一种用于机箱产品的智能自动成型加工设备的制作方法
1.本发明涉及机箱产品成型加工技术领域,具体涉及一种用于机箱产品的智能自动成型加工设备。
背景技术:
2.电脑机箱的成型加工工作包括给机箱加工散热槽,在散热槽的加工中,常采用各种加工设备,而目前钻孔类加工设备虽然能够给机箱加工散热槽孔,但是存在一些不足,首先部分传统加工散热槽的钻孔设备不仅需要人工手持,还需要用力下压再逐个打孔,人力投入较大,且有时候加工的散热槽孔还不对齐,影响美观,有的加工散热槽的钻孔设备是通过气缸下压来代替人力下压,虽然减少了人力投入,但是每次同样只能打出一个散热槽孔,影响机箱加工散热槽的工作效率,此外机箱在加工散热槽的过程中会受到钻头转动带来的牵引力,导致机箱板在操作台上移位,影响钻头的精确钻孔。
技术实现要素:
3.为了克服上述的技术问题,本发明的目的在于提供一种用于机箱产品的智能自动成型加工设备,通过电机带动传动套管上的齿轮一转动,齿轮一与齿轮三啮合传动使连接轴一带着蜗杆转动,蜗杆与涡轮啮合传动使对应位置连接轴二上的传动杆一转动,在连接杆的传动作用下使传动杆二带着齿轮四转动,且齿轮四顺时针转动与逆时针转动循环往复进行,从而使与齿轮四啮合传动的波纹套管带着轴杆上下移动打孔,省去了人力或者采用气缸下压钻头打孔,传动套管转动带动轴杆及钻孔轴一转动,实现钻头一在机箱板体上钻孔,且将钻孔与下压动作接合在一起,省时省力便于提高钻头下压打孔的效率;
4.通过钻孔轴一上的齿轮二与对应位置齿轮五啮合传动,且相邻两个齿轮五啮合传动,从而使多个钻孔轴二与钻孔轴一同步转动,实现钻头二与钻头一同步在机箱板体上打出多个散热槽孔,进一步提高了机箱加工散热槽孔的工作效率,并且齿轮五与齿轮五二者的啮合及齿轮二与对应位置齿轮五啮合传动,使相邻两个钻头二的转动方向相反,钻头一与对应位置钻头二的转动方向相反,从而便于减小机箱板体在加工过程中会受到钻头转动带来的牵引力,有利于提高机箱板体钻孔时的稳定性,也有利于钻头一与钻头二的精确钻孔。
5.本发明的目的可以通过以下技术方案实现:
6.一种用于机箱产品的智能自动成型加工设备,包括操作台,所述操作台的两侧均固定连接有l形支撑柱,两个所述l形支撑柱之间固定连接有矩形支撑框架,所述矩形支撑框架的两个敞口端均固定连接有挡板,所述矩形支撑框架顶面的一端固定连接有驱动箱体,所述驱动箱体的内部固定连接有电机,所述矩形支撑框架的内顶面转动连接有传动套管,所述传动套管的顶端贯穿矩形支撑框架且与电机的输出端固定连接,所述传动套管的底面固定连接有齿轮一,所述传动套管的内部滑动连接有轴杆,所述轴杆的外侧壁与齿轮一的中部转动卡接,所述轴杆的一侧设置有下压传动机构;
7.所述下压传动机构包括连接轴一和两个连接轴二,所述连接轴一的顶端与矩形支撑框架的内顶面转动连接,所述连接轴一的外侧壁自上往下依次套接固定有齿轮三和蜗杆,所述齿轮三与齿轮一啮合传动,两个所述连接轴二的端部均与对应位置挡板的内侧壁转动连接,其中,一个所述连接轴二的外侧壁固定连接有涡轮,另一个所述连接轴二的外侧壁固定连接有齿轮四,所述涡轮与蜗杆啮合传动,两个所述连接轴二的外侧壁分别套接固定有传动杆一和传动杆二,所述传动杆一和传动杆二之间设置有连接杆,所述矩形支撑框架的底面固定连接有匚形连接板,所述匚形连接板上设置有联动打孔机构;
8.通过电机带动传动套管上的齿轮一转动,齿轮一与齿轮三啮合传动使连接轴一带着蜗杆转动,蜗杆与涡轮啮合传动使对应位置连接轴二上的传动杆一转动,在连接杆的传动作用下使传动杆二带着齿轮四转动,且齿轮四顺时针转动与逆时针转动循环往复进行,从而使与齿轮四啮合传动的波纹套管带着轴杆上下移动打孔,省去了人力或者采用气缸下压钻头打孔,传动套管转动带动轴杆及钻孔轴一转动,实现钻头一在机箱板体上钻孔,且将钻孔与下压动作接合在一起,省时省力便于提高钻头下压打孔的效率。
