一种新型立式珩齿机的制作方法
1.本发明涉及珩齿机,具体涉及一种新型立式珩齿机。
背景技术:
2.齿轮作为机械中使用的基础传动零件之一,它既可以传递动力,又可以改变转速和传动方向。高精度硬齿面齿轮是汽车、风力发电、船舶、机床、航空航天、高铁等领域中必不可少的机械传动部件。
3.强力珩齿加工技术能够满足高端装备对齿轮精度、承载能力、运动速率、平稳性、工作寿命和噪声等传动性能的要求。目前,通常采用珩齿机对高精度硬齿面齿轮进行加工。
4.现有技术中珩齿机的简易结构如图1所示,珩齿刀500和待加工齿轮300的轴线均呈水平布置且珩齿刀500布置于齿轮300的上方。其对齿轮的加工方式为:
①
人工将待加工齿轮300装入专用装夹工装(图1未示出);
②
人工左手将装夹工装的左顶尖孔装入珩齿机左顶尖,右手启动珩齿机右顶尖顶入装夹工装右顶尖孔,即通过两侧顶紧将齿轮固定在工件轴上;
③
工件轴转动带动齿轮300旋转,珩齿刀500从上方进刀对齿轮300进行珩齿加工。
5.现有珩齿机虽然能够满足齿轮精度、承载能力、平稳性和工作寿命等传动性能的要求,但其仍然具有以下缺陷:
6.a)、待加工齿轮和珩齿刀均采用水平轴线布置,珩齿刀从齿轮上方进刀,齿轮在上下料过程中容易与珩齿刀500发生碰撞,存在安全隐患;
7.b)、待加工齿轮通过双面顶紧的方式人工装夹在工件轴上,自动化程度低、装夹方式复杂、装夹效率低。
8.因此,如何提供一种新型立式珩齿机以克服上述缺陷,成为本领域人员亟待解决的技术问题。
技术实现要素:
9.针对现有技术中的缺陷,本发明提供一种新型立式珩齿机,其立轴装置采用立式布置,珩齿刀采用水平方向进给,简化了齿轮上、下料工序,实现齿轮自动化上、下料,极大地提高了齿轮加工效率。
10.为了实施上述目的,本发明提供一种新型立式珩齿机,包括:
11.机床床身;
12.垂直于与机床床身设置的立轴装置,所述立轴装置用于涨紧并驱动待加工齿轮旋转,待加工齿轮具有竖向轴线;
13.垂直于与机床床身设置并位于所述立轴装置一侧的珩轮架,所述珩轮架上转动安装有珩齿刀,所述珩齿刀也具有竖向轴线,所述珩轮架通过进给装置安装于所述机床床身上,所述进给装置用于驱动所述珩轮架靠近或远离所述立轴装置。
14.优选的,所述立轴装置包括:
15.通过轴承可转动安装于所述机床床身的立轴;
16.安装于所述立轴上端用于装夹待加工齿轮的定位组件,所述定位组件包括固接于所述立轴上端的定位芯轴以及贯穿套设于所述定位芯轴上的并与所述定位芯轴固接的定位盘,所述定位盘的形状与齿轮形状相适配,其上表面周向设置有多个竖向的定位柱,所述定位芯轴的上端套设有涨紧套,用于将待加工齿轮涨紧连接在所述定位芯轴上;
17.以及,用于驱动所述立轴转动的第一电机。
18.优选的,所述定位组件还包括用于拉紧所述涨紧套的拉杆和拉钉;
19.所述立轴为空心轴,所述拉杆内套于所述立轴的内孔内;所述拉钉竖向贯穿所述定位芯轴与所述拉杆的上端固接,所述拉杆的下端与一气缸相连,所述气缸用于驱动所述拉杆向下拉紧所述涨紧套以使所述涨紧套发生变形涨紧待加工齿轮。
20.优选的,所述气缸与所述拉杆通过拉头相连,所述拉杆的下端通过轴承可转动支撑,所述拉头通过一转接头与所述拉杆的轴承外圈固接。
21.优选的,所述进给装置包括:
22.固定于所述机床床身的底板,所述底板的上表面具有第一水平导轨;
23.安装在所述第一水平导轨上的进刀滑板,所述珩轮架安装在所述进刀滑板上;
