一种液压油缸的组合加工设备的制作方法
1.本发明涉及液压缸加工设备技术领域,尤其涉及一种液压油缸的组合加工设备。
背景技术:
2.目前,套筒式液压油缸的活塞杆与缸筒组合加工都是以专人专机的模式为主,加工成本高,现场操作繁琐,焊接、加工效率低,劳动强度高;久而久之会出现疲劳加工、质量事故等。
3.鉴于以上所述,实有必要提供一种新型的液压油缸的组合加工设备以克服上述缺陷。
技术实现要素:
4.本发明的目的是提供一种液压油缸的组合加工设备,全程通过控制器来控制第一自动搬运装置、第二自动搬运装置以及第三自动搬运装置运行,使第一自动搬运装置、第二自动搬运装置以及第三自动搬运装置自动搬运至加工工序设备中,不再需要人工搬运工件配合加工工序设备的方式来完成加工,提高了生产效率,减小了人工成本,自动化程度高。
5.为了实现上述目的,本发明提供一种液压油缸的组合加工设备,包括第一车床、第二车床、双头车床、第一自动搬运装置、第二自动搬运装置、第一焊接装置以及第二焊接装置;所述第一车床、第二车床以及双头车床成排间隔设置于所述第一自动搬运装置和第二自动搬运装置的一侧,所述第一焊接装置以及第二焊接装置成排间隔设置于所述第一自动搬运装置和第二自动搬运装置的另一侧,
6.所述第一自动搬运装置用于将待加工的缸筒移动至第一车床、第二车床以及第一焊接装置上,所述第一车床用于精车缸筒的堵盖配合内孔,第二车床用于精车活塞杆头配合内孔,所述第一焊接装置用于将活塞杆头顶进缸筒内并进行焊接,所述第二自动搬运装置用于将第一焊接装置焊接后的缸筒移动至第二焊接装置上并能够将第二焊接装置焊接后的缸筒移动至双头车床上,所述第二焊接装置用于将堵盖焊接于缸筒上,所述双头车床用于对缸筒上的活塞杆头打中心孔以及精车内孔倒角。
7.优选的,所述第一自动搬运装置包括第一滑轨以及第一六轴关节机器人,所述第一车床、第二车床以及双头车床成排间隔设置于所述第一滑轨的一侧,所述第一焊接装置以及第二焊接装置成排间隔设置于所述第一滑轨的另一侧,所述第一六轴关节机器人滑动连接于所述第一滑轨上,所述第一六轴关节机器人能够在所述第一滑轨上移动并将缸筒移动至第一车床、第二车床、第一焊接装置上。
8.优选的,所述第二自动搬运装置包括第二滑轨以及第二六轴关节机器人,所述第一车床、第二车床以及双头车床成排间隔设置于所述第二滑轨的一侧,所述第一焊接装置以及第二焊接装置成排间隔设置于所述第二滑轨的另一侧,所述第二滑轨与第一滑轨连接,所述第二六轴关节机器人滑动连接于所述第二滑轨上,所述第二六轴关节机器人能够在所述第二滑轨上移动并将焊接后的缸筒移动至双头车床上。
9.优选的,所述第一焊接装置包括第一桁架、滑动连接于所述第一桁架上的第一机械手、安装于所述第一桁架下方的第一卡盘组件以及与所述第一卡盘组件相邻设置的第一焊枪;所述第一机械手能够在所述第一桁架上滑动将活塞杆头抓取放置于所述第一卡盘组件上。
10.优选的,所述第一卡盘组件包括底座以及间隔装设于所述底座上的两个第一卡盘;两个第一卡盘用于夹持缸筒,且其中一个第一卡盘能够在底座上移动。
11.优选的,所述第一焊接装置还包括加热装置,所述加热装置与所述第一卡盘组件相邻设置且所述加热装置上设置有加热圈。
12.优选的,所述第二焊接装置包括第二桁架、第二机械手、夹持组件、第二卡盘组件以及第二焊枪;所述第二机械手滑动连接于所述第二桁架上,所述夹持组件与所述第二桁架相邻设置,所述第二卡盘组件与所述夹持组件相邻设置,所述第二焊枪与所述夹持组件相邻设置并位于所述夹持组件的上方。
13.优选的,所述夹持组件包括安装座以及装设于所述安装座上并位于所述第二卡盘组件上方的夹爪,所述夹爪用于夹持缸筒。
14.优选的,还包括上料架、第三车床以及第三自动搬运装置;所述上料架设置于所述第三车床和双头车床之间,所述第三自动搬运装置与所述第三车床相邻间隔设置。
15.优选的,还包括置料台,所述置料台与所述第一焊接装置和第二焊接装置相邻设置。
16.与现有技术相比,本发明提供的一种液压油缸的组合加工设备,有益效果在于:在第一车床、第二车床以及双头车床相邻的位置设置有第一自动搬运装置和第二自动搬运装置,第三车床相邻的位置设置有第三车床,全程自动控制第一自动搬运装置、第二自动搬运装置以及第三自动搬运装置运行,使第一自动搬运装置、第二自动搬运装置以及第三自动搬运装置自动搬运至加工工序设备中,不再需要人工搬运工件配合加工工序设备的方式来完成加工,提高了生产效率,减小了人工成本,自动化程度高。