9.进一步在于:所述连接轴一底部的外侧壁转动连接有连接座,所述连接座的一侧与对应位置挡板的内侧壁固定连接,从而使连接轴一在矩形支撑框架里面平稳的转动,
10.进一步在于:所述齿轮一的中部嵌入固定有卡接块一,所述轴杆底部的外侧壁开设有卡接槽一,所述卡接块一与卡接槽一滑动连接,从而使轴杆既可以在传动套管里面上下滑动,也可以随着传动套管一起转动。
11.进一步在于:所述轴杆中部的外侧壁固定连接有波纹套管,所述波纹套管与齿轮四啮合传动,便于齿轮四动循环往复顺时针转动与逆时针转带着轴杆上下移动。
12.进一步在于:所述轴杆的底端贯穿矩形支撑框架且固定连接有钻孔轴一,所述钻孔轴一中部的外侧壁套接固定有齿轮二,所述钻孔轴一的底端固定连接有钻头一,齿轮二便于与齿轮五啮合传动使整个联动打孔机构运作。
13.进一步在于:所述传动杆一与传动杆二二者背离连接轴二的一端分别固定连接有转动轴一与转动轴二,所述转动轴一与转动轴二的外侧壁与连接杆对应位置的端部转动连接,便于在连接杆的传动作用下使传动杆二带着齿轮四转动。
14.进一步在于:所述联动打孔机构包括多个限位套管,所述限位套管的顶面与矩形支撑框架的底面固定连接,所述限位套管的内侧壁滑动连接有钻孔轴二,所述限位套管顶部的外侧壁转动卡接有齿轮五,所述齿轮五的底面与匚形连接板的顶面转动连接,多个所述钻孔轴二的底端贯穿匚形连接板且转动连接有联动块,所述联动块一端的中部与钻孔轴一的外侧壁转动卡接,通过钻孔轴一上的齿轮二与对应位置齿轮五啮合传动,且相邻两个齿轮五啮合传动,从而使多个钻孔轴二与钻孔轴一同步转动,实现钻头二与钻头一同步在机箱板体上打出多个散热槽孔,进一步提高了机箱加工散热槽孔的工作效率。
15.进一步在于:相邻两个所述齿轮五之间啮合传动,其中,一个所述齿轮五与齿轮二啮合传动,齿轮五与齿轮五二者的啮合及齿轮二与对应位置齿轮五啮合传动,使相邻两个钻头二的转动方向相反,钻头一与对应位置钻头二的转动方向相反,从而便于减小机箱板体在加工过程中会受到钻头转动带来的牵引力,有利于提高机箱板体钻孔时的稳定性,也有利于钻头一与钻头二的精确钻孔。
16.进一步在于:所述钻孔轴二顶部的外侧壁开设有卡接槽二,所述齿轮五的中部嵌
入固定有卡接块二,所述卡接块二与卡接槽二滑动连接,且所述钻孔轴二的底面固定连接有钻头二,所述钻头二与钻头一二者的形状及长度均相同,从而使钻孔轴二既可以在齿轮五里面滑动,也可以随着齿轮五一起转动。
17.本发明的有益效果:
18.1、通过电机带动传动套管上的齿轮一转动,齿轮一与齿轮三啮合传动使连接轴一带着蜗杆转动,蜗杆与涡轮啮合传动使对应位置连接轴二上的传动杆一转动,在连接杆的传动作用下使传动杆二带着齿轮四转动,且齿轮四顺时针转动与逆时针转动循环往复进行,从而使与齿轮四啮合传动的波纹套管带着轴杆上下移动打孔,省去了人力或者采用气缸下压钻头打孔,传动套管转动带动轴杆及钻孔轴一转动,实现钻头一在机箱板体上钻孔,且将钻孔与下压动作接合在一起,省时省力便于提高钻头下压打孔的效率;
19.2、通过钻孔轴一上的齿轮二与对应位置齿轮五啮合传动,且相邻两个齿轮五啮合传动,从而使多个钻孔轴二与钻孔轴一同步转动,实现钻头二与钻头一同步在机箱板体上打出多个散热槽孔,进一步提高了机箱加工散热槽孔的工作效率,并且齿轮五与齿轮五二者的啮合及齿轮二与对应位置齿轮五啮合传动,使相邻两个钻头二的转动方向相反,钻头一与对应位置钻头二的转动方向相反,从而便于减小机箱板体在加工过程中会受到钻头转动带来的牵引力,有利于提高机箱板体钻孔时的稳定性,也有利于钻头一与钻头二的精确钻孔。
附图说明
20.下面结合附图对本发明作进一步的说明。
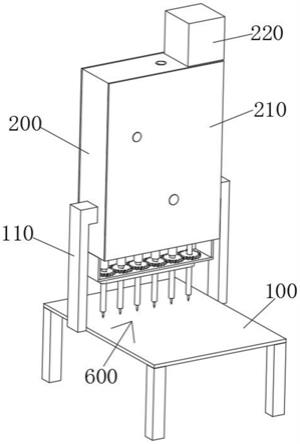
21.图1是本发明整体结构示意图;
22.图2是本发明中矩形支撑框架内部结构示意图;
