一种多轴线及轴线可变零构件的快速成形方法及装置
1.本发明涉及桌面型激光增/减材加工设备领域,尤其涉及一种多轴线及轴线可变零构件的快速成形方法及装置。
背景技术:
2.随着我国经济体系的快速发展,作为代表机械工业(从日常生活到航空、航天、航海及国防事业)发展重要基础的回转体类零构件的使用量逐年递增。从具体加工技术及方法角度来说:
⑴
减材加工的精度较高,但耗能、耗时、耗材程度同样较高,且在薄壁件加工时的成品率较低;
⑵
等材加工的效率较高、能耗较低、原材料的损耗也较少,但其毛坯件制备过程复杂、模具的设计制造成本较高,且难以满足特殊结构的小批量定制化服务要求;
⑶
增材制造技术可满足零构件加工的大量特殊要求,且可完成复杂结构的高效成形,但加工精度和加工表面质量问题仍难以解决。因此,增/减材复合制造技术应运而生,以期实现复杂回转体零构件成形过程的高效率、高精度、低损耗、低成本、高柔性化等综合性需求。
3.现有的桌面型增/减材复合制造装备,常将增材与减材加工划分成两个较独立环节。虽然可减少零部件装夹次数、缩短加工流程、提高加工精度与效率,还在一定程度上避免了增材与减材两个加工工序之间的干涉问题。但是,这会造成装备的整体尺寸偏大,加工总耗能与总耗时中的较高比例均损失在工位往复转换环节,同时也难以实现轴向尺寸较大的零构件内壁,以及回转体半径具非线性变化特征的复杂零构件内外壁表面的精密加工。
4.在增/减材复合加工过程中,工作台只能实现平移或者旋转运动,在加工特殊变化直径的回转体零件时操作复杂,加工效率低。另一方面,在切削或磨削时会产生大量的细小的废屑。如果包含多工位复合制造设备的复杂传动系统中未进行针对性的密封设计,大量废屑极易伴随润滑油吸附、堆积、堵塞在传动件间的啮合部位,造成严重磨损,导致传动及加工精度下降、关键精密零配件与装备整体的服役寿命缩短、维修维护费用增大,严重时工作台甚至会出现咬死的现象。
技术实现要素:
5.本发明要解决的技术问题是克服现有技术的不足,提供一种多轴线及轴线可变零构件的快速成形方法及装置,该装置结构紧凑、尺寸大小适中便于移动,加工方式多样且灵活可变,布局合理可实现增/减材多工位同步加工互不干涉,充分考虑了传动系统运行全过程以及增/减材加工全过程的可靠性与安全性问题。
6.为解决上述技术问题,本发明采用以下技术方案:
7.一种多轴线及轴线可变零构件的快速成形装置,包括固定底座、第一立柱、龙门吊、增材模块、复合移动平台、磨削减材模块、工作台、第一连接件、联动横梁、旋转横梁;所述龙门吊包括龙门吊横梁和龙门吊立柱,龙门吊立柱位于龙门吊横梁两端且固定于固定底座上;所述龙门吊立柱内设有用于驱动龙门吊横梁上下移动的第一驱动机构;所述复合移动平台包括上移动台和下移动台,所述固定底座内设有第二驱动机构和第三驱动机构,所
述下移动台连接于上移动台的下方且在第三驱动机构驱动下相对于固定底座可水平移动,所述上移动台在第二驱动机构驱动下相对于固定底座可水平移动,所述上移动台和下移动台的水平移动方向互相垂直;所述龙门吊横梁内设有第七驱动机构,所述旋转横梁在第七驱动机构的驱动下相对于龙门吊横梁水平移动;所述联动横梁设置于旋转横梁下方,所述旋转横梁内设有第四驱动机构,所述第四驱动机构用于驱动联动横梁相对于旋转横梁旋转;所述增材模块和磨削减材模块设置于联动横梁下方,所述联动横梁内设有第六驱动机构,所述第六驱动机构用于驱动增材模块和磨削减材模块相对于联动横梁同步水平移动,且所述增材模块和磨削减材模块分别对工作台上的工件进行增材加工和减材加工;工作台至少两个端部外侧分别对应设置有所述第一立柱,所述第一立柱固定于上移动台上,所述第一立柱内设有用于驱动工作台端部上下移动的第五驱动机构,所述第五驱动机构通过第一连接件与工作台的端部连接,工作台不同端部向上或向下移动的位移不相等,使工作台倾斜。
8.作为上述技术方案的进一步改进:
9.所述固定底座包括上底座,所述第三驱动机构位于上底座内,包括第三驱动电机和x向滚珠丝杠;所述下移动台包括下平板和位于下平板下方的多个连接板,所述上底座设有供连接板穿过的条形孔,所述连接板的下部与x向滚珠丝杠连接,其中一所述x向滚珠丝杠由第三驱动电机驱动,连接板下部的x向滚珠丝杠与连接板相对应的条形孔错位设置;
10.所述上移动台包括上平板和位于上平板下方的下滑块,所述下平板上部开设有导向槽,所述下滑块与导向槽滑动配合。
11.所述第一连接件包括球销座、球头销、连接杆,所述球销座一端与工作台一端部连接,另一端与球头销连接配合,所述连接杆套设于球头销外,所述第五驱动机构与连接杆连接。
12.所述第五驱动机构包括第五驱动电机、第五支撑座、第五滚珠丝杠和第五丝杠连接件,所述第五滚珠丝杠竖直设置,所述第五驱动电机用于驱动第五滚珠丝杠旋转,所述第五支撑座支撑在第五滚珠丝杠两端,所述第五丝杠连接件套设在第五滚珠丝杠外,所述第五丝杠连接件自第一立柱内延伸至第一立柱外并与第一连接件连接;所述第一立柱在靠近工作台一侧开设有前槽,所述第五丝杠连接件穿过前槽与连接杆铰接,所述第五滚珠丝杠与前槽错位设置。