附图说明
17.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
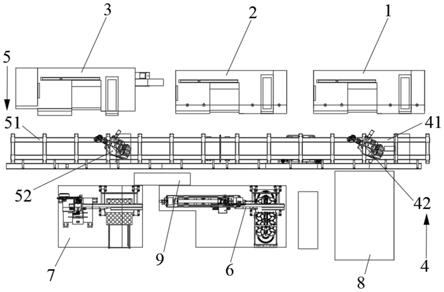
18.图1为本发明提供的液压油缸的组合加工设备的第一部分的结构示意图。
19.图2为本发明提供的液压油缸的组合加工设备的第二部分的结构示意图。
20.图3为图1所示的第一焊接装置的立体图。
21.图4为图1所示的第二焊接装置的立体图。
22.图5为工件的结构示意图。
23.图6为本发明提供的液压油缸的组合加工设备的结构示意图。
24.附图标记:1、第一车床;2、第二车床;3、双头车床;4、第一自动搬运装置;5、第二自动搬运装置;6、第一焊接装置;7、第二焊接装置;41、第一滑轨;42、第一六轴关节机器人;51、第二滑轨;52、第二六轴关节机器人;8、上料库;61、第一桁架;62、第一机械手;63、第一
卡盘组件;631、底座;632、第一卡盘;64、第一焊枪;65、加热装置;651、加热圈;9、置料台;71、第二桁架;72、第二机械手;73、夹持组件;74、第二卡盘组件;75、第二焊枪;731、安装座;732、夹爪;10、上料架;11、第三车床;12、第三自动搬运装置;121、第三滑轨;122、第三六轴关节机器人;13、下料库;100、缸筒;200、堵盖配合内孔;300、活塞杆头配合内孔;400、堵盖;500、活塞杆头。
具体实施方式
25.为了使本发明的目的、技术方案和有益技术效果更加清晰明白,以下结合附图和具体实施方式,对本发明进行进一步详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本发明,并不是为了限定本发明。
26.请参阅图1,本发明提供一种液压油缸的组合加工设备,包括第一车床1、第二车床2、双头车床3、第一自动搬运装置4、第二自动搬运装置5、第一焊接装置6以及第二焊接装置7;所述第一车床1、第二车床2以及双头车床3成排间隔设置于所述第一自动搬运装置4和第二自动搬运装置5的一侧,所述第一焊接装置6以及第二焊接装置7成排间隔设置于所述第一自动搬运装置4和第二自动搬运装置5的另一侧,
27.所述第一自动搬运装置4用于将待加工的工件(液压油缸的缸筒100)移动至第一车床1、第二车床2以及第一焊接装置6上,所述第一车床1用于精车缸筒100的堵盖配合内孔200,第二车床2用于精车活塞杆头配合内孔300,所述第一焊接装置6用于将活塞杆头500顶进缸筒100内并进行焊接,所述第二自动搬运装置5用于将第一焊接装置6焊接后的缸筒100移动至第二焊接装置7上并能够将第二焊接装置7焊接后的缸筒100移动至双头车床3上,所述第二焊接装置7用于将堵盖400焊接于缸筒100上,所述双头车床3用于对缸筒100上的活塞杆头500打中心孔以及精车内孔倒角。
28.请一同参阅图2至图6,进一步的,所述第一自动搬运装置4包括第一滑轨41以及第一六轴关节机器人42,所述第一车床1、第二车床2以及双头车床3成排间隔设置于所述第一滑轨41的一侧,所述第一焊接装置6以及第二焊接装置7成排间隔设置于所述第一滑轨41的另一侧,所述第一六轴关节机器人42滑动连接于所述第一滑轨41上,所述第一六轴关节机器人42能够在所述第一滑轨41上移动并将缸筒100移动至第一车床1、第二车床2、第一焊接装置6上。
29.进一步的,所述第二自动搬运装置5包括第二滑轨51以及第二六轴关节机器人52,所述第一车床1、第二车床2以及双头车床3成排间隔设置于所述第二滑轨51的一侧,所述第一焊接装置6以及第二焊接装置7成排间隔设置于所述第二滑轨51的另一侧,所述第二滑轨51与第一滑轨41连接,所述第二六轴关节机器人52滑动连接于所述第二滑轨51上,所述第二六轴关节机器人52能够在所述第二滑轨51上移动并将焊接后的缸筒100移动至双头车床3上。
30.进一步的,所述液压油缸的组合加工设备还包括上料库8,所述上料库8与所述第一自动搬运装置4和第一焊接装置6相邻设置。通过工人预先将待加工的工件批量放置在上料库8中,以便第一自动搬运装置4的第一六轴关节机器人42移动上料库8中的工件至第一车床1上。
