固定部的外径可以为10mm;所述台肩1212的外径可以为14mm;所述垫圈1220的内径和外径可以分别为10mm和20mm;所述防松圈1240的内径和外径可以分别为10mm和17mm;所述第一紧固件1230可以为螺母,且其内径为10mm;所述第二紧固件可以为螺栓,且其直径为6mm。
66.请同时参考图2、图3和图5,所述定位框110与所述车厢窗框对准,且每一所述定位钻套1210的所述台肩1212与所述车厢窗框抵接时,移动每一所述定位钻套1210的所述导向套1211,以使每一所述定位钻套1210的所述内孔1213对应与所述装配孔对准;且通过所述第一紧固件1230和所述垫圈1220将与所述装配孔对准后的所述定位钻套1210固定于所述定位框上,以标记每一所述装配孔的孔位;所述定位框110与所述侧窗玻璃边框对准,且每一所述定位钻套1210的所述台肩1212与所述侧窗玻璃边框抵接时,通过固定于所述定位框110上的所述定位钻套1210的所述内孔1213对所述侧窗玻璃边框进行安装孔定位。
67.具体的,在本实施例中,对所述装配孔的孔位进行标记时,可以先将每一所述定位钻套1210的所述导向套1211对应贯穿所述通孔1101,并在所述导向套1211对应贯穿所述通孔1101后将所述垫圈1220和所述防松圈1240依次套设在所述导向套1211上,且所述防松圈1240与所述台肩1212之间隔有所述定位框110和所述垫圈1220;随后将所述第一紧固件1230与所述导向套1211的固定部进行螺纹连接,且此时所述定位钻套1210与所述定位框110进行活动连接,即所述钻套组件120处于松弛状态;将所述定位框110与所述车厢窗框进行对准,且每一所述定位钻套1210的所述台肩1212与所述车厢窗框抵接,所述装配孔位于对应的所述通孔1101内;移动每一所述定位钻套1210的所述导向套1211,以使每一所述定位钻套1210的所述内孔1213对应与所述装配孔对准;将每一所述第二紧固件对应贯穿所述内孔1213与所述装配孔进行固定连接,以将所述定位框110固定于所述车厢窗框上;最后旋紧每一钻套组件120中的所述第一紧固件1230、所述防松圈1240和所述垫圈1220,将与所述装配孔对准后的所述定位钻套1210固定于所述定位框110上,以标记每一所述装配孔的孔位,但本发明不以此为限。
68.具体的,在本实施例中,对所述侧窗玻璃边框进行安装孔定位时,可以先将所有所述第二紧固件从对应的所述装配孔中退出,以从所述车厢窗框上取下所述定位框110;随后将取下的所述定位框110与放置于未钻孔的所述侧窗玻璃边框上,且所述定位框110的内环与所述侧窗玻璃的边缘对准,每一所述定位钻套1210的所述台肩1212与所述侧窗玻璃边框抵接;以及采用夹具(例如f夹)将所述定位框110固定于所述侧窗玻璃边框上,以根据固定于所述定位框110上的所述定位钻套1210的所述内孔1213对所述侧窗玻璃边框进行安装孔
定位,但本发明不以此为限。
69.另一方面,结合附图6所示,本实施例还提供一种如上述的侧窗玻璃边框安装孔定位装置的使用方法,包括:步骤s110、将每一钻套组件120与定位框110进行连接;步骤s120、将所述定位框110与设有若干个装配孔的车厢窗框进行对准;步骤s130、移动每一所述钻套组件120,使得每一所述钻套组件120对应与所述装配孔对准,以对每一所述装配孔的孔位进行标记;以及步骤s140、将所述定位框110与未钻孔的侧窗玻璃边框进行对准,以根据每一所述钻套组件120标记的所述装配孔的孔位对所述侧窗玻璃边框进行安装孔定位。
70.可以理解的是,在一些其他的实施例中,所述步骤s130包括:在所述定位框110的每一通孔1101内移动对应的定位钻套1210,以使每一所述定位钻套1210的内孔对应与所述装配孔进行对准;以及通过每一所述钻套组件中120的第一紧固件1230和垫圈1220将与所述装配孔对准后的所述定位钻套1210固定于所述定位框上,以标记每一所述装配孔的孔位。