13.所述装置还包括至少两个伸缩杆、伸缩杆固定块、侧板、固定板,所述第二驱动机构包括第二驱动电机和y向滚珠丝杠,所述伸缩杆固定块、固定板、第二驱动机构均分别设置于上底座相对的两侧,所述上移动台通过伸缩杆与伸缩杆固定块连接;所述伸缩杆固定块两端分别与固定板套接所述,第二驱动电机固定于上底座的侧面挖孔内,且通过固定板将侧面挖孔进行密封,所述第二驱动电机与y向滚珠丝杠连接并驱动y向滚珠丝杠转动,所述y向滚珠丝杠驱动伸缩杆固定块水平移动。
14.所述第六驱动机构包括第六驱动电机、第六支撑座、第六滚珠丝杠和联轴器,两个旋转方向相反的第六滚珠丝杠水平设置并且通过联轴器连接,所述第六驱动电机用于驱动第六滚珠丝杠旋转,所述第六支撑座支撑在第六滚珠丝杠端部,增材模块和磨削减材模块分别连接于两第六滚珠丝杠上。
15.所述磨削减材模块包括砂轮立柱、位于砂轮立柱外且用于铣削或磨削工件侧面的
小砂轮,以及位于砂轮立柱内的砂轮电机、砂轮摆动轴和砂轮摆动柱,所述砂轮电机驱动水平设置的砂轮摆动轴转动以带动小砂轮摆动,所述砂轮摆动柱上下两端分别与砂轮摆动轴、小砂轮连接。
16.所述旋转横梁开设有贯通旋转横梁上下表面的旋转腔,所述旋转腔底部周向水平设有悬挂固定环;所述第四驱动机构包括圆盘锥齿轮、主动圆锥齿轮、悬挂架和滚动轴承以及第四驱动电机,所述悬挂架放置于悬挂固定环上,所述悬挂架外壁通过滚动轴承与旋转腔内壁配合连接,所述圆盘锥齿轮固定于悬挂架上并与主动圆锥齿轮相配合,所述第四驱动电机驱动主动圆锥齿轮旋转带动悬挂架旋转,联动横梁固定于悬挂架下部。
17.所述悬挂架包括悬挂支撑部,在所述悬挂支撑部上、下表面分别设有上支撑圆台部和下支撑圆台部,所述联动横梁固定于下支撑圆台部底部所述,圆盘锥齿轮的内孔套设于上支撑圆台部外并固定,所述悬挂支撑部放置于悬挂固定环上,所述悬挂支撑部外壁通过滚动轴承与旋转腔内壁配合,实现了悬挂架的转动。
18.所述磨削减材模块还包括两互相啮合传动的圆锥齿轮,其中一圆锥齿轮固定于砂轮摆动轴上,所述砂轮电机驱动其中一圆锥齿轮转动带动砂轮摆动轴转动。
19.所述砂轮摆动轴两端固定在砂轮立柱内侧壁上。
20.所述砂轮立柱侧壁设有便于维修的置物口和置物门,置物门用于打开关闭置物口。
21.所述增材模块包括激光头、送丝头,送丝头将原料送至激光头下方熔化,所述激光头的激光发射方向垂直于工作台上表面且与送丝头的送丝方向呈夹角α,满足0<α<90
°
。
22.一种前述多轴线及轴线可变零构件的快速成形装置的加工方法,包括以下步骤:
23.将工件放置于工作台上,开启增材模块发射激光在工件表面产生熔池,将原料送至增材模块下并在激光的作用下于熔池处熔化并固化在工件上,开启磨削减材模块同步对固化后的工件侧面进行减材加工,改变工作台上工件和增材模块、磨削减材模块的相对位置,达到预设厚度层后,向上移动增材模块,开始下一厚度层的增材加工;
24.所述改变工作台上工件和增材模块、磨削减材模块的相对位置包括以下方式:
25.方式a:开启第五驱动机构驱动工作台倾斜;
26.方式b:开启第六驱动机构驱动增材模块和磨削减材模块同步水平移动;
27.方式c:开启第二驱动机构驱动上移动台水平移动;
28.方式d:开启第三驱动机构驱动下移动台水平移动;
29.方式e:开启第四驱动机构驱动联动横梁旋转运动;
30.方式f:开启第七驱动机构驱动旋转横梁水平移动;
31.所述减材加工具体包括:旋转磨削减材模块的小砂轮至与工件侧面贴合对工件进行侧面磨削;所述向上移动增材模块的具体步骤包括:开启龙门吊立柱内的第一驱动机构带动龙门吊横梁向上移动。
32.与现有技术相比,本发明的优点在于:
33.1、本发明通过工作台的倾斜运动,龙门吊横梁的上下移动,旋转横梁的水平移动,联动横梁的旋转运动,增材模块和减材模块的同步水平运动,配合上移动台和下移动台的水平运动带动工作台水平移动,从而满足复杂零件多方位加工的要求,可加工各种具有不同形态曲面的复杂零件,尤其是含有空间曲面的零构件,并通过磨削减材模块的砂轮轴摆
动实现小砂轮的转动,在磨削减材模块的转动下可实现对任意角度的零件侧壁贴合,解除了复杂结构零件对传统磨削工艺的束缚,进一步提高了装备的生产柔性。
34.2、本发明设计了尺寸性能合适的气密性防护罩即外罩,注重装备整体的气密性与防护性,在完全不影响传动系统稳定性的同时确保装置整体的气密性,可适用于包括金属材料在内的各类可激光增材加工的材料零部件的成形加工,具备了针对多元化加工对象极强的工作适应能力,极大地拓展了该款设备装置的工作业务范围。外罩隔绝外界环境,且可形成负压状态的保护气体环境,在防止材料高温氧化的同时,保护操作人员安全。
35.3、本装置为一次安装增减材同步加工,相比与传统的多工位加工方式而言,本装备省去了多次拆卸与安装工件,以及人工搬运工件等步骤,极大地缩短了工作时间,提高了工作效率,降低了时间成本与人工成本。
36.4、本装置采用桌面型设计,整体结构较小,占据空间有限,在工作中可以节省大量的位置空间,同时该装备较高的便携性与灵活性也由此凸显,可以在生产中实现较大的普及。
