冲压加工方法、冲压加工机及冲压加工系统与流程
1.本公开涉及一种冲压加工方法、冲压加工机及冲压加工系统。
背景技术:
2.一般的冲压加工机构成为,通过冲头将作为工件的被冲压面的上表面压入,从而对工件进行冲压加工。例如,日本特开2016-120522的冲压加工机是构成为一边以维持冲头相对于竖直轴的倾斜(即,水平度)的方式使冲头移动,一边对工件进行冲压加工。
技术实现要素:
3.本技术人发现了以下问题。工件因制造误差而导致工件的被冲压面倾斜,或者工件产生轴向偏摆。因此,在使用日本特开2016-120522的冲压加工机,对产生了被冲压面的倾斜或轴向偏摆的工件进行冲压加工的情况下,具有工件被斜向挤出,轴向偏摆变大,不能高精度地对工件进行冲压加工的问题。
4.本公开是鉴于这样的问题点而完成的,实现能够高精度地对工件进行冲压加工的冲压加工方法、冲压加工机以及冲压加工系统。
5.本公开的一样式所涉及的冲压加工方法是通过冲压加工机的冲头对工件进行冲压加工的冲压加工方法,具备:测定前述工件的被冲压面相对于竖直轴的倾斜或前述工件相对于竖直轴的轴向偏摆的工序;以及基于前述工件的被冲压面的倾斜或前述工件的轴向偏摆,使前述冲头相对于竖直轴倾斜而对前述工件进行冲压加工的工序。
6.上述冲压加工方法优选地具备基于前述冲压加工机的多个驱动轴的转速的差来调整前述冲头的倾斜的工序。
7.在上述冲压加工方法中,优选地,在对前述工件进行冲压加工时,在使前述冲头的冲压面与前述工件的被冲压面面接触的状态下,一边用前述冲头将前述工件压入,一边减小前述冲头相对于竖直轴的倾斜,修正前述工件的冲压面的倾斜。
8.在上述冲压加工方法中,优选地,在对前述工件进行冲压加工时,从使前述冲头向与前述工件相对于竖直轴轴向偏摆的倾斜方向相反的方向倾斜的状态,一边减小该冲头相对于竖直轴的倾斜,一边用前述冲头将前述工件压入,修正前述工件的轴向偏摆。
9.本公开的一样式所涉及的冲压加工机是用于对工件进行冲压加工的冲压加工机,具备:多个驱动轴;多个马达,其驱动各个前述驱动轴;冲头,驱动力从前述多个驱动轴被传递,从而所述冲头沿着前述多个驱动轴移动;以及容许机构,其容许前述冲头相对于前述多个驱动轴的倾斜。
10.在上述冲压加工机中,优选地,基于前述工件的被冲压面相对于竖直轴的倾斜或前述工件相对于竖直轴的轴向偏摆,控制前述多个马达,以便在使前述冲头相对于竖直轴倾斜的状态下,使前述冲头将前述工件压入。
11.在上述冲压加工机中,优选地,前述容许机构具备:螺母,其与前述驱动轴的螺纹部螺合;第一球面台座,其在前述驱动轴穿过的状态下固定于前述螺母,具有球面;第二球面台座,其在前述驱动轴和前述螺母穿过的状态下固定于前述冲头,具有与前述第一球面台座的球面面接触的球面;传动部,其将前述螺母向上下方向的移动传递到前述冲头;以及容许部,其容许前述第一球面台座和前述第二球面台座的相对移动,其中前述第一球面台座支承于前述第二球面台座。
12.本公开的一样式所涉及的冲压加工系统具备:上述的冲压加工机;测定装置,其测定前述工件的被冲压面相对于竖直轴的倾斜或前述工件相对于竖直轴的轴向偏摆;以及控制装置,其基于前述测定装置的测定结果,控制前述多个马达。
13.根据本公开,可以实现能够高精度地对工件进行冲压加工的冲压加工方法、冲压加工机以及冲压加工系统。
附图说明
