一种多刀头加工机头及双面上盘切块加工的方法与流程
1.本发明涉及纺织机械智能化加工机头领域,具体指的是一种多刀头加工机头及双面上盘切块加工的方法。
背景技术:
2.目前针对针织圆纬机各零件的加工均采用单个刀具进行单个工序的加工,例如对双面上盘切块进行加工时,双面上盘切块上的刻度器孔、螺丝底孔以及钢珠弹簧孔等均采用单个钻头或铣刀进行加工,每个工序加工完成后,需要转移至另一设备上进行下一工序的加工,不能对多个工序进行连续的同步加工,加工效率过低,不能满足现有市场的需求。
技术实现要素:
3.本发明的目的在于克服上述不足,提供一种多刀头加工机头及双面上盘切块加工的方法。
4.[根据本发明一方面提供的一种多刀头加工机头]
[0005]
一种多刀头加工机头,包括安装座、设置在安装座上的多个轴头以及对应设置在多个轴头上的多个刀具,多个轴头按照至少两轴头为一轴头组进行轴头组的划分,各轴头组对应形成刀具组,各刀具组可对多个其加工零件的一道加工工序同时加工或相邻至少两道加工工序进行连续同步加工。
[0006]
优选的,多个加工零件按照多等分环形分布在加工台上进行加工。
[0007]
优选的,当各刀具组对加工零件的一道工序进行同时加工时,各刀具组的各刀具均相同,且相邻两刀具组的位置按照多个加工零件的相邻两加工部位环形分布的位置对应设置。
[0008]
优选的,相邻两刀具组的位置包括刀具之间的纵向距离和横向距离。
[0009]
优选的,该刀具为钻头或铣刀。
[0010]
优选的,该加工零件为针织圆纬机的三角座或双面上盘切块。
[0011]
[根据本发明另一方面提供的一种双面上盘切块加工的方法]
[0012]
一种双面上盘切块加工的方法,该双面上盘切块包括切块本体,该切块本体上设置有多个刻度器孔,该刻度器孔内设置有螺丝底孔和钢珠弹簧孔,该切块本体的外沿处还排列设置有多个紧固螺丝孔,该方法包括:
[0013]
刻度器孔与螺丝底孔的连续加工步骤:此时安装座上设置有两组刀具组,一组刀具组的刀具为铣刀,用于加工刻度器孔,另一刀具组的刀具均为钻头,用于加工螺丝底孔,在先加工有刻度器孔的情况下,利用两组刀具组进行刻度器孔与螺丝底孔同步连续加工;
[0014]
钢珠弹簧孔的加工步骤:此时安装座上设置有多组相同的刀具组,且各刀具组的刀具均为相同的钻头,在加工完刻度器孔的情况下,利用多个刀具组进行多等分的钢珠弹簧孔同步加工;
[0015]
紧固螺丝孔的加工步骤:此时安装座上设置有两组带有不同钻头的刀具组,利用
两组刀具组进行多等分的紧固螺丝孔的同步加工。
[0016]
优选的,该刻度器孔与螺丝底孔的连续加工步骤中的铣刀的直径为12
‑
16mm,长度为25
‑
30mm,该钻头的直径为3.5
‑
4.0mm,长度为30
‑
35mm。
[0017]
优选的,该紧固螺丝孔的加工步骤中的钻头的直径为3.0
‑
3.5mm,长度为30.0
‑
30.5mm。
[0018]
优选的,该紧固螺丝孔的加工步骤中,先利用其中一刀具组进行多等分的底孔加工形成底孔,然后利用另一刀具组在底孔内进行攻牙形成带有带有螺纹的紧固螺丝孔。
[0019]
通过采用上述的技术方案,本发明的有益效果是:
[0020]
通过带有多个刀具组的刀头对多个加工零件的一个工序同步加工或多个工序进行连续的同步加工相对于单个刀具进行单个工序的加工,极大的程度上提高了加工效率,具体针对双面上盘切块进行加工时,可采用铣刀刀具组和钻头刀具组对多个等分的双面上盘切块进行刻度器孔与螺丝底孔连续同步加工,然后在通过采用多个相同钻头刀具组对刻度器孔内的钢珠弹簧孔进行多等分同步加工,最后通过采用不用钻头的多个刀具组对紧固螺丝孔进行连续同步加工,提高了加工效率。