23.图3是本发明中操作台与矩形支撑框架结构示意图;
24.图4是本发明中传动套管与齿轮一结构示意图;
25.图5是本发明中轴杆结构示意图;
26.图6是本发明中下压传动机构结构示意图;
27.图7是本发明中联动打孔机构结构示意图;
28.图8是本发明中钻孔轴二与齿轮五拆分立体示意图。
29.图中:100、操作台;110、l形支撑柱;200、矩形支撑框架;210、挡板;220、驱动箱体;230、匚形连接板;300、传动套管;310、齿轮一;311、卡接块一;400、轴杆;410、波纹套管;420、钻孔轴一;430、卡接槽一;421、齿轮二;422、钻头一;500、下压传动机构;510、连接轴一;520、连接轴二;530、齿轮三;540、蜗杆;550、涡轮;560、传动杆一;570、齿轮四;580、传动杆二;590、连接杆;600、联动打孔机构;610、限位套管;620、钻孔轴二;621、卡接槽二;622、钻头二;630、齿轮五;631、卡接块二;640、联动块。
具体实施方式
30.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都
属于本发明保护的范围。
31.请参阅图1
‑
8所示,一种用于机箱产品的智能自动成型加工设备,包括操作台100,操作台100的两侧均固定连接有l形支撑柱110,两个l形支撑柱110之间固定连接有矩形支撑框架200,矩形支撑框架200的两个敞口端均固定连接有挡板210,矩形支撑框架200顶面的一端固定连接有驱动箱体220,驱动箱体220的内部固定连接有电机,矩形支撑框架200的内顶面转动连接有传动套管300,传动套管300的顶端贯穿矩形支撑框架200且与电机的输出端固定连接,传动套管300的底面固定连接有齿轮一310,传动套管300的内部滑动连接有轴杆400,轴杆400的外侧壁与齿轮一310的中部转动卡接,轴杆400的一侧设置有下压传动机构500;
32.下压传动机构500包括连接轴一510和两个连接轴二520,连接轴一510的顶端与矩形支撑框架200的内顶面转动连接,连接轴一510的外侧壁自上往下依次套接固定有齿轮三530和蜗杆540,齿轮三530与齿轮一310啮合传动,两个连接轴二520的端部均与对应位置挡板210的内侧壁转动连接,其中,一个连接轴二520的外侧壁固定连接有涡轮550,另一个连接轴二520的外侧壁固定连接有齿轮四570,涡轮550与蜗杆540啮合传动,两个连接轴二520的外侧壁分别套接固定有传动杆一560和传动杆二580,传动杆一560和传动杆二580之间设置有连接杆590,矩形支撑框架200的底面固定连接有匚形连接板230,匚形连接板230上设置有联动打孔机构600;
33.通过电机带动传动套管300上的齿轮一310转动,齿轮一310与齿轮三530啮合传动使连接轴一510带着蜗杆540转动,蜗杆540与涡轮550啮合传动使对应位置连接轴二520上的传动杆一560转动,在连接杆590的传动作用下使传动杆二580带着齿轮四570转动,且齿轮四570顺时针转动与逆时针转动循环往复进行,从而使与齿轮四570啮合传动的波纹套管410带着轴杆400上下移动打孔,省去了人力或者采用气缸下压钻头打孔,传动套管300转动带动轴杆400及钻孔轴一420转动,实现钻头一422在机箱板体上钻孔,且将钻孔与下压动作接合在一起,省时省力便于提高钻头下压打孔的效率。
34.连接轴一510底部的外侧壁转动连接有连接座,连接座的一侧与对应位置挡板210的内侧壁固定连接,从而使连接轴一510在矩形支撑框架200里面平稳的转动;齿轮一310的中部嵌入固定有卡接块一311,轴杆400底部的外侧壁开设有卡接槽一430,卡接块一311与卡接槽一430滑动连接,从而使轴杆400既可以在传动套管300里面上下滑动,也可以随着传动套管300一起转动;轴杆400中部的外侧壁固定连接有波纹套管410,波纹套管410与齿轮四570啮合传动,便于齿轮四570动循环往复顺时针转动与逆时针转带着轴杆400上下移动。