37.5、本装置在工作中,各加工部件的工作移动路径较短,因而缩短了整体的加工流程,进一步缩短工件的生产周期,提高了生产效率。在短流程、短周期的加工优势下,装备在生产单个零件所消耗的能量也随着生产周期的减少而同步减少,因此零件生产过程中的能耗周期也相应缩短,间接性地达到低能耗、低排放的要求。
38.6、本装置由于增材模块和磨削减材模块等都是模块化装置,更换与维护较为简便。本装置采用旁轴送丝激光熔融增材制造技术(增材模块具有送丝头和激光头,并且送丝头和激光头具有夹角)与砂轮磨削技术相(磨削减材模块的小砂轮等)复合,生产柔性高,与当前制造业中应用广泛的混流装配线有极高的契合度。
附图说明
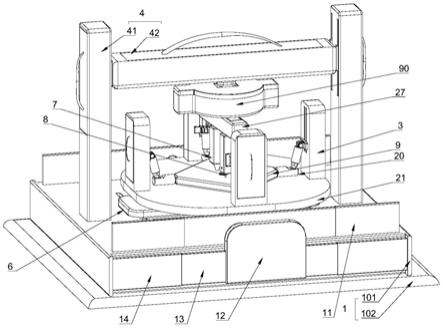
39.图1是本发明装置的整体结构图。
40.图2是拆除外罩零件后的装置主体结构示意图。
41.图3是龙门吊横梁内驱动机构与旋转横梁的连接结构示意图。
42.图4是旋转横梁内驱动机构的结构示意图(移除齿轮保护罩)。
43.图5是旋转横梁俯视图(移除横梁盖等零件)。
44.图6是图5中a-a线的剖视图(新增齿轮保护罩)。
45.图7是悬挂架的结构示意图。
46.图8是悬挂架的俯视图。
47.图9是图8中b-b线的剖视图。
48.图10是旋转横梁的结构示意图。
49.图11是旋转横梁、联动横梁和增减材模块的结构示意图。
50.图12是增减材模块和联动横梁内第三驱动机构的连接示意图。
51.图13是磨削减材模块的结构示意图。
52.图14是磨削减材模块的结构示意图(移除砂轮立柱)。
53.图15是增材模块的结构示意图。
54.图16是龙门吊横梁及第五驱动机构的连接示意图。
55.图17是龙门吊立柱内第五驱动机构的安装示意图。
56.图18是龙门吊横梁内结构示意图。
57.图19是固定底座、上移动台等装置的结构示意图。
58.图20是上移动台、下移动台及其驱动机构的结构示意图。
59.图21是上移动台、下移动台及其驱动机构的俯视图。
60.图22是上移动台、下移动台及其驱动机构的另一视角的结构示意图。
61.图23是上底座的结构示意图。
62.图24是伸缩杆的结构示意图。
63.图25是图21中c处的剖视图。
64.图26是下移动台的结构示意图。
65.图27是上移动台的结构示意图。
66.图28是固定支撑座及其上零件的结构示意图。
67.图29是固定支撑座及其上零件的主视图(移除第一立柱的立柱盖)。
68.图30是固定支撑座及其上零件的俯视图。
69.图31是图30中d-d线剖视图。
70.图32是图31中e处的局部放大图。
71.图33是第一连接件的爆炸分解图。
72.图34是工作台的结构示意图。
73.图35是本发明能一次性加工成形的零件结构示意图。
74.图中各标号表示:1、固定底座;101、上底座;1011、条形孔;102、下底壳;2、外罩;3、第一立柱;4、龙门吊;41、龙门吊横梁;411、分隔支撑板;412、水平驱动安装孔;413、条形槽;42、龙门吊立柱;43、第七驱动机构;431、第七电机;432、第七支撑座;433、第七水平滚珠丝杠;434、第七丝杠连接件;5、上移动台;501、上平板;5011、平板通孔;502、下滑块;6、下移动台;601、下平板;6011、导向槽;6012、限位块;602、连接板;6021、竖板;6022、横板;60221、限位孔;7、增材模块;71、激光头;72、送丝头;73、激光接头;74、增材滑块;75、激光立柱;8、磨削减材模块;81、小砂轮;82、砂轮立柱;821、楔形槽;84、立柱接头;85、砂轮电机;86、砂轮摆动轴;87、砂轮摆动柱;88、圆锥齿轮;89、减材滑块;9、工作台;91、延伸杆;10、伸缩杆;1001、外套筒;1002、内套筒;1003、内导杆;11、伸缩挡板;111、中部挡板;112、端部挡板;12、伸缩杆固定块;13、侧板;14、固定板;15、第二驱动机构;151、第二驱动电机;152、第二支撑座;153、y向滚珠丝杠;16、第三驱动机构;161、第三驱动电机;162、x向滚珠丝杠;163、第三支撑座;17、第一驱动机构;171、第一驱动电机;172、第一支撑座;173、第一滚珠丝杠;174、第一丝杠连接件;18、第六驱动机构;181、第六驱动电机;182、第六支撑座;183、第六滚珠丝杠;184、联轴器;19、第五驱动机构;191、第五驱动电机;192、第五支撑座;193、第五滚珠丝杠;194、第五丝杠连接件;20、第一连接件;201、球销座;202、球头销;203、连接杆;21、固定支撑座;22、第四驱动机构;221、圆盘锥齿轮;222、主动圆锥齿轮;223、第四驱动电机;224、悬挂架;2241、悬挂支撑部;2242、上支撑圆台部;2243、下支撑圆台部;22431、横梁凹槽;225、滚动轴承;23、送丝模块;231、送丝大辊筒;232、大辊筒支架;24、齿轮保护罩;26、定料机构;261、小辊筒;262、小辊筒支架;27、联动横梁;90、旋转横梁;901、旋转腔;902、固定腔;903、悬挂固定环。