14.下面将参照附图描述本发明的示例性实施例的特征、优点、以及技术和工业意义,附图中相同的附图标记示出相同的元件。图1是示出实施方式1的冲压加工系统的控制系统的框图。图2是概略地示出实施方式1的冲压加工系统中使用的冲压加工机的正视图。图3是概略地示出实施方式1的冲压加工系统中使用的冲压加工机的立体图。图4是例示工件的图。图5是例示不同的工件的图。图6是用于说明实施方式1的冲压加工机中使用的容许机构的结构的概略图。图7是示出对工件进行冲压加工前的状态的图。图8是示出对工件进行冲压加工中的状态的图。图9是示出对工件进行冲压加工后的状态的图。图10是示出基于工件的轴向偏摆使冲头倾斜的状态的图。图11是示出形成有花键的冲压品的图。
具体实施方式
15.在下文中,将参考附图详细说明适用本公开的具体实施方式。然而,本公开不限于以下实施方式。另外,为了使说明明确,以下的记载和附图被适当地简化。
16.《实施方式1》首先,说明本实施方式的冲压加工系统的结构。本实施方式的冲压加工系统适合
于对工件进行冲压加工。图1是示出本实施方式的冲压加工系统的控制系统的框图。图2是概略地示出本实施方式的冲压加工系统中使用的冲压加工机的正视图。图3是概略地示出本实施方式的冲压加工系统中使用的冲压加工机的立体图。
17.此外,在以下的说明中,为了使说明明确,使用三维(xyz)坐标系进行说明。在此,x轴正侧相当于冲压加工机的前侧,x轴负侧相当于冲压加工机的后侧,y轴正侧相当于冲压加工机的左侧,y轴负侧相当于冲压加工机的右侧,z轴正侧相当于冲压加工机的上侧,z轴负侧相当于冲压加工机的下侧。
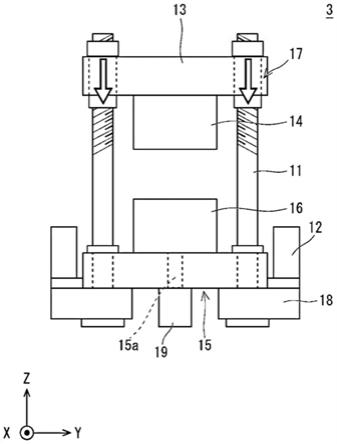
18.如图1所示,本实施方式的冲压加工系统1具备测定装置2、冲压加工机3以及控制装置4,例如,测定装置2、冲压加工机3以及控制装置4经由网络5连接。但是,控制装置4也可以搭载在冲压加工机3上。
19.测定装置2测定作为冲压对象物的工件6的被冲压面的倾斜或工件6的轴向偏摆。在此,图4是例示工件的图。图5是例示不同的工件的图。
20.例如,如图4所示,在工件6为柱状的情况下,工件6的被冲压面6a的倾斜为相对于z轴的倾斜(换言之,为相对于xy平面的倾斜)。另外,例如,如图5所示,在工件6为带台阶的情况下,工件6的轴向偏摆是将工件6的z轴正侧的部分6b的中心轴ax1与z轴(即,竖直轴)平行地配置时的工件6的z轴负侧的部分6c的中心轴ax2相对于该z轴的倾斜。此外,图5的工件6示出没有轴向偏摆的状态。
21.测定装置2能够由一般的接触式或非接触式的三维测定机构成。在测定装置2是接触式三维测定机的情况下,通过沿着工件6的表面移动探针(即测定触头)来获得工件6的表面的三维形状。
22.另外,在测定装置2是非接触式三维测定机的情况下,通过接收照射到工件6的表面的光的反射光,来获得工件6的表面的三维形状。测定装置2基于所获得的工件6的表面的三维形状来计算工件6的被冲压面6a的倾斜和工件6的轴向偏摆,并将示出计算结果的信息输出到控制装置4。
23.如图1至图3所示,冲压加工机3具备驱动轴11、马达12、滑块13、冲头14、床身15、冲模16以及容许机构17。驱动轴11由螺杆构成,沿z轴方向延伸。而且,驱动轴11例如如图2及图3所示,从z轴方向观察,配置在大致矩形的角部。
24.即,本实施方式的冲压加工机3具备4根驱动轴11。但是,对于驱动轴11,如后所述,为了能够使冲头14在z轴方向上移动,多根驱动轴11隔开间隔配置即可。
25.马达12使驱动轴11旋转驱动。马达12例如由伺服马达构成,经由减速器18与驱动轴11可传递驱动力地连接。因此,本实施方式的冲压加工机3具备4个马达12。
26.由此,本实施方式的冲压加工机3为能够使驱动轴11的转速个别地变化的结构。马达12的转速例如由设置在该马达12的编码器12a(参照图1)检测,示出检测结果的信息被输出到控制装置4。
