多层复合金属的生产装置的制作方法
1.本发明属于复合金属技术领域,特别涉及多层复合金属的生产装置。
背景技术:
2.复合钢板就是指单一或多种材料以上的金属通过爆炸、轧制或爆炸轧制等工艺复合而成的钢板。复合钢板的种类很多,按其组合类型可分为两大类,即金属复合钢板和非金属复合钢板。金属复合钢板是在钢板表面复合其他金属覆层,如不锈钢复合钢板、钛复合钢板、铜复合钢板和铝复合钢板等。非金属复合钢板是基层钢板和减振性能优异的粘弹性树脂复合而成的,如轻量化复合钢板和减振复合钢板。
3.目前,工业化生产金属复合板的方法主要集中在爆炸复合法和轧制复合法两大类。轧制复合作为传统的生产方法,主要以热轧为主,即将需要复合的金属通过加热后经轧制复合。热轧工艺中需要加热坯料使组元金属在复合前表面上的液体吸附膜挥发变脆,并使结合处的金属在复合变形时产生再结晶及扩散。热轧后接触的两组元的真实结合面积会对复合材料的复合强度产生影响。而现有技术中鲜有通过影响结合面积来提高复合材料的复合强度的技术资料。
技术实现要素:
4.本发明针对上述现有技术的存在的问题,提供多层复合金属的生产装置。
5.本发明通过以下技术手段实现解决上述技术问题的:
6.多层复合金属的生产装置,包括:第一金属放卷辊、第二金属放卷辊、第三金属放卷辊、压花辊、第一折回过渡辊、第二折回过渡辊、加热炉、辊压机;压花辊设置在生产装置的端部,第一折回过渡辊设置在第一金属放卷辊的上方,第二折回过渡辊设置在第二金属放卷辊的下方;
7.第一金属依次经过第一金属放卷辊、压花辊、第一折回过渡辊、加热炉、辊压机;第二金属依次经过第二金属放卷辊、压花辊、第二折回过渡辊、加热炉、辊压机;第三金属从金属放卷辊放卷后并入第一金属与第二金属之间依次通入加热炉、辊压机。
8.进一步的,压花辊包括相对设置的第一辊体、第二辊体和导线,第一辊体包括同轴套设且能相对转动的第一内辊体、第一外辊体,第二辊体包括同轴套设且能相对转动的第二内辊体、第二外辊体,第一内辊体与第二内辊体均为中空管状;导线在第一内辊体与第二内辊体中交互反向贯穿形成涡流线圈。
9.进一步的,所述压花辊的辊体为高温结构陶瓷。
10.本发明的有益效果为:(1)在对复合金属的板材进行加热轧制前,通过物理手段使第一金属、第二金属的单侧面上形成粗糙的压制面,从而使得在加热轧制的时候第三金属的两面能分别向第一金属、第二金属的粗糙面上变形渗透,大大提高了不同结合组元的真实结合面积,有利于提高复合金属的结合强度;(2)通过前置的压花辊对第一金属、第二金属的作用,不仅能形成粗糙面,同时能在形成粗糙面的过程中对金属表面的氧化物或氧化
膜产生一定程度的破坏作用,加速氧化物或氧化膜的自然脱落及在加热炉中的脱落,进而进一步提高不同结合组元的真实结合面积,有利于提高复合金属的结合强度;(3)在设置粗糙面的轧制装置时,针对性设置的对辊轧制,即通过将第一金属、第二金属叠合后即可完成,这样不仅能通过一次轧制实现两个金属上的粗糙面,同时还能对内侧的金属面进行保护,保证其平整度;(4)本发明在粗糙面轧制工艺基础上进行整体性考虑,通过对辊一次轧制后翻转折回设置,可以快速实现第一金属、第二金属的反面,使得粗糙面贴合第三金属,进而通过轧合提高真实结合面积;(5)压花辊的进一步结构设定实现了在不影响压花辊轧制粗糙面以及导线穿过的前提下,通过涡流线圈交流电载荷对压花辊之间的金属形成涡流效应,对该部分的金属进行加热,不仅能帮助金属升温软化从而便于压花辊压出粗糙纹,同时也是对金属进行预热,从而便于提高后续加热炉对金属的加热效率。
11.说明书附图
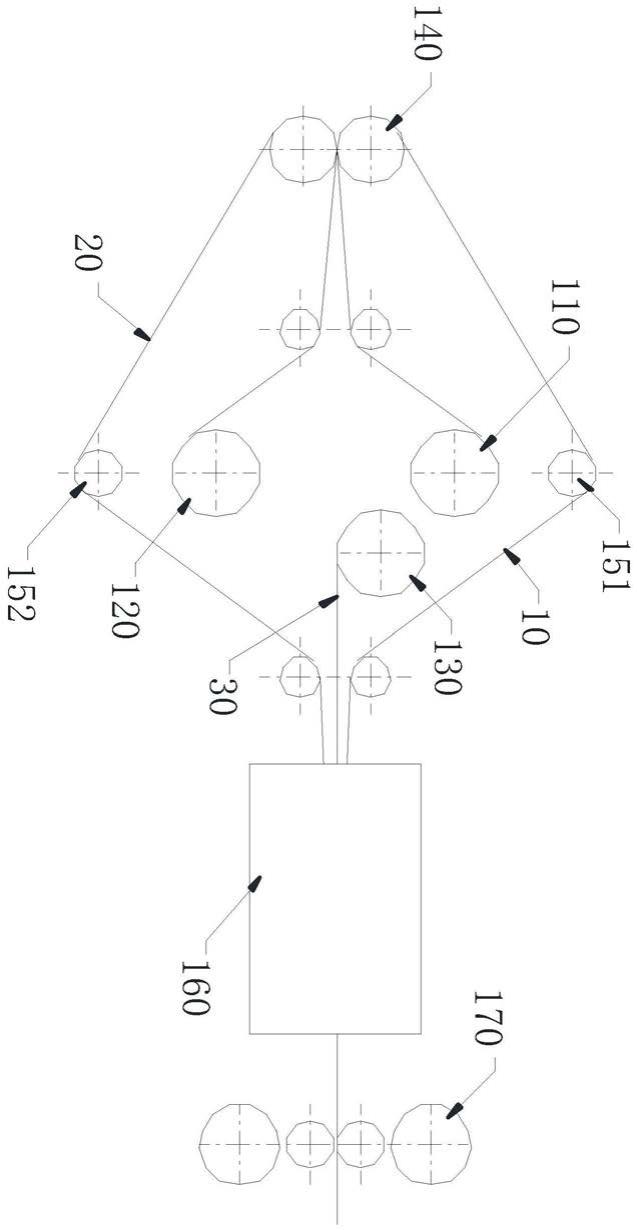
12.图1为生产装置的整体结构图;
13.图2为压花辊的整体结构图;
14.图3为压花辊的一种结构示意图;
15.图4为压花辊的另一种结构示意图。
具体实施方式
16.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.实施例