附图说明
[0021]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一个或数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
[0022]
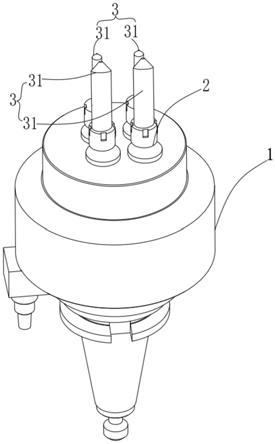
图1为本发明实施例1中多刀头加工机头的结构示意图;
[0023]
图2为本发明实施例2中多刀头加工机头的结构示意图;
[0024]
图3为本发明实施例3中多刀头加工机头的结构示意图;
[0025]
图4为本发明实施例4中双面上盘切块环形分布加工示意图;
[0026]
图5本发明图4中a处放大图。
[0027]
主要附图标记说明:1安装座,2轴头,3刀具组,31刀具,4分割线,5切块本体,6刻度器孔,7螺丝底孔,8钢珠弹簧孔,9紧固螺丝孔,10咀口。
具体实施方式
[0028]
以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以相互结合,所形成的技术方案均在本发明的保护范围之内。
[0029]
同时,在以下说明中,处于解释的目的而阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
[0030]
[根据本发明提供的一种多刀头加工机头]
[0031]
一种多刀头加工机头,参照图1
‑
图3,包括安装座1、设置在安装座1上的多个轴头2以及对应设置在多个轴头2上的多个刀具31,多个轴头2按照至少两轴头2为一轴头2组进行
轴头2组的划分,可以划分成一组或多组轴头2组,各轴头2组对应形成刀具组3,各刀具组3可对多个其加工零件的一道加工工序同时加工或相邻至少两道加工工序进行连续同步加工,当各刀具组3对加工零件的一道工序进行同时加工时,各刀具组3的各刀具31均相同,且相邻两刀具组3的位置按照多个加工零件的相邻两加工部位环形分布的位置(相邻两刀具组3的位置包括刀具组3、刀具31之间的纵向距离和横向距离)对应设置;可理解为,多个等分的加工零件环形分布后,当利用多个相同的刀具组3对多个等分中的同一工序进行加工时,刀具组3之间的位置关系与多个等分上的加工部位位置相对应。
[0032]
通过加工零件上的加工部位之间的横向距离和纵向距离,来设计相适配距离的刀具31进行加工,加工零件可为但不限于针织圆纬机的三角座或双面上盘切块,当对双面上盘切块进行加工时,参照图4,双面上盘切块按照多等分环形分布进行加工;对多等分的双面上盘切块依次加工成型。
[0033]
[根据本发明提供的一种双面上盘切块加工的方法]
[0034]
一种双面上盘切块加工的方法,参照图5,该双面上盘切块包括切块本体5,该切块本体5上设置有多个刻度器孔6,该刻度器孔6内设置有螺丝底孔7和钢珠弹簧孔8,该切块本体5的外沿处还排列设置有多个紧固螺丝孔9,该方法包括:
[0035]
刻度器孔6与螺丝底孔7的连续加工步骤:此时安装座1上设置有两组刀具组3,一组刀具组3的刀具31为铣刀,用于加工刻度器孔6,另一刀具组3的刀具31均为钻头,用于加工螺丝底孔7,在先加工有刻度器孔6的情况下,利用两组刀具组3进行刻度器孔6与螺丝底孔7同步连续加工;该刻度器孔6与螺丝底孔7的连续加工步骤中的铣刀的直径为12
‑
16mm,长度为25
‑
30mm,该钻头的直径为3.5