27.滑块13经由容许机构17与各个驱动轴11连接,以架设在各个驱动轴11上。由此,本实施方式的冲压加工机3构成为,通过从各个驱动轴11向滑块13传递驱动力,滑块13沿着各个驱动轴11在z轴方向上移动,同时基于各个驱动轴11的转速差而倾斜,详细情况将在后面叙述。
28.冲头14是用于将工件6压入的上模。冲头14固定在滑块13的z轴负侧的端部。因此,
冲头14以与滑块13的动作对应的方式在z轴方向上移动,以及相对于z轴倾斜。
29.床身15相对于滑块13配置在z轴负侧。而且,各驱动轴11可旋转地穿过床身15。此外,如图2所示,可以在床身15形成用于使脱模部19通过的贯通部15a。脱模部19将对工件6进行了冲压加工所成的冲压品7(参照图9)从冲模16向z轴正侧挤出。
30.冲模16是当工件6被冲头14压入时保持工件6的下模,以便与冲头14一起将工件6冲压加工成期望的形状。在冲模16形成有插入工件6的插入部16a(参照图7)。冲模16固定在床身15的z轴正侧的端部,以在z轴方向上与冲头14对置的方式配置。附带说一下,在图2和图3中,简化地示出了冲头14和冲模16。
31.容许机构17将驱动轴11的驱动力传递给滑块13,并且容许滑块13相对于驱动轴11的倾斜。图6是用于说明本实施方式的冲压加工机中使用的容许机构的结构的概略图。如图6所示,容许机构17具备螺母21、第一球面台座22、第二球面台座23、传动部24及容许部25。
32.螺母21以圆筒形状为基本形态,在螺母21的内周面形成有螺纹部。而且,在螺母21的z轴正侧的端部形成有向螺母21的径向外侧突出的凸缘部21a。另外,螺母21的螺纹部与形成在驱动轴11的周面上的螺纹部螺合。这样的驱动轴11和螺母21构成滚珠丝杠。
33.第一球面台座22是从z轴方向观察为圆环形状的板体,具备贯通部22a及球面22b。贯通部22a在z轴方向上贯通第一球面台座22的大致中央,具有能够使螺母21穿过的直径。第一球面台座22的直径例如与螺母21的外径大致相等。
34.球面22b为凸向z轴负侧的形状,具有以通过第一球面台座22的中央并沿z轴方向延伸的中心轴ax3上的规定位置为中心的半径。这样的第一球面台座22,以螺母21穿过贯通部22a而第一球面台座22相对于该螺母21的凸缘部21a配置在z轴负侧的状态,固定在螺母21的z轴正侧的端部。
35.第二球面台座23是从z轴方向观察为圆环形状的板体,第二球面台座23的外径例如比第一球面台座22的外径稍大。第二球面台座23具备贯通部23a及球面23b。
36.贯通部23a在z轴方向上贯通第二球面台座23的大致中央,具有能够使螺母21穿过的直径。贯通部23a的直径例如比螺母21的外径稍大。球面23b为凹向z轴负侧的形状,为能够与第一球面台座22的球面22b大致面接触的形状。
37.第二球面台座23以螺母21穿过贯通部23a且第一球面台座22的球面22b与第二球面台座23的球面23b大致面接触的状态,固定在滑块13的z轴正侧的端部。
38.此时,在第二球面台座23的贯通部23a与螺母21之间形成有容许第二球面台座23与螺母21的相对倾斜的第一间隙g1。另外,以第一球面台座22的贯通部22a的中心轴与第二球面台座23的贯通部23a的中心轴大致重合的方式配置第一球面台座22及第二球面台座23。
39.此外,在本实施方式中,使第一球面台座22的球面22b为凸向z轴负侧的形状,使第二球面台座23的球面23b为凹向z轴负侧的形状,但也可以使第一球面台座22的球面22b为凹向z轴正侧的形状,使第二球面台座23的球面23b为凸向z轴正侧的形状。