具体实施方式
75.以下将结合说明书附图和具体实施例对本发明做进一步详细说明。除非特殊说明,本发明采用的仪器或材料为市售。
76.实施例1:
77.如图1至34所示,本实施例的多轴线及轴线可变零构件的快速成形装置,包括固定底座1、第一立柱3、龙门吊4、增材模块7、复合移动平台、磨削减材模块8、工作台9、第一连接件20、联动横梁27、旋转横梁90;龙门吊4包括龙门吊横梁41和龙门吊立柱42,龙门吊立柱42位于龙门吊横梁41两端且固定于固定底座1上;龙门吊立柱42内设有用于驱动龙门吊横梁41上下移动的第一驱动机构17;复合移动平台包括上移动台5和下移动台6,固定底座1内设有第二驱动机构15和第三驱动机构16,下移动台6连接于上移动台5的下方且在第三驱动机构16驱动下相对于固定底座1可水平移动,上移动台5在第二驱动机构15驱动下相对于固定底座1可水平移动,上移动台5和下移动台6的水平移动方向互相垂直;龙门吊横梁41内设有第七驱动机构43,旋转横梁90在第七驱动机构43的驱动下相对于龙门吊横梁41水平移动;联动横梁27设置于旋转横梁90下方,旋转横梁90内设有第四驱动机构22,第四驱动机构22用于驱动联动横梁27相对于旋转横梁90旋转;增材模块7和磨削减材模块8设置于联动横梁27下方,联动横梁27内设有第六驱动机构18,第六驱动机构18用于驱动增材模块7和磨削减材模块8相对于联动横梁27同步水平移动,且增材模块7和磨削减材模块8分别对工作台9上的工件进行增材加工和减材加工;工作台9至少两个端部外侧分别对应设置有第一立柱3,第三立柱3固定于上移动台5上,第一立柱3内设有用于驱动工作台9端部上下移动的第五驱动机构19,第五驱动机构19通过第一连接件20与工作台9的端部连接,工作台9不同端部向上或向下移动的位移不相等,使工作台9倾斜。
78.本发明中,通过第一立柱3内第五驱动机构19带动工作台9端部向上或向下移动,第五驱动机构19分别控制工作台9不同端部的位移,当位移不相等时,工作台9发生倾斜。
79.本发明采用联动横梁27集成增材模块7和磨削减材模块8,工作台9倾斜运动,旋转横梁90的水平移动,联动横梁27带动增材模块7和磨削减材模块8的旋转运动,上移动台5和下移动台的水平移动,将增材模块7和磨削减材模块8旋转至工件的任意方位,配合增材模块7和磨削减材模块8的同步水平移动,从而满足复杂零件多方位加工的要求,可加工各种具有不同形态曲面的复杂零件,尤其是中心轴呈曲线且是高度不相等的零件。联动横梁27上的增材模块7、磨削减材模块8均能沿联动横梁27移动,大大放宽了工作模块的自由度,提高了整体装备的生产柔性。
80.如图4所示,第七驱动机构43包括第七电机431、第七支撑座432、第七水平滚珠丝杠433和第七丝杠连接件434,第七电机431用于驱动第七水平滚珠丝杠433转动,第七水平滚珠丝杠433通过第七支撑座432支撑于龙门吊横梁41内,旋转横梁90通过第七丝杠连接件434与第七水平滚珠丝杠433连接。如图18所示,本实施例中,龙门吊横梁41中空且设有水平驱动安装孔412,水平驱动安装孔412通过一竖直设置的分隔支撑板411分离成两部分,启动第七电机431时,旋转横梁90在第七水平滚珠丝杠433的带动下水平移动。龙门吊横梁41在靠近旋转横梁90一侧开设有条形槽413,条形槽413与第七水平滚珠丝杠433错位设置,防止磨屑直接黏附到第七水平滚珠丝杠433上影响传动。在加工中心轴线为曲线的回转体时,旋转横梁90沿龙门吊横梁41方向的运动,也可以调整并保证工作台9倾斜之后的工作中心与
增减材加工中心的重合,避免工作台9倾斜之后导致定位出错。
81.如图4-10所示,旋转横梁90包括开设有贯通旋转横梁90上下表面的旋转腔901和与旋转腔901相连通的固定腔902,旋转腔901底部周向水平设有悬挂固定环903;第四驱动机构22包括位于旋转腔901内的圆盘锥齿轮221、主动圆锥齿轮222、悬挂架224和滚动轴承225,以及位于固定腔902内的第四驱动电机223,悬挂架224放置于悬挂固定环903上,悬挂架224外壁通过滚动轴承225与旋转腔901内壁配合连接,圆盘锥齿轮221固定于悬挂架224上并与主动圆锥齿轮222相配合,第四驱动电机223驱动主动圆锥齿轮222旋转带动悬挂架224旋转,联动横梁27固定于悬挂架224下部。
82.如图7-9所示,悬挂架224包括悬挂支撑部2241,在悬挂支撑部2241上、下表面分别设有上支撑圆台部2242和下支撑圆台部2243,联动横梁27固定于下支撑圆台部2243底部,圆盘锥齿轮221的内孔套设于上支撑圆台部2242外并固定,悬挂支撑部2241放置于悬挂固定环903上,悬挂支撑部2241外壁通过滚动轴承225与旋转腔901内壁配合,实现了悬挂架224的转动,减小滑动摩擦。在下支撑圆台部2243设有用于放置固定联动横梁27的横梁凹槽22431,方便进行拆卸维护。
