一种条形件多点控制柔性压弯成形装置的制作方法
1.本发明涉及一种压弯成形装置,特别是用于等径弯曲或非等径弯曲的条形件多点控制柔性压弯成形装置。
背景技术:
2.冲压设备的压弯成形是重要的产品件弯曲成形工艺方法。压弯成形属于一次成形,需要制作与产品件成弧轮廓相对应的仿形模具,同时要充分考虑产品件压弯后回弹问题,对模具轮廓进行匹配设计。这带来两个问题:第一,仿形模具轮廓设计难度大、修配工作量大。压弯成形是复杂的塑性变形过程,精确预判回弹量非常困难,需要结合设计人员经验进行多次试制、修模后才能确定模具实际轮廓。如果产品弧度发生较大设计变更,则原模具无法使用,只能投制新模具。第二,对来料质量稳定性依赖性很高。产品件的来料截面形状波动、材料性能波动均会对压弯成形回弹量产生显著影响,特别是铝合金挤出型材,批次间材料性能较大波动是很常见的现象。这些问题对传统压弯模具来说是很难灵活应对的工艺问题,一般只能对上游来料提出过于严苛的质量要求,增加来料生产成本。此外,仿形模具只能针对一种产品件的仿形加工,对于不同规格、不同轮廓的产品件无通用性。鉴于此,设计一种适用性宽泛、操作灵活的压弯成形装置是十分必要的。
技术实现要素:
3.本发明的目的在于针对解决现有技术之问题,提供一种可以根据条形产品件弯曲形状和原料性能灵活调整的条形件多点控制柔性压弯成形装置。
4.本发明所述问题是以下述技术方案实现的:
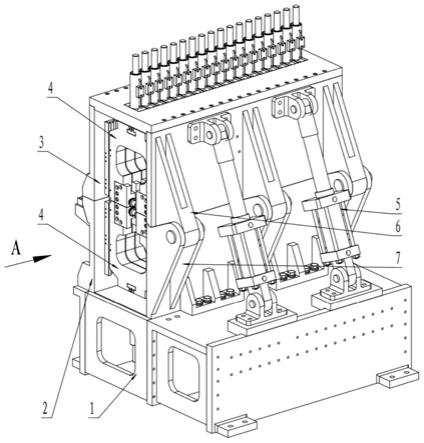
5.一种条形件多点控制柔性压弯成形装置,包括基座,基座上设有上下排布的上安装座和下安装座,上安装座内设有一排压型机构,下安装座内设有一排压型机构,上、下安装座内的压型机构上下对应对称设置,各压型机构分别设有压型辊轮;所述上安装座与下安装座为铰接连接,上安装座可以相对下安装座开启或闭合,上安装座开启状态装置上下料,上安装座闭合并锁紧状态装置压弯操作。
6.上述条形件多点控制柔性压弯成形装置,所述压型机构设有框架、伺服油缸、导槽、滑动块、压型辊轮安装块和压型辊轮,框架三边封闭一边开放,框架的两条侧边上固定滑动块,导槽固定在上安装座或下安装座处,滑动块与导槽滑动配合;伺服油缸经连接法兰,固定在上安装座顶部或下安装座底部,伺服油缸活塞杆连接框架,框架两条侧边的开放端分别固定压型辊轮安装块,压型辊轮两端分别由压型辊轮安装块支撑,压型辊轮可相对压型辊轮安装块转动。
7.上述条形件多点控制柔性压弯成形装置,所述压型辊轮的两端设有挡环,待压弯加工的条形产品件匹配位于两挡环之间,上安装座、下安装座闭合状态,上下对应的压型辊轮将待压弯加工的条形产品件横向外廓匹配包覆。
8.上述条形件多点控制柔性压弯成形装置,基座上部固定开合油缸,开合油缸位于
上、下安装座的铰接侧,开合油缸活塞杆与上安装座铰接侧的上部连接。
9.上述条形件多点控制柔性压弯成形装置,上安装座开合侧下部设有上对合边,下安装座的开合侧上部设有下对合边,下安装座的开合侧固定转角压紧油缸,上、下安装座闭合状态,转角压紧油缸将上对合边、下对合边压紧贴合。
10.上述条形件多点控制柔性压弯成形装置,下安装座的铰接侧设有数块下铰接板,上安装座的铰接侧设有数块上铰接板,每块上铰接板与所对应的下铰接由销轴连接。
11.上述条形件多点控制柔性压弯成形装置,开合油缸为2
‑
3个;转角压紧油缸为2
‑
3个。
12.本发明摒弃利用仿形模具压弯加工的传统技术,开创性的设计了一种采用多点控制柔性压弯成形装置,相比现有技术本发明有益效果如下:1、控制灵活、柔性好,根据产品件成型要求,控制各伺服油缸的移动量即可以使压型辊轮压在对应点位实现对产品件的压弯成形,一套装置适用多种产品件的压弯加工;2、在产品件截形外轮廓不变的情况下,通过控制各成形轮相对位置即可实现不同弧度产品的压弯生产,辊轮模具平台化、通用性程度高,成本优势明显;3、对于来料质量波动问题,所述装置容受度高,可以很方便的进行调整,避免了传统压弯工装反复修模的弊端;4、装置进行了模块式设计,整体架构清晰,装配简单。压形辊轮更换方便,拆装量小;5、翻转开模给上下料创造了非常充足的操作空间,也更便于实现自动化上下料操作;6、无需配套压机设备即可实现压弯加工。