40.传动部24将螺母21向z轴正侧的移动传递给滑块13。传动部24具备被卡合部24a和臂部24b。被卡合部24a形成在螺母21的凸缘部21a或第一球面台座22。
41.被卡合部24a例如是由在螺母21的凸缘部21a的z轴负侧且在该凸缘部21a的径向外侧的角部形成的切口部和第一球面台座22共同形成的槽部。
42.臂部24b以圆筒形状为基本形态,具备贯通部24c及突出部24d。贯通部24c沿z轴方向贯通臂部24b,形成可容纳第一球面台座22及第二球面台座23的空间。贯通部24c的直径例如与第二球面台座23的外径大致相等。
43.突出部24d从臂部24b的z轴正侧的端部向该臂部24b的径向内侧突出,突出部24d的z轴方向的厚度比被卡合部24a的z轴方向的高度稍小。
44.另外,从z轴方向观察,突出部24d的向臂部24b径向内侧的突出量,比第二球面台座23的外周面与传动部24的被卡合部24a的沿螺母21的径向最凹陷的端面之间的距离稍短。
45.在贯通部24c中容纳有第一球面台座22及第二球面台座23,且突出部24d与被卡合部24a卡合的状态下,臂部24b固定在滑块13的z轴正侧的端部。
46.在这样的传动部24中,当螺母21向z轴正侧移动时,传动部24的被卡合部24a的z轴负侧的面与臂部24b的突出部24d的z轴负侧的面接触,螺母21的z轴正侧的移动经由臂部24b传递到滑块13。
47.另一方面,当螺母21向z轴负侧移动时,传递部24的被卡合部24a的z轴正侧的面与臂部24b的突出部24d的z轴正侧的面接触,螺母21的z轴负侧的移动经由臂部24b传递到滑块13。
48.此时,在臂部24b的贯通部24c与第一球面台座22的外周面之间、以及在臂部24b的突出部24d与被卡合部24a之间,形成有容许臂部24b与螺母21及第一球面台座22的相对倾斜的第二间隙g2。
49.容许部25容许第一球面台座22和第二球面台座23的相对移动。容许部25具备第1间隙g1和第2间隙g2。由此,在滑块13相对于驱动轴11倾斜时,能够抑制螺母21与第二球面台座23及臂部24b干涉,并且能够抑制第一球面台座22与臂部24b干涉。
50.控制装置4基于测定装置2的测定结果,控制各个马达12。此时,如后所述,控制装置4可以控制各个马达12,以修正工件6的被冲压面6a的倾斜或工件6的轴向偏摆。
51.接着,说明使用本实施方式的冲压加工系统1对工件6进行冲压加工的流程。图7是示出对工件进行冲压加工前的状态的图。图8是示出对工件进行冲压加工中的状态的图。图9是示出对工件进行冲压加工后的状态的图。在此,在本实施方式中,使用z轴负侧的面(即,冲压面)14a平坦的冲头14,将图4所示的实心的柱形状的工件6压入冲模16中的形成有颈缩部16b的插入部16a,成形带台阶的冲压品7。
52.首先,测定装置2测定工件6的被冲压面6a的倾斜,将示出测定结果的信息输出到控制装置4。然后,操作者对着冲压加工机3的冲模16的插入部16a的颈缩部16b,在z轴正侧的部分插入工件6。
53.接着,控制装置4基于测定结果控制各个马达12,如图7所示,以与工件6的被冲压面6a的倾斜对应的方式使滑块13倾斜。由此,例如冲头14的冲压面14a与工件6的被冲压面6a大致平行地配置。
54.此时,冲压加工机3构成为通过容许机构17容许滑块13相对于驱动轴11倾斜,因此能够使冲头14良好地以与工件6的被冲压面6a的倾斜对应的方式倾斜。