83.如图4-6所示,旋转腔901还设有送丝模块23,送丝模块23包括送丝大辊筒231和大辊筒支架232,大辊筒支架232位于送丝大辊筒231两端且固定于圆盘锥齿轮221腹板上。送丝模块23用于储存代加工材料丝,并在工作时同步输送。本实施例中,送丝大辊筒231对称布置在龙门吊横梁41内,保证送丝在旋转圆盘锥齿轮221时不会缠绕的,并且可相互抵消离心力。本实施例中,在悬挂架224上开设有通孔,送丝模块23将丝材送至通孔并达到增材模块7处进行增材加工。
84.如图4所示,本实施例中,旋转腔901内还设有齿轮保护罩24,齿轮保护罩24位于送丝模块23和圆盘锥齿轮221的齿轮部之间,将送丝模块23和圆盘锥齿轮221的齿轮部隔离开,并且齿轮保护罩24下端位于圆盘锥齿轮221的辐板上,上端抵触于横梁盖上,能稳定圆盘锥齿轮221。
85.如图10所示,旋转腔901位于旋转横梁90正中间呈圆盘型,通过旋转横梁90一侧的第四驱动电机223驱动旋转横梁90的旋转腔901中的圆盘锥齿轮221转动,利用滚动轴承225将悬挂架224和旋转腔901内壁连接,使悬挂架224下方的增材模块7、磨削减材模块8相对龙门吊横梁41以z轴为中心转动。
86.如图16、17所示,第一驱动机构17包括第一驱动电机171、第一支撑座172、第一滚珠丝杠173、第一丝杠连接件174,第一滚珠丝杠173竖直设置,第一驱动电机171用于驱动第一滚珠丝杠173旋转,第一支撑座172支撑在第一滚珠丝杠173端部,第一丝杠连接件174套设在第一滚珠丝杠173外,第一丝杠连接件174自龙门吊立柱42内延伸至龙门吊立柱42外并与龙门吊横梁41端部连接。
87.通过龙门吊立柱42内的第一滚珠丝杠173来控制龙门吊横梁41在z轴方向的移动。龙门吊横梁41在两侧第一丝杠连接件174的固定和带动作用下带着增材模块7和磨削减材模块8在z轴方向上下移动。本实施例中,第一驱动机构17位于龙门吊立柱42上半部分,第一驱动电机171为伺服电机,分别驱动两根第一滚珠丝杠173。在龙门吊立柱42上半部分开设有立柱内孔,第一驱动机构17位于立柱内孔内,龙门吊立柱42在靠近龙门吊横梁41一侧开设有供第一丝杠连接件174通过的前槽,前槽与立柱内孔相连通,并且前槽与第一滚珠丝杠
173错位设置,防止磨屑直接进入前槽影响第一驱动机构17的传动。立柱内孔由水平设置的隔离板分隔成两部分,一部分容纳第一驱动电机171,另一部分容纳第一驱动机构17的其他重要零件。
88.如图12所示,第六驱动机构18包括第六驱动电机181、第六支撑座182、第六滚珠丝杠183、第六丝杠螺母和联轴器184,两个旋转方向相反的第六滚珠丝杠183水平设置并且通过联轴器184连接,第六驱动电机181用于驱动第六滚珠丝杠183旋转,第六支撑座182支撑在第六滚珠丝杠183端部,两个第六丝杠螺母分别套设在第六滚珠丝杠183外,第六丝杠螺母分别与增材模块7和磨削减材模块8连接。
89.在其他实施例中,增材模块7和磨削减材模块8共用同一联动横梁27的相同第六驱动机构18。当启动第六驱动电机181时,增材模块7和磨削减材模块8相互靠近或远离,整体上是相向或相对运动。每一个第六驱动机构18包括一第六滚珠丝杠183,增材模块7与磨削减材模块8分别装配在两旋转方向相反的第六滚珠丝杠183上,第六滚珠丝杠183包括两水平丝杠,联轴器184为弹性联轴器,增材模块7和磨削减材模块8分别通过第六丝杠螺母安装于两水平丝杠上,两第六丝杠螺母旋向方向相反(第六丝杠螺母与各自所属水平丝杠的旋向相同)。第六驱动电机181驱动其中一水平丝杠旋转,通过弹性联轴器将扭矩传递到另一水平丝杠上。当第六驱动电机181正转,水平丝杠上的两第六丝杠螺母就会逐渐靠近;当第六驱动电机181反转,水平丝杠上的两第六丝杠螺母就会逐渐远离。龙门吊横梁41内通过第六驱动电机181与水平丝杠传动连接,控制两个反向配合的第六丝杠螺母往相反方向移动,实现增材模块7与磨削减材模块8的联动效果。
90.在其他实施例中,在同一联动横梁27上采用两第六驱动电机181分别驱动增材模块7和磨削减材模块8,两第六驱动机构18的第六滚珠丝杠183旋转方向相反且并没有联轴器184,通过联动横梁27内的第六驱动电机181来控制增材模块7或磨削减材模块8在水平方向的移动。一个联动横梁27内配有两组第六驱动机构18分别用于控制增材模块7和磨削减材模块8,相对于采用相同第六驱动机构18同时驱动增材模块7、磨削减材模块8,两组第六驱动机构18降低了每根第六滚珠丝杠183的承受力,并加强了工作当中的定位准确性与稳定性。
91.如图15所示,增材模块7包括激光头71、送丝头72,送丝头72将原料送至激光头71下方熔化,激光头71的激光发射方向垂直于工作台9上表面且与送丝头72的送丝方向呈夹角α,满足0<α<90
°
。
92.增材模块7还包括激光接头73、增材滑块74和激光立柱75,增材滑块74与第六滚珠丝杠183连接配合,激光接头73连接于增材滑块74和激光立柱75之间,激光头71、送丝头72位于激光立柱75下方。在本实施例中,增材滑块74设有通孔,通孔内壁设有螺纹,增材滑块74直接套设在第六滚珠丝杠183上,增材滑块74自第六滚珠丝杠183穿过联动横梁27与激光接头73连接。