31.进一步的,所述第一焊接装置6包括第一桁架61、滑动连接于所述第一桁架61上的
第一机械手62、安装于所述第一桁架61下方的第一卡盘组件63以及与所述第一卡盘组件63相邻设置的第一焊枪64;所述第一机械手62能够在所述第一桁架61上滑动将活塞杆头500抓取放置于所述第一卡盘组件63上,当所述第一自动搬运装置4将缸筒100放置于所述第一卡盘组件63上时,所述第一卡盘组件63将活塞杆头500顶进缸筒100内,所述第一焊枪64对缸筒100与活塞杆头500处的缝隙进行圆周焊接。
32.进一步的,所述第一卡盘组件63包括底座631以及间隔装设于所述底座631上的两个第一卡盘632;两个第一卡盘632用于夹持缸筒100,且其中一个第一卡盘632能够在底座631上移动。当所述第一自动搬运装置4将缸筒100放置于所述第一卡盘组件63上时,所述第一卡盘组件63的两个第一卡盘632夹持缸筒100,且能够在底座631上移动的第一卡盘632将机械手抓取的活塞杆头500取下并顶进缸筒100内。
33.进一步的,所述第一焊接装置6还包括加热装置65,所述加热装置65与所述第一卡盘组件63相邻设置且所述加热装置65上设置有用于对缸筒100进行加热的加热圈651。当所述加热圈651对缸筒100进行加热后,以便活塞杆头500与缸筒100过盈配合使能够在底座631上移动的第一卡盘632将活塞杆头500顶进缸筒100内。
34.进一步的,所述液压油缸的组合加工设备还包括置料台9,所述置料台9与所述第一焊接装置6和第二焊接装置7相邻设置。当所述焊枪焊接完成后,所述第一自动搬运装置4将焊接后的缸筒100抓取放置在置料台9上。
35.进一步的,所述第二焊接装置7包括第二桁架71、第二机械手72、夹持组件73、第二卡盘组件74以及第二焊枪75;所述第二机械手72滑动连接于所述第二桁架71上,所述夹持组件73与所述第二桁架71相邻设置,所述第二卡盘组件74与所述夹持组件73相邻设置,所述第二焊枪75与所述夹持组件73相邻设置并位于所述夹持组件73的上方。
36.当所述第一自动搬运装置4将焊接后的缸筒100抓取放置在置料台9时,所述第二自动搬运装置5将置料台9上焊接后的缸筒100竖直放置于所述夹持组件73上,所述第二卡盘组件74夹紧焊接后的缸筒100的底端,所述第二机械手72沿第二桁架71滑动并将堵盖400放置于缸筒100顶端处的内孔中,所述第二焊枪75对缸筒100的顶端处进行焊接。
37.进一步的,所述夹持组件73包括安装座731以及装设于所述安装座731上并位于所述第二卡盘组件74上方的夹爪732,所述夹爪732用于夹持缸筒100。当所述第二自动搬运装置5将置料台9上焊接后的缸筒100竖直放置于所述夹持组件73的夹爪732处时,所述夹爪732夹紧缸筒100的中间段,所述第二卡盘组件74夹紧缸筒100的底端。待所述第二焊枪75对缸筒100的顶端处焊接完成后,所述第二自动搬运装置5将该缸筒100抓取放置于所述双头车床3上,以便所述双头车床3对该缸筒100进行打中心孔以及精车内孔倒角。
38.进一步的,所述液压油缸的组合加工设备还包括上料架10、第三车床11以及第三自动搬运装置12;所述上料架10设置于所述第三车床11和双头车床3之间,所述第三自动搬运装置12与所述第三车床11相邻间隔设置,所述上料架10用于向所述第三自动搬运装置12输送双头车床3加工后的缸筒100,所述第三自动搬运装置12用于将上料架10上的缸筒100抓取放置于所述第三车床11上,以便所述第三车床11对该缸筒100进行加工。
39.具体的,所述第三车床11的数量为四个,且成组间隔分布;所述第三自动搬运装置12与四个第三车床11相邻间隔设置;所述第三自动搬运装置12包括与四个第三车床11相邻设置的第三滑轨121以及滑动连接于所述第三滑轨121上的第三六轴关节机器人122,所述
第三六轴关节机器人122能够在所述第三滑轨121上滑动并用于将上料架10上的缸筒100抓取移动放置于四个第三车床11上。在本实施方式中,所述第一车床1、第二车床2以及第三车床11的型号均为ck6163a,双头车床3的型号为fd150
‑
2000。