24.以及,安装于所述底板上并位于所述进刀滑板一侧的用于驱动所述进刀滑板沿第一水平导轨滑动的驱动组件。
25.优选的,所述驱动组件包括:
26.第二电机;
27.与所述第二电机传动相连的往复丝杆;
28.固接于所述进刀滑板与丝杆螺母之间的连接块。
29.优选的,所述进给装置还包括用于对所述珩轮架施加浮动力的缓冲弹簧;
30.所述进刀滑板的上表面具有第二水平导轨,所述珩轮架安装在所述第二水平导轨上;
31.所述缓冲弹簧通过弹簧支架安装在所述进刀滑板上,且所述缓冲弹簧位于所述珩轮架的后端并与所述珩轮架水平相抵靠。
32.优选的,所述珩轮架包括垂直安装于所述第二水平导轨的箱体以及安装于所述箱体上端的用于安装珩齿刀的刀架,所述箱体远离所述刀架的一端与所述缓冲弹簧相抵靠。
33.优选的,所述刀架通过涡轮蜗杆副与所述箱体相连,涡轮蜗杆副用于调整所述刀架角度;
34.所述刀架通过一水平横轴可转动安装于所述箱体上,所述横轴上套设有涡轮,所述箱体上设有与所述涡轮啮合的蜗杆,所述蜗杆位于所述涡轮的下方。
35.优选的,所述珩齿机还包括安装于所述机床床身并位于所述立轴装置一侧的喷嘴,所述喷嘴用于对齿轮工件喷冷却液。
36.本发明具有如下有益效果:
37.本发明所提供的立式珩齿机的立轴装置采用立式布置,珩齿刀采用水平方向进给,空出立轴装置上方空间,便于机械手从立轴装置的上方上、下料,自动化程度高,极大地提高了齿轮加工效率。同时避免了上、下料过程中,与珩齿刀发生碰撞,消除安全隐患。
附图说明
38.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
39.图1为现有技术中珩齿机的简易结构示意图;
40.图2为本发明实施例所述的立式珩齿机的立体结构示意图;
41.图3为本发明实施例所述的立轴装置的立体结构示意图;
42.图4为图3的剖面图;
43.图5为本发明实施例所述的珩轮架与进给装置连接的立体结构示意图;
44.图6图5的左视图;
45.图7为图5的主视图;
46.图8为本发明实施例所述的涡轮蜗杆副与刀架的连接结构示意图;
47.图9为本发明实施例所述的立式珩齿机加装喷嘴的结构示意图;
48.附图标号
49.100
‑
机床床身;
50.200
‑
立轴装置;
51.201
‑
立轴;202a
‑
定位芯轴;202b
‑
定位盘;202b1
‑
定位柱;202c
‑
涨紧套;202d
‑
拉杆; 202e
‑
拉钉;202f
‑
气缸;202g
‑
拉头;202h
‑
接头;203
‑
第一电机;204
‑
皮带传送机构;
52.300
‑
齿轮;
53.400
‑
珩轮架;
54.500
‑
珩齿刀;
55.600
‑
进给装置;
56.601
‑
底板;602
‑
进刀滑板;603a
‑
第二电机;603b
‑
丝杆;603c
‑
连接块;604
‑
第一水平导轨;605
‑
缓冲弹簧;606
‑
弹簧支架;607
‑
第二水平导轨;
57.700
‑
横轴;
58.801
‑
涡轮;802
‑
蜗杆;
59.900
‑
喷嘴。
具体实施方式
60.为了使本技术实施例中的技术方案及优点更加清楚明白,以下结合附图对本技术的示例进行进一步详细的说明,显然,所描述的实施例仅是本技术的一部分实施例,而不是所有实施例的穷举。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