93.如图15所示,在送丝头72入料口上方设有定料机构26,定料机构26包括小辊筒支架262和两小辊筒261,两小辊筒261支撑于小辊筒支架262上,用于定位原料丝材。并且定料机构26的小辊筒261中间设置与丝材尺寸相当的圆凹槽,增强精确度。
94.激光头71的激光发射方向(激光发射方向垂直于复合工作平台上表面)和送丝头72的送丝方向呈一定夹角α,激光发射方向与送丝方向的夹角α为45
°
(其他实施例中,0<α
<90
°
均可取得相同或相似的技术效果),当激光发射器发射激光在工件表面产生熔池时,送丝模块23同步送丝,将材料送入熔池,提高了加工效率,实现增材加工时同步送丝。在送丝头72上布置小辊筒261,并且小辊筒261中间设置与丝材相当的圆凹槽,增强精确度,两小辊筒261下方的送丝头72上方开设有供原料丝材通过的送丝孔。
95.本发明通过工作台9的倾斜运动,增材模块7和磨削减材模块8的同步水平运动,旋转横梁90的水平移动,联动横梁27的旋转运动,以及增材模块7中激光头71和送丝头72角度α调节的合理配合,增材模块7和磨削减材模块8仅需在龙门吊横梁41上进行较短距离的水平移动(两模块之间即可执行同步联动也可执行各自的独立运动,其相对运动的方式非常灵活),即可有效实现复杂结构件的增材与减材两工位(两工位保持半个回转体旋转周期的间距,无需额外的工位调整)的实时同步加工。同步加工方式不仅可以灵活高效地完成复杂结构件的内、外两侧表面的高精度减材加工,而且在合理的多自由度独立控制的运动配合与传动布置设计之下,严格控制了装备整体的质心高度以提高稳定性,基本实现了两工位的无间隙融合,节省了大量用于工位转换所需的工时与能耗,进一步缩短了加工流程和生产周期,突显了多工位一体化同步复合加工方法的短流程与近净成形优势。
96.如图13、14所示,磨削减材模块8包括砂轮立柱82、位于砂轮立柱82外且用于铣削或磨削工件侧面的小砂轮81,以及位于砂轮立柱82内的砂轮电机85、砂轮摆动轴86和砂轮摆动柱87,砂轮电机85驱动水平设置的砂轮摆动轴86转动以带动小砂轮81摆动,砂轮摆动柱87上下两端分别与砂轮摆动轴86、小砂轮81连接。
97.磨削减材模块8还包括立柱接头84、两互相啮合传动的圆锥齿轮88和减材滑块89,减材滑块89与第六滚珠丝杠183连接,立柱接头84上端与减材滑块89连接,立柱接头84下端与砂轮立柱82连接,砂轮电机85与其中一圆锥齿轮88同轴,另一圆锥齿轮88通过横向设置的砂轮摆动轴86与砂轮立柱82固定连接,砂轮摆动轴86与砂轮摆动柱87垂直连接,砂轮摆动柱87下端与小砂轮81连接,由此,通过驱动砂轮摆动轴86以实现小砂轮81的摆动,增强对曲面的铣削精度,以迎合工件侧面角度进行磨削加工。
98.减材滑块89设有通孔,通孔内壁设有螺纹,直接套设在第六滚珠丝杠183外,减材滑块89自第六滚珠丝杠183穿过联动横梁27与立柱接头84连接。砂轮立柱82底部开成楔形槽821,即保证小砂轮81的旋转又起到一定的密封作用。激光立柱75、砂轮立柱82为模块化设计,安装、维护和更换都比较方便。
99.如图19至27所示,复合移动平台包括上移动台5和下移动台6,下移动台6连接于上移动台5的下方;固定底座1包括上底座101,装置还包括固定于上底座101下部的第三驱动机构16,第三驱动机构16包括第三驱动电机161和至少一个x向滚珠丝杠162,下移动台6包括下平板601和位于下平板601下方的多个连接板602,上底座101设有供连接板602穿过的条形孔1011,连接板602的下部与x向滚珠丝杠162连接,其中一x向滚珠丝杠162由第三驱动电机161驱动,连接板602下部的x向滚珠丝杠162与连接板602相对应的条形孔1011错位设置;上移动台5包括上平板501和位于上平板501下方的下滑块502,下平板601上部开设有导向槽6011,下滑块502与导向槽6011滑动配合。上移动台5和下移动台6通过下滑块502和导向槽6011的滑动配合形成多轴向复合传动的运动形式。
100.本实施例中,固定底座1还包括下底壳102,下底壳102位于上底座101下,用于密封固定上底座101下部的第三驱动电机161等装置。一方面将第三驱动机构16的第三驱动电机
161、x向滚珠丝杠162等零部件运动设置在上底座101下部,将质量集中在上底座101下,降低装置整机重心并减轻移动平台运动载荷,在提高装置稳定性的同时实现高效节能的功效;另一方面,通过复合移动平台的独立单轴向运动,以实现工件在工作平面内任意一点的定位,突破了传统工作平台单自由度运动的现状,简化了加工模块驱动系统的设计;再者,x向滚珠丝杠162与连接板602相对应的条形孔1011错位设置,当磨削时,即便磨屑掉入条形孔1011时,随着条形孔1011向下掉落,而不会影响用于传动的x向滚珠丝杠162的运动,延长了本发明传动零件的使用寿命。