附图说明
13.下面结合附图对本发明作进一步说明。
14.图1是本发明闭合状态的立体结构示意图;
15.图2是图1的a向视图;
16.图3是本发明打开状态的立体结构示意图;
17.图4是压型机构的立体结构示意图;
18.图5条形件产品件压弯前的示意图;
19.图6是条形件产品件定半径压弯的示意图;
20.图7是条形件产品件变半径压弯的示意图。
21.图中各标号清单为:1、基座,2、下安装座,2
‑
1、下对合边,3、上安装座,3
‑
1、上对合边,4、压型机构,4
‑
1、框架,4
‑
2、导槽,4
‑
3、伺服油缸,4
‑
4、连接法兰,4
‑
5、滑块,4
‑
6、压型辊轮安装块,4
‑
7、压型辊轮,4
‑
8、挡环,5、开合油缸,6、上铰接板,7、下铰接板,8、油缸安装座,9、转角压紧油缸,10、条形产品件,11、芯子。
具体实施方式
22.参看图1
‑
图3,本发明所述压弯成形装置包括基座1,基座上设有上下配置的上安装座3和下安装座2,上安装座内设有一排压型机构4,下安装座内设有一排压型机构4,上、下安装座内的压型机构数目相同、上下对应、对称设置,每套压型机构均设有压型辊轮4
‑
7,两个上下对应的压型辊轮之间构成一个对条形产品件柔性压弯成形的控制点。所述上安装座与下安装座为铰接连接,上安装座可以相对下安装座开启或闭合。如图2所示,上、下安装座的右侧为铰接侧,上下安装座的左侧为开合侧,开合侧也是操作侧。开合侧打开状态如图
3所示,装置上下料。开合侧闭合状态并锁紧如图1、图2所示,装置压弯操作。基座上部固定开合油缸5,开合油缸位于上、下安装座的铰接侧。下安装座的铰接侧固定数块下铰接板7,上安装座的铰接侧固定数块上铰接板6,每块上铰接板与所对应的下铰接板由销轴连接。开合油缸活塞杆与上安装座铰接侧的上部连接。开合油缸设置2
‑
3个,图示实施例开合油缸设置两个。上述上、下安装座的翻转开模设计给上下料创造了非常充足的操作空间,也更便于实现自动化上下料操作。上安装座开合侧下部设有上对合边3
‑
1,下安装座的开合侧上部设有下对合边2
‑
1,下安装座的开合侧固定有油缸安装座8,转角压紧油缸9安装在油缸安装座,上、下安装座闭合状态,转角压紧油缸活塞转位且将上对合边、下对合边压紧贴合。图示实施例中,转角压紧油缸设置3个。
23.参看图4,压型机构4设有框架4
‑
1、伺服油缸4
‑
3、导槽4
‑
2、滑动块4
‑
5、压型辊轮安装块4
‑
6和压型辊轮4
‑
7。框架为三边封闭一边开放,框架的两条侧边上分别固定滑动块4
‑
5,导槽固定在上安装座或下安装座处,滑动块与导槽滑动配合。伺服油缸经连接法兰4
‑
4固定在上安装座顶部或下安装座底部,伺服油缸活塞杆连接框架。框架两条侧边的开放端分别固定压型辊轮安装块,压型辊轮两端分别由压型辊轮安装块支撑,压型辊轮可相对压型辊轮安装块转动。压型辊轮的两端设有挡环4
‑
8,待压弯加工的条形产品件匹配的位于两挡环之间,上安装座、下安装座闭合状态,上下对应的压型辊轮将待压弯加工的条形产品件横向外廓匹配包覆。对截形外轮廓不变压弯弧度不同的产品件,通过控制各成形轮相对运动位置即可实现不同弧度管梁的压弯加工;对于不同规格的产品件压弯加工,更换与其匹配的压型辊轮即可。压型机构的数目视产品件的加工要求确定,图1、图3所示实施例中上、下安装座各设置了18套压型机构。
24.参看图3,本发明用于对条形产品件10压弯加工时,所述装置根据条形产品件的弯曲要求设定所有伺服油缸的行程;将待加工的条形产品件10穿入芯子11,上、下安装座打开,各伺服油缸为初始状态,穿入芯子的条形产品件放置到下安装座的各压型机构的压型辊轮上,压弯之前条形产品件的状态如图5所示。上下安装座压弯过程,位于上安装座的各压型机构伺服油缸压下,同时位于下安装座的各压型机构的伺服油缸对应的下行让位,控制装置控制所有伺服油缸协调动作,对条形产品件进行多点压弯加工,根据各伺服油缸预定的程序,完成产品件的定半径压弯如图6所示,或变半径压弯如图7所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1