40.当所述双头车床3对该缸筒100打中心孔和倒角完成后,所述第二自动搬运装置5将打中心孔和倒角完成后的缸筒100抓取放置于所述上料架10上,所述第三自动搬运装置12的第三六轴关节机器人122逐个将上料架10上的缸筒100分别抓取放置于四个第三车床11上,四个第三车床11均精车缸筒100上的活塞杆头500的外圆和端面,缸筒100的外圆和外沟槽。
41.进一步的,所述液压油缸的组合加工设备还包括下料库13,所述下料库13与所述第三车床11相邻设置。当第三车床11精车缸筒100上的活塞杆头500的外圆和端面,缸筒100的外圆和外沟槽完成后,所述第三自动搬运装置12将精车后的缸筒100抓取放置于所述下料库13中。
42.进一步的,所述液压油缸的组合加工设备还包括控制柜,所述控制柜内收装有控制器,所述控制器与所述上料库8相邻设置并与所述第一自动搬运装置4的第一六轴关节机器人42和第二自动搬运装置5的第二六轴关节机器人52电性连接。
43.使用时,所述控制器向所述第一六轴关节机器人42发出指令使第一六轴关节机器人42启动,待所述第一六轴关节机器人42沿第一滑轨41移动至靠近上料库8的位置时,所述第一六轴关节机器人42将上料库8中的工件(缸筒100)抓取移动至第一车床1上,所述第一车床1精车缸筒100一端的堵盖配合内孔200,
44.待所述第一车床1加工完成后,再由所述第一六轴关节机器人42将第一车床1上的缸筒100抓取移动至第二车床2上,所述第二车床2精车缸筒100另一端的活塞杆头配合内孔300,
45.待所述第二车床2加工完成后,所述控制器向所述第一六轴关节机器人42发出指令使第一六轴关节机器人42启动,待所述第一六轴关节机器人42沿第一滑轨41向靠近第一焊接装置6的位置移动并将第二车床2加工后的缸筒100抓取移动至所述第一焊接装置6上,
46.所述第一焊接装置6的第一机械手62在所述第一桁架61上滑动将活塞杆头500抓取放置于所述第一卡盘组件63上,当所述第一自动搬运装置4将缸筒100放置于所述第一卡盘组件63上时,所述第一卡盘组件63将活塞杆头500顶进缸筒100内,所述第一焊枪64对缸筒100与活塞杆头500处的缝隙进行圆周焊接,
47.待所述第一焊接装置6焊接完成后,所述第一六轴关节机器人42将焊接后的缸筒100抓取放置在置料台9上,所述控制器向所述第二六轴关节机器人52发出指令使第二六轴关节机器人52启动,待所述第二六轴关节机器人52沿第二滑轨51移动至靠近所述置料台9的位置时,所述第二六轴关节机器人52将置料台9上的缸筒100竖直放置于所述第二焊接装置7的夹持组件73上,所述夹爪732夹紧缸筒100的中间段,所述第二卡盘组件74夹紧缸筒100的底端,所述第二焊接装置7的第二机械手72在所述第二桁架71上滑动并将堵盖400放置于缸筒100顶端处的堵盖配合内孔200中,所述第二焊枪75对缸筒100的顶端处进行焊接,
48.待所述第二焊枪75焊接完成后,所述第二六轴关节机器人52将第二焊枪75焊接后的缸筒100抓取移动至双头车床3上,所述双头车床3对缸筒100上的活塞杆头500进行打中心孔以及精车内孔倒角,
49.待所述双头车床3打中心孔和倒角完成后,所述第二六轴关节机器人52将打中心孔和倒角后缸筒100抓取移动至所述上料架10上,所述上料架10向所述第三自动搬运装置12输送双头车床3加工后的缸筒100,所述第三自动搬运装置12的第三六轴关节机器人122将上料架10上的缸筒100抓取放置于第三车床11上,第三车床11精车缸筒100上的活塞杆头500的外圆和端面,缸筒100的外圆和外沟槽。
50.有益效果在于:全程通过控制器来控制第一自动搬运装置4、第二自动搬运装置5以及第三自动搬运装置12运行,使第一自动搬运装置4、第二自动搬运装置5以及第三自动搬运装置12自动搬运至加工工序设备中,不再需要人工搬运工件配合加工工序设备的方式来完成加工,提高了生产效率,减小了人工成本,自动化程度高。
51.本发明并不仅仅限于说明书和实施方式中所描述,因此对于熟悉领域的人员而言可容易地实现另外的优点和修改,故在不背离权利要求及等同范围所限定的一般概念的精神和范围的情况下,本发明并不限于特定的细节、代表性的设备和这里示出与描述的示例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1