101.如图26所示,本实施例中,连接板602包括横板6022和竖板6021,竖板6021的一端连接于下平板601,竖板6021的另一端与横板6022的一端连接,横板6022的另一端与x向滚珠丝杠162连接,第三驱动电机161与其中一个x向滚珠丝杠162的一端连接并驱动x向滚珠丝杠162旋转,以带动横板6022沿x向移动。
102.横板6022在靠近x向滚珠丝杠162一侧设有限位孔60221,限位孔60221与x向滚珠丝杠162凹凸配合连接。本实施例中,共有三个x向滚珠丝杠162,其中位于中间的x向滚珠丝杠162与第三驱动电机161连接并由第三驱动电机161驱动,为主动件,位于两侧的x向滚珠丝杠162为从动件,起一定的支撑作用。本实施例中,第三驱动电机161输出端直接驱动x向滚珠丝杠162。在其他实施例中,第三驱动电机161输出端连接有齿轮,x向滚珠丝杠162端部设有齿轮,通过齿轮与齿轮配合实现传动。
103.三个x向滚珠丝杠162两端分别通过第三支撑座163固定于上底座101下方。本实施例中,第三支撑座163为橡胶材料制备而成。
104.下移动台6还包括限位块6012,限位块6012安装于导向槽6011一端并用于阻挡下滑块502运动。本实施例中,导向槽6011为燕尾槽,下滑块502为燕尾滑块,采用燕尾槽和燕尾滑块连接,即有助于导向定位也起到支撑的作用,限位块6012为橡胶块。
105.装置还包括至少两个伸缩杆10、伸缩杆固定块12、侧板13、固定板14、第二驱动机构15,第二驱动机构15包括第二驱动电机151、第二支撑座152和y向滚珠丝杠153,伸缩杆固定块12、固定板14、第二驱动机构15均分别设置于上底座101相对的两侧,上移动台5通过伸缩杆10与伸缩杆固定块12连接;伸缩杆固定块12两端分别与固定板14套接,第二驱动电机151固定于上底座101的侧面挖孔内,且通过固定板14将侧面挖孔进行密封,第二驱动电机151与y向滚珠丝杠153连接并驱动y向滚珠丝杠153转动,y向滚珠丝杠153驱动伸缩杆固定块12沿y向移动,第二支撑座152用于支撑y向滚珠丝杠153两端。
106.y向滚珠丝杠153布置在上底座101侧面下方,加长行程,螺母与横板6022连接,可在其内部滑动。条形孔1011通过两块橡胶相夹实现相对密封,在上移动台5和伸缩杆固定块12之间,于上底座101上设有伸缩挡板11,伸缩杆10自上移动台5穿过伸缩挡板11与伸缩杆固定块12连接。伸缩挡板11包括中部挡板111和套设于中部挡板111外的两端部挡板112,端部挡板112呈中空状,如此伸缩杆10在带动中部挡板111运动的同时,也可实现中部挡板111的密封。
107.如图24、25所示,伸缩杆10包括内导杆1003和多个外套筒1001、内套筒1002,外套筒1001、内套筒1002均套设于内导杆1003外且沿上移动台5对称设置,内导杆1003穿过上移动台5并与伸缩杆固定块12连接,外套筒1001的一端与伸缩杆固定块12连接,另一端套设于内套筒1002外侧或内侧且与内套筒1002滑动配合,内套筒1002的另一端与上移动台5的一
侧连接。本实施例中,伸缩杆10的内套筒1002和外套筒1001均为中空,以实现套接,伸缩杆10的内导杆1003外安装外套筒1001、内套筒1002,实现复杂传动系统的全封闭润滑,以此将涂有润滑油的内导杆1003与外界工作环境相隔绝,防止磨屑的渗入与堆积。一方面,防止磨屑在传动系统的不良堆积,避免传动系统磨损,延长其服役寿命;另一方面,提高装备传动与加工精度,实现一体化加工。
108.如图27所示,本实施例中,上平板501两侧开设有供伸缩杆10通过的平板通孔5011。
109.下移动台6由固定底座1下方的第三驱动电机161连接x向滚珠丝杠162进行传动,带动上移动台5沿x轴方向移动。上移动台5与下移动台6在x轴方向上相对固定。上移动台5与下移动台6之间通过两道燕尾槽与燕尾滑块契合固定,上移动台5由x轴方向的一根伸缩杆10带动实现y轴方向的运动,并且下移动台6的燕尾槽起导向的作用。带动上移动台5的伸缩杆10固定于两边的伸缩杆固定块12上,各自位于下移动台6移动区间两侧,伸缩杆固定块12由固定底座1下方的第二驱动电机151和y向滚珠丝杠153带动。上移动台5上固定工件,一方面,通过以上传动机构实现工件在底座平面内的x、y轴方向运动,所以工件可位于加工区域平面内的任意位置。另一方面,底座平面内的x、y轴方向运动,可以调整并保证工作台9倾斜之后的工作中心与增减材加工中心的重合,避免工作台9倾斜之后导致定位出错。如图28至34所示,第一连接件20包括球销座201、球头销202、连接杆203,球销座201一端与工作台9一端部连接,另一端与球头销202连接配合,连接杆203套设于球头销202外,第五驱动机构19与连接杆203连接。本实施例中,连接杆203采用弹性材料制成,可沿长度方向弹性延伸,与球头销202螺纹连接。