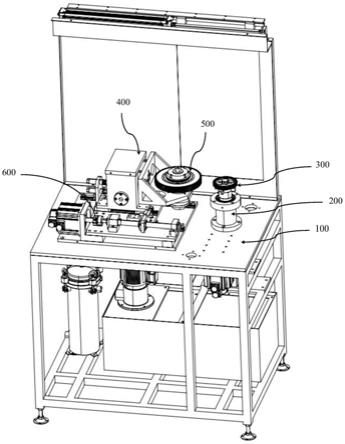
61.请参阅图2,图2为本发明实施例所述的立式珩齿机的立体结构示意图。
62.一种新型立式珩齿机,包括:机床床身100、立轴装置200、珩轮架400和进给装置 600。其中,立轴装置垂直设置于机床床身,其用于涨紧并驱动齿轮(工件)300旋转。齿轮300具有竖向轴线,其可以通过机械手从立轴装置上方装入立轴装置,从而实现自动上料。当齿轮完成加工后通过机械手从立轴装置取下,实现自动下料。珩轮架400也垂直设置于机床床身,珩轮架上转动安装有珩齿刀500,珩齿刀也具有竖向轴线。珩轮架400通过进给装置600安装于机床床身上,进给装置600用于驱动珩轮架400靠近或远离立轴装置以完成进刀动作
和退刀动作而对齿轮300进行珩齿加工。
63.通过上述实施例可以看出,本发明所提供的立式珩齿机的立轴装置200采用立式布置,珩齿刀500采用水平方向进给,空出立轴装置上方空间,便于机械手从立轴装置的上方上料、下料,自动化程度高,极大地提高了齿轮加工效率。同时避免了上。下料过程中,与珩齿刀发生碰撞,消除安全隐患。
64.请同时结合参阅图3和图4,图3为本发明实施例所述的立轴装置的立体结构示意图;
65.图4为图3剖面图。
66.立轴装置200包括:立轴201、安装于立轴上端的用于涨紧待加工齿轮的定位组件以及用于驱动立轴转动的第一电机203。立轴通过轴承可转动的安装于机床床身100,并在电机203的作用下能够转动,电机与立轴之间通过皮带传动机构204传动相连。
67.定位组件安装于立轴201的上端,用于固定装夹待加工齿轮300,其具体包括固接于立轴201上端的定位芯轴202a以及贯穿套设于定位芯轴202a上的并与定位芯轴固接的定位盘202b,定位盘202b的形状与齿轮形状相适配,其上表面周向设置有多个竖向的定位柱202b1,定位芯轴202a的上端套设有涨紧套202c。装配齿轮300时,齿轮的内孔插入定位芯轴202a,齿轮的下端面则限位抵触于定位盘的定位柱202b1的顶面。
68.通过上述技术方案可知,第一电机203带动立轴201转动,立轴201转动带动待加工齿轮300转动。通过上述结构设置,本发明采用单面定位、内孔涨紧的方式将待加工齿轮 300可靠的固定在立轴201上,与现有技术中采用双面顶紧的手工装夹方式相比,装配工序简单,极大地节约了工件、上下料时间,提高加工效率。
69.具体地,本发明通过拉钉202e和拉杆202d拉紧涨紧套202c。立轴201为空心轴,拉杆202d内套于立轴201的内孔内,拉钉202e竖向贯穿定位芯轴202a后与拉杆202d的上端固接,拉杆202d的下端与一气缸202f传动相连。上料时,齿轮300的内孔插入定位芯轴202a,齿轮的下端面与定位盘202b上的定位柱202b1相抵,启动气缸202f,拉钉202e 向下拉紧涨紧套202c,涨紧套张开将齿轮涨紧连接在定位芯轴202上。下料时,关闭气缸 202f,拉杆202d对涨紧套无向下的拉力,涨紧套202c不产生变形对齿轮无涨紧力,此时能够顺利将齿轮从定位盘上取下。
70.通过上述结构设置,通过启闭气缸能够实现齿轮300与定位盘202a之间的自动涨紧与松开,自动化程度高,提高齿轮上、下料效率。
71.具体地,气缸202f与拉杆202d通过拉头202g相连,拉杆202d的下端通过轴承可转动支撑,拉头通过一转接头202h与拉杆的轴承外圈固接。