71.具体的,在本实施例中,所述步骤s110包括:将每一所述钻套组件120中所述定位钻套1210的导向套1211对应贯穿所述定位框110的所述通孔1101;将所述垫圈1220和防松圈1240依次套设在所述导向套1211上,且所述防松圈1240与所述定位钻套1210的台肩1212之间隔有所述定位框110和所述垫圈1220;以及将所述第一紧固件1230与所述导向套1211的固定部进行螺纹连接,以使所述钻套组件120通过对应的所述通孔与定位框进行活动连接,即所述钻套组件120处于松弛状态,但本发明不以此为限。
72.具体的,在本实施例中,所述步骤s120中,将所述定位框110与所述车厢窗框进行对准时,每一所述定位钻套1210的所述台肩1212与所述车厢窗框抵接,且所述车厢窗框上的每一所述装配孔位于对应的所述通孔1101内,但本发明不以此为限。
73.具体的,在本实施例中,所述步骤s130中,执行所述通过每一所述钻套组件中的第一紧固件和垫圈将与所述装配孔对准后的所述定位钻套固定于所述定位框上的步骤之前还包括:将每一所述第二紧固件对应贯穿所述定位钻套1210的所述内孔1213与所述装配孔进行固定连接,以将所述定位框110固定于所述车厢窗框上。所述通过每一所述钻套组件中的第一紧固件和垫圈将与所述装配孔对准后的所述定位钻套固定于所述定位框上的步骤包括:旋紧所述第一紧固件1230、所述垫圈1220和所述防松圈1240,以将与所述装配孔对准后的所述定位钻套1210锁紧在所述定位框110上,从而标记每一所述装配孔的孔位,但本发明不以此为限。
74.具体的,在本实施例中,执行所述步骤s140之前还包括:将所有所述第二紧固件从对应的所述装配孔中退出,使得所述定位框110与所述车厢窗框分离,以取下所述定位框110。所述步骤s140包括:将取下的所述定位框110与放置于未钻孔的所述侧窗玻璃边框上,且所述定位框110的内环与所述侧窗玻璃的边缘对准,每一所述定位钻套1210的所述台肩1212与所述侧窗玻璃边框抵接;以及采用夹具(例如f夹)将所述定位框1210固定于所述侧窗玻璃边框上,以根据固定于所述定位框110上的所述定位钻套1210的所述内孔1213对所述侧窗玻璃边框进行安装孔定位,但本发明不以此为限。
75.此外,在一些实施例中,所述侧窗玻璃边框安装孔定位装置的使用方法还包括:将直径为6mm钻头对应贯穿所述内孔1213,以在所述侧窗玻璃边框上进行定位钻孔并得到若干个初始孔;从所述侧窗玻璃边框上取下所述定位框110;采用直径为7mm钻头对每一所述
初始孔进行扩孔,以得到若干个安装孔;以及采用倒角器每一所述安装孔进行修边,以完成对所述侧窗玻璃边框的钻孔工作,但本发明不以此为限。
76.综上所述,本实施例提供的一种侧窗玻璃边框安装孔定位装置及使用方法,定位框可以先与车厢窗框对准,以通过钻套组件对车厢窗框上的装配孔的孔位进行标记;取下定位框并将其与未钻孔的侧边玻璃边框对准,则可以根据钻套组件标记的装配孔的孔位对侧窗玻璃边框进行安装孔定位,从而提高侧窗玻璃边框的安装孔定位精度和定位效率,进而提高侧装玻璃的更换效率和安装质量。本实施例中定位框上通孔的直径大于装配孔的直径,可以使得钻套组件中的定位钻套在对应的通孔内进行预设范围的位置调整,从而使得定位钻套的内孔可以对应与已出现偏差的装配孔进行对准;钻套组件中的第一紧固件、垫圈、防松圈以及定位钻套的台肩相配合,则可以将与装配孔对准后的定位钻套固定于定位框上,从而完成对装配孔的孔位的标记。本实施例中可以采用夹具将定位框固定于侧窗玻璃边框上,并根据固定于定位框上的定位钻套的内孔对侧窗玻璃边框进行安装孔定位,在提高侧窗玻璃边框的安装孔定位精度和定位效率的同时,还可以提高工作人员的作业安全。
77.尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1