110.如图34所示,工作台9至少两端部设有延伸杆91,延伸杆91与球销座201连接。本实施例中,含有四个第一立柱3,每个第一立柱3内均设有分别用于驱动工作台9四个端部的第五驱动机构19,第五驱动机构19各自独立驱动对应工作台9延伸杆91,通过不同延伸杆91在高度方向上不同距离的移动,使工作台9倾斜不同角度。在其他实施例中,可根据零件的复杂程度,工作台9设置不同数量的延伸杆91达到倾斜角度的不同。
111.本实施例中,通过一固定支撑座21固定于上移动台5上,第一立柱3底部与固定支撑座21连接固定,工作台9与固定支撑座21间隔设置且关于加工中心对称设置,工作台9与固定支撑座11间隔设置,一方面防止上移动台5尺寸过小,不足以放置多个第一立柱3以及工作台9,突破了上移动台5尺寸的限制,另一方面便于整体替换不同大小的第一立柱3和工作台9。
112.如图29所示,第五驱动机构19包括第五驱动电机191、第五支撑座192、第五滚珠丝杠193和第五丝杠连接件194,第五滚珠丝杠193竖直设置,第五驱动电机191用于驱动第五滚珠丝杠193旋转,第五支撑座192支撑在第五滚珠丝杠193两端,第五丝杠连接件194套设在第五滚珠丝杠193外,第五丝杠连接件194自第一立柱3内延伸至第一立柱3外并与第一连接件20连接。
113.本实施例中,第一立柱3在靠近工作台9一侧开设有立柱前槽,立柱前槽用于供第五丝杠连接件194穿过,立柱前槽与第一立柱3内孔相连通,且立柱前槽与第五滚珠丝杠193错位设置,防止磨屑影响第五驱动机构19的传动。第五丝杠连接件194与连接杆203铰接。
114.通过第一立柱3内的第五滚珠丝杠193来控制工作台9各端部在z轴方向的移动,通
过不同端部在z轴方向的移动距离不同,实现工作台9的倾斜运动。在第五丝杠连接件194的固定和带动作用下带着工作台9各端部在z轴方向上下移动。本实施例中,第五驱动电机191为伺服电机,驱动第五滚珠丝杠193。在第一立柱3内开设有内孔,第五驱动机构19位于内孔内,第一立柱3在靠近工作台9一侧开设有供第五丝杠连接件194通过的前槽,前槽与内孔相连通,并且前槽与第五滚珠丝杠193错位设置,防止磨屑直接进入前槽影响第五驱动机构19的传动。内孔由水平设置的隔离板分隔成两部分,一部分容纳第五驱动电机191,另一部分容纳第五驱动机构19的其他重要零件。
115.如图1所示,装置还包括外罩2,外罩2固定于固定底座1上,并将工作台9磨削减材模块8、增材模块7与外界分隔。本实施例中,固定底座1上方罩设有外罩2,外罩2上开设有置物口(图中未示出),置物口上安装有可关闭和打开置物口的置物门。本实施例中,外罩2为透明罩,便于观察核心部件的工作状况,另一方面,外罩2用于密封保护核心部件,隔绝装备内工作环境与外部环境,提高加工质量以及操作人员安全性。
116.外罩2开设有进气孔和出气孔,用于将外罩2内抽真空或通入保护气体。本实施例中,进气孔和出气口分别相对设置于外罩2的侧壁上且分别靠近外罩2的上部和下部设置。一般惰性气体或者二氧化碳等保护气体都是比空气重的,进气口在下部,出气孔在上部,在加工过程是保持慢速进气的,外罩2内是负高压状态。
117.本发明中,以x向滚珠丝杠162的长度方向为x向,以y向滚珠丝杠153的长度方向为y向,以第一滚珠丝杠173的长度方向为z向,x向滚珠丝杠162和y向滚珠丝杠153垂直设置。
118.本实施例的快速成形装置的加工方法,包括以下步骤
119.将工件放置于工作台9上,开启增材模块7发射激光在工件表面产生熔池,将原料送至增材模块7下并在激光的作用下于熔池处熔化并固化在工件上,开启磨削减材模块8同步对固化后的工件侧面进行减材加工,改变工作台9上工件和增材模块7、磨削减材模块8的相对位置,达到预设厚度层后,向上移动增材模块7,开始下一厚度层的增材加工;
120.改变工作台9上工件和增材模块7、磨削减材模块8的相对位置包括以下方式:
121.方式a:开启第五驱动机构19驱动工作台9倾斜;
122.方式b:开启第六驱动机构18驱动增材模块7和磨削减材模块8同步水平移动;
123.方式c:开启第二驱动机构15驱动上移动台5水平移动;
124.方式d:开启第三驱动机构16驱动下移动台6水平移动;
125.方式e:开启第四驱动机构22驱动联动横梁27旋转运动;
126.方式f:开启第七驱动机构43驱动旋转横梁90水平移动;
127.减材加工具体包括:旋转磨削减材模块8的小砂轮81至与工件侧面贴合对工件进行侧面磨削;
128.向上移动增材模块7的具体步骤包括:开启龙门吊立柱42内的第一驱动机构17带动龙门吊横梁41向上移动。
129.本发明能一次性加工多轴线及轴线可变零构件,也可快速加工局部回转体重复阵列型的零构件或者一次性小批量加工小型复杂曲面零构件,典型零件图如图35所示,图35(a)是典型零件的结构示意图,图35(b)是典型零件的主视图。
130.虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对
本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1