72.请参阅图5至图7,图5为本发明实施例所述的珩轮架与进给装置连接的立体结构示意图;图6为图5的左视图;图7为图5的主视图。
73.珩轮架400安装于进给装置600上,进给装置600用于驱动珩轮架400靠近或远离立轴装置以完成进刀动作和退刀动作而对齿轮300进行珩齿加工。具体地,进给装置600包括:底板601、进刀滑板602和驱动组件。
74.底板601固定于机床床身100,底板的上表面具有第一水平导轨604,进刀滑板602 安装在第一水平导轨上604上,珩轮架400安装在进刀滑板602上。在驱动组件的驱动作用下,进刀滑板602能够沿第一水平导轨604滑动,从而带动珩齿刀500能够靠近或远离立轴装
置200,完成进刀和退刀动作。
75.驱动组件位于进刀滑板602一侧用于驱动进刀滑板602沿第一水平导轨滑动。驱动组件具体包括:第二电机603a、与第二电机传动相连的丝杆603b以及连接块603c。连接块 603c固接于进刀滑板602和丝杆螺母之间,当丝杆603b转动时,丝杆螺母沿丝杆603b做往复运动,从而带动进刀滑板沿第一水平导轨做往复运动。
76.具体地,进刀滑板602的上表面具有第二水平导轨607,第二水平导轨的方向与第一水平导轨的方向相同。珩轮架400包括垂直安装于第二水平导轨607的箱体401以及安装于箱体401上端的用于安装珩齿刀500的刀架402。
77.更为优选的,进给装置600还包括用于对珩轮架400施加浮动力的缓冲弹簧605。缓冲弹簧605通过弹簧安装架606安装于进刀滑板602的后端,其中,后端指远离珩齿刀的一端。缓冲弹簧605位于弹簧支架606与珩轮架的箱体401之间,在珩齿刀与齿轮工件接触时提供浮动力和珩齿时的预紧力。
78.请结合参阅图8,图8为本发明实施例所述的涡轮蜗杆副与刀架的连接结构示意图。
79.更为优选的,刀架402通过涡轮蜗杆副与箱体401相连。具体地,刀架402通过横轴 700可转动安装于箱体401上,横轴700上套设有涡轮801,箱体401上还设有与涡轮801 啮合的蜗杆802,蜗杆802位于涡轮801的下方。转动蜗杆802,能够带动横轴700转动以调整刀架402的竖向角度,从而调整珩齿刀的竖向角度。实际加工中,可以根据待加工齿轮具体参数,调整珩齿刀的竖向角度。
80.请结合参阅图9,图9为本发明实施例所述的立式珩齿机加装喷嘴的结构示意图。
81.更为优选的,本发明所提供的立式珩齿机还包括安装于机床床身100并位于立轴装置 200一侧的喷嘴900,喷嘴用于对齿轮300工件喷冷却液。冷却液经过袋式过滤器后,通过喷嘴在加工过程中喷向工件,达到冷却和清洗的功能。
82.本发明所提供的新型立式珩齿机对齿轮的加工流程:
83.取下已加工完成的工件
→
放入待加工的工件
→
拉紧气缸动作涨紧工件
→
刀架快速进给到临近工件位置
→
工件慢速旋转
→
进刀到啮合位置
→
判断啮合是否成功(不成功则退开再进刀)
→
啮合成功则进刀到位
→
打开喷嘴喷冷却液
→
工件以珩齿工作转速旋转珩齿x1 秒
→
工件停止旋转
→
退刀
→
关闭喷嘴
→
工件旋转x2秒甩油
→
工件停止旋转
→
换料。
84.通过上述技术方案可知,本发明所提供的立式珩齿机,能够自动实现珩齿、清洗和帅油工序,节约清洗工序油料消耗,降低珩齿油料消耗。
85.显然,本领域的技术人员可对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1