35.轴杆400的底端贯穿矩形支撑框架200且固定连接有钻孔轴一420,钻孔轴一420中部的外侧壁套接固定有齿轮二421,钻孔轴一420的底端固定连接有钻头一422,齿轮二421便于与齿轮五630啮合传动使整个联动打孔机构600运作;传动杆一560与传动杆二580二者背离连接轴二520的一端分别固定连接有转动轴一与转动轴二,转动轴一与转动轴二的外侧壁与连接杆590对应位置的端部转动连接,便于在连接杆590的传动作用下使传动杆二580带着齿轮四570转动。
36.联动打孔机构600包括多个限位套管610,限位套管610的顶面与矩形支撑框架200的底面固定连接,限位套管610的内侧壁滑动连接有钻孔轴二620,限位套管610顶部的外侧壁转动卡接有齿轮五630,齿轮五630的底面与匚形连接板230的顶面转动连接,多个钻孔轴
二620的底端贯穿匚形连接板230且转动连接有联动块640,联动块640一端的中部与钻孔轴一420的外侧壁转动卡接,通过钻孔轴一420上的齿轮二421与对应位置齿轮五630啮合传动,且相邻两个齿轮五630啮合传动,从而使多个钻孔轴二620与钻孔轴一420同步转动,实现钻头二622与钻头一422同步在机箱板体上打出多个散热槽孔,进一步提高了机箱加工散热槽孔的工作效率。
37.相邻两个齿轮五630之间啮合传动,其中,一个齿轮五630与齿轮二421啮合传动,齿轮五630与齿轮五630二者的啮合及齿轮二421与对应位置齿轮五630啮合传动,使相邻两个钻头二622的转动方向相反,钻头一422与对应位置钻头二622的转动方向相反,从而便于减小机箱板体在加工过程中会受到钻头转动带来的牵引力,有利于提高机箱板体钻孔时的稳定性,也有利于钻头一422与钻头二622的精确钻孔;钻孔轴二620顶部的外侧壁开设有卡接槽二621,齿轮五630的中部嵌入固定有卡接块二631,卡接块二631与卡接槽二621滑动连接,且钻孔轴二620的底面固定连接有钻头二622,钻头二622与钻头一422二者的形状及长度均相同,从而使钻孔轴二620既可以在齿轮五630里面滑动,也可以随着齿轮五630一起转动。
38.工作原理:使用时,将机箱待加工散热槽孔的板体放到操作台100上,开启驱动箱体220里面的电机,电机带动传动套管300上的齿轮一310转动,齿轮一310与齿轮三530啮合传动使连接轴一510带着蜗杆540转动,蜗杆540与涡轮550啮合传动使对应位置连接轴二520上的传动杆一560转动,在连接杆590的传动作用下使传动杆二580带着齿轮四570转动(齿轮四570顺时针转动与逆时针转动循环往复进行),齿轮四570与波纹套管410啮合传动使轴杆400上下移动配合联动打孔机构600打孔;
39.传动套管300转动还带动轴杆400及钻孔轴一420转动,钻孔轴一420转动使齿轮二421与对应位置齿轮五630啮合传动,相邻两个齿轮五630再啮合传动,从而使多个钻孔轴二620与钻孔轴一420同步转动,实现钻头二622与钻头一422同步在机箱板体上打出多个散热槽孔,并且齿轮五630与齿轮五630二者的啮合及齿轮二421与对应位置齿轮五630啮合传动,使相邻两个钻头二622的转动方向相反,钻头一422与对应位置钻头二622的转动方向相反,从而便于减小机箱板体在加工过程中会受到钻头转动带来的牵引力,有利于提高机箱板体钻孔时的稳定性。
40.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
41.以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1