55.接着,控制装置4控制各个马达12,如图8所示,一边将滑块13维持在倾斜的状态,一边使冲头14的冲压面14a与工件6的被冲压面6a大致面接触。然后,控制装置4控制各个马
达12,使滑块13向z轴负侧移动,经由冲头14将工件6的z轴负侧的端部压入冲模16的插入部16a的颈缩部16b。
56.此时,滑块13以与工件6的被冲压面6a的倾斜对应的方式倾斜,冲头14的冲压面14a和工件6的被冲压面6a大致平行地配置,因此,工件6的被冲压面6a的各位置的向z轴负侧的压入量大致相等(例如,工件6的被冲压面6a的y轴正侧的端部和y轴负侧的端部的向z轴负侧的压入量大致相等)。由此,能够使工件6被冲头14向z轴负侧压入的材料量大致均匀化,能够抑制工件6的轴向偏摆。
57.接着,控制装置4控制各个马达12,一边使冲头14向z轴负侧移动,一边将冲头14的冲压面14a配置成与xy平面大致平行。即,使冲头14向z轴负侧移动,同时减小冲头14相对于z轴的倾斜。由此,工件6的z轴负侧的部分被压入冲模16的插入部16a的颈缩部16b,同时工件6的被冲压面6a的倾斜被修正。
58.然后,如图9所示,当工件6向z轴负侧的压入量达到规定量时,控制装置4控制各个马达12,使冲头14向z轴负侧的移动停止。由此,能够成形带台阶的冲压品7。
59.之后,控制装置4控制各个马达12,使冲头14向z轴正侧移动,控制脱模器19,将带台阶的冲压品7向z轴正侧挤出后,冲压加工结束。
60.这样,本实施方式的冲压加工系统1、冲压加工机3以及冲压加工方法,由于以与工件6的被冲压面6a的倾斜对应的方式使冲头14倾斜而对该工件6进行冲压加工,所以能够使工件6的被冲压面6a的各位置处的向z轴负侧的压入量大致相等,能够抑制工件6的轴向偏摆。因此,能够高精度地对工件6进行冲压加工。
61.而且,本实施方式的冲压加工系统1、冲压加工机3以及冲压加工方法,使冲头14向z轴负侧移动,同时将冲头14的冲压面14a配置成与xy平面大致平行,因此能够修正工件6的被冲压面6a的倾斜。
62.《实施方式2》在本实施方式中,为了在产生轴向偏摆的工件上成形花键,对工件进行冲压加工。在此,图10是示出基于工件的轴向偏摆使冲头倾斜的状态的图。图11是示出形成了花键的冲压品的图。
63.在工件上形成花键时也可以使用与实施方式1的冲压加工系统1大致相同的结构的冲压加工系统,但如图10所示,本实施方式的冲头31以大致圆柱状为基本形态,在冲头31的周面上沿该冲头31的周向大致等间隔地形成有花键31a。此外,在图10中,将花键31a简化地示出。
64.另外,工件32以有底圆筒状为基本形态,在工件32的内部形成有将形成花键的被加工部32a。在此,假设在工件32载置在xy面上的状态下,工件32的被加工部32a的中心轴ax4越往z轴负侧越趋向y轴正侧,存在轴向偏摆。即,工件32的被加工部32a向y轴正侧轴向偏摆。
65.使用这样的冲头31和工件32,首先,测定装置2测定工件32的被加工部32a的中心轴ax4的轴向偏摆,并将示出测定结果的信息输出到控制装置4。然后,操作者将工件32配置在冲压加工机的冲模的插入部。此时,冲模的插入部形成为可容纳工件32的凹部。
66.接着,如图10所示,控制装置4基于测定结果控制各个马达12,经由滑块13使冲头31向与工件32的被加工部32a的中心轴ax4的轴向偏摆相反的一侧倾斜。例如,在工件32的
被加工部32a的中心轴ax4以角度θ1向y轴正侧倾斜的情况下,使冲头31的中心轴ax5以大致相等的角度θ2向y轴负侧倾斜。