18.如图1~4所示,多层复合金属的生产装置,包括第一金属放卷辊110、第二金属放卷辊120、第三金属放卷辊130、压花辊140、第一折回过渡辊151、第二折回过渡辊152、加热炉160、辊压机170;压花辊140设置在生产装置的端部,第一折回过渡辊151设置在第一金属放卷辊110的上方,第二折回过渡辊152设置在第二金属放卷辊120的下方。
19.第一金属10依次经过第一金属放卷辊110、压花辊140、第一折回过渡辊151、加热炉160、辊压机170;第二金属20依次经过第二金属放卷辊120、压花辊140、第二折回过渡辊152、加热炉160、辊压机170;第三金属30从金属放卷辊130放卷后并入第一金属10与第二金属20之间依次通入加热炉160、辊压机170。
20.基于上述生产装置,在对复合金属的板材进行加热轧制前,通过物理手段使第一金属、第二金属的单侧面上形成粗糙的压制面,从而使得在加热轧制的时候第三金属的两面能分别向第一金属、第二金属的粗糙面上变形渗透,大大提高了不同结合组元的真实结合面积,有利于提高复合金属的结合强度;通过前置的压花辊对第一金属、第二金属的作用,不仅能形成粗糙面,同时能在形成粗糙面的过程中对金属表面的氧化物或氧化膜产生一定程度的破坏作用,加速氧化物或氧化膜的自然脱落及在加热炉中的脱落,进而进一步提高不同结合组元的真实结合面积,有利于提高复合金属的结合强度;在设置粗糙面的轧制装置时,针对性设置的对辊轧制,即通过将第一金属、第二金属叠合后即可完成,这样不仅能通过一次轧制实现两个金属上的粗糙面,同时还能对内侧的金属面进行保护,保证其
平整度;本发明所设置的轧合系统,在粗糙面轧制工艺基础上进行整体性考虑,通过对辊一次轧制后翻转折回设置,可以快速实现第一金属、第二金属的反面,使得粗糙面贴合第三金属,进而通过轧合提高真实结合面积。
21.上述的压花辊140具体包括相对设置的第一辊体141和第二辊体142,第一辊体141包括同轴套设且能相对转动的第一内辊体1411、第一外辊体1412,第二辊体142包括同轴套设且能相对转动的第二内辊体1421、第二外辊体1422,第一内辊体1411与第二内辊体1421均为中空管状;该压花辊140还包括载有交流电的导线143,导线143在第一内辊体1411与第二内辊体1421中交互反向贯穿形成涡流线圈。
22.该压花辊140在本实施例中主要起到对金属表面进行单面压花形成粗糙面的作用。通过设置内外套设的辊体结构,内外辊体之间可以通过轴承进行转动连接,一方面外辊体可以自由转动,从而在驱动机构的作用下配合来实现对金属的辊压,另一面内辊体则能相对固定进而供导线143穿入形成涡流线圈,并进一步通过涡流线圈交流电载荷对压花辊140之间的金属形成涡流效应,对该部分的金属进行加热,加热的目的不仅能帮助金属升温软化从而便于压花辊140压出粗糙纹,同时也是对金属进行预热,从而便于提高后续加热炉160对金属的加热效率。
23.上述的压花辊140采用高温结构陶瓷制作,优选为氮化硅陶瓷、氮化硼陶瓷、碳化硼陶瓷。由于压花辊140需要比复合金属拥有较高的硬度方能实现较好的轧制效果,将压花辊140设置为高温结构陶瓷,一方面是考虑到能提供更好的轧制效果,另一方面是高温结构陶瓷为非金属材料,不会受导线143的涡流效果影响升温,进而避免压花辊140长期因涡流效应而升温导致变形影响轧制效果及轧制尺寸厚度。
24.如图3和4所示,所述第一外辊体1412上固定安装有第一齿轮1413,对应的,第二外辊体1422上可以固定或不固定安装有第二齿轮1423。第一齿轮1413用于与驱动齿轮啮合从而驱动第一外辊体1412转动,当不设置第二齿轮1423时,仅通过第一外辊体1412、金属及第二外辊体1422的摩擦力带动第二外辊体1422转动;当设置第二齿轮1423时,则是通过第一齿轮1413与第二齿轮1423啮合驱动第二外辊体1422转动,以保证对金属轧制的同步性。
25.需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
26.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1