67.接着,控制装置4控制各个马达12,在使冲头31的中心轴ax5倾斜的状态下使滑块13向z轴负侧移动,将冲头31的z轴负侧的端部压入工件32的被加工部32a,同时减小冲头31的中心轴ax5相对于z轴的倾斜,由此能够成形如图11所示的在被加工部32a的周面上形成有花键8a的冲压品8。
68.在工件32的被加工部32a的中心轴ax4如上所述地存在轴向偏摆的情况下,在将冲头31的中心轴ax5配置成与z轴平行的状态下,将冲头31压入工件32的被加工部32a而在该被加工部32a的周面上成形花键时,花键仿照被加工部32a的中心轴ax4的轴向偏摆而成形,从而无法高精度地成形花键。
69.另一方面,在如本实施方式那样地使冲头31相对于工件32的被加工部32a的中心轴ax4的轴向偏摆向相反侧倾斜的状态下,使冲头31向z轴负侧移动而在工件32的被加工部32a的周面上成形花键8a的情况下,能够使工件32的轴向偏摆侧被向z轴负侧压入的材料量比相反侧被向z轴负侧压入的材料量多,以抵消被加工部32a的中心轴ax4的轴向偏摆。
70.例如,能够使工件32的被加工部32a的y轴正侧的部分被向z轴负侧压入的材料量,比y轴负侧的部分被向z轴负侧压入的材料量多。因此,能够在抑制被加工部32a的中心轴ax4的轴向偏摆的增加的同时,在该被加工部32a的周面成形花键8a。因此,能够高精度地对工件32进行冲压加工。
71.特别是,在本实施方式中,将冲头31的z轴负侧的端部压入工件32的被加工部32a,同时使冲头31的中心轴ax5相对于z轴的倾斜减小,因此,在冲压加工后,能够大致将被加工部32a的中心轴ax4与z轴大致平行地配置。由此,能够修正工件32的轴向偏摆。
72.本公开不限于上述实施例,可以在不脱离其精神的情况下进行适当修改。
73.上述实施方式的冲压加工系统1将测定装置2与冲压加工机3分体构成,但也可以将测定装置2与冲压加工机3构成为一体。即,也可以在冲压加工机3上搭载测定装置2。
74.在上述实施方式中,使冲头14、31向z轴负侧移动,同时使冲头14、31相对于z轴的倾斜减小,但也可以使冲头14、31维持倾斜的状态,同时对工件6、32进行冲压加工。
75.在上述实施方式中,将本发明作为硬件的结构进行了说明,但本发明不限于此。本发明也可以通过使cpu(central processing unit:中央处理单元)执行计算机程序来实现任意的处理。
76.程序可以使用各种类型的非临时计算机可读介质(non-transitory computer readable medium)来存储并提供给计算机。非临时计算机可读介质包括具有各种类型的实体的记录介质(tangible storage medium)。非临时计算机可读介质的示例包括磁记录介质(例如,软盘、磁带、硬盘驱动器)、磁光记录介质(例如,磁光盘)、cd-rom(read only memory:只读存储器)、cd-r、cd-r/w、半导体存储器【例如,掩模rom、prom(programmable rom:可编程的rom)、eprom(erasable prom:可擦除prom)、闪存rom、ram(random access memory:随机存取存储器)】。另外,程序还可以通过各种类型的临时计算机可读介质(transitory computer readable medium)提供给计算机。临时计算机可读介质的示例包括电信号、光信号和电磁波。临时计算机可读介质可以经由诸如电线和光纤等有线通信路径或无线通信路径向计算机提供程序。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1