‑
4.0mm,长度为30
‑
35mm。
[0036]
钢珠弹簧孔8的加工步骤:此时安装座1上设置有多组相同的刀具组3,且各刀具组3的刀具31均为相同的钻头,在加工完刻度器孔6的情况下,利用多个刀具组3进行多等分的钢珠弹簧孔8同步加工;该紧固螺丝孔9的加工步骤中的钻头的直径为3.0
‑
3.5mm,长度为30.0
‑
30.5mm。
[0037]
紧固螺丝孔9的加工步骤:此时安装座1上设置有两组带有不同钻头的刀具组3,利用两组刀具组3进行多等分的紧固螺丝孔9的同步加工,该紧固螺丝孔9的加工步骤中,先利用其中一刀具组3进行多等分的底孔加工形成底孔,然后利用另一刀具组3在底孔内进行攻牙形成带有带有螺纹的紧固螺丝孔9。
[0038]
实施例1
[0039]
本实施例中,该安装座1上安装有两组刀具组3,其中一刀具组3包括两直径为15mm,长度为29.9mm的铣刀,另一刀具组3包括两直径为3.7mm,长度为44.1mm的钻头,本实施例中的两组刀具组3用于双面上盘切块中刻度器孔6与螺丝底孔7的加工,首先在切块本体5上独立加工两刻度器孔6,然后启动该刀头,两钻头在两铣刀加工完刻度器孔6的基础上,在刻度器孔6内进行螺丝底孔7的加工,两铣刀与两钻头之间的距离,与切块本体5上刻度器孔6与螺丝底孔7的加工位置相对应;两组刀具组3依次同步进行刻度器孔6与螺丝底孔7的加工,直至所有等分的双面上盘切块的刻度器孔6与螺丝底孔7加工完成。
[0040]
实施例2
[0041]
本实施例中,该安装座1上安装有两组相同刀具组3,两组刀具组3均包括三直径均为3.3mm,长度为30.3mm的钻头,本实施例是在实施例1的基础上进行多等分双面上盘切块
的钢珠弹簧孔8进行同步加工,在加工完的刻度器孔6的基础上,两组刀具组3一次性同步进行多等分双面上盘切块钢珠弹簧孔8的加工,直至所有等分的双面上盘切块的钢珠弹簧孔8加工完成。
[0042]
实施例3
[0043]
本实施例中,该安装座1上安装有两组刀具组3,其中一刀具组3包括三直径为4.25mm,长度为45.1mm的钻头,另一刀具组3包括三长度为30mm的钻头,首先利用三直径为4.25mm,长度为45.1mm的钻头进行多等分双面上盘切块上底孔的加工,然后将环形分布的多等分双面上盘切块上加工好的底孔的位置移动至另一组刀具组3正下方,在底孔内进行攻牙,形成紧固螺丝孔9。
[0044]
实施例4
[0045]
本实施例采用实施例1
‑
3中的刀头对双面上盘切块进行加工,将环形盘放置在加工台上,然后利用实施例1中的刀头进行多等分双面上盘切块的刻度器孔6与螺丝底孔7加工,参照图5,首先进行第一等分(咀口10)的加工,第一等分为其他等分的二分之一,首先单独利用两铣刀加工出两两刻度器孔6,然后启动实施例1中的刀头,两钻头在两铣刀加工完刻度器孔6的基础上,在刻度器孔6内进行螺丝底孔7的加工,两铣刀与两钻头之间的距离,与切块本体5上刻度器孔6与螺丝底孔7的加工位置相对应;两组刀具组3依次同步进行刻度器孔6与螺丝底孔7的加工,直至所有等分的双面上盘切块的刻度器孔6与螺丝底孔7加工完成;
[0046]
然后采用实施例2中的刀头进行多等分双面上盘切块的钢珠弹簧孔8加工;在加工完的刻度器孔6的基础上,两组刀具组3一次性同步进行多等分双面上盘切块钢珠弹簧孔8的加工,直至所有等分的双面上盘切块的钢珠弹簧孔8加工完成,然后然后采用实施例3中的刀头进行多等分双面上盘切块的紧固螺丝孔9加工,首先利用三直径为4.25mm,长度为45.1mm的钻头进行多等分双面上盘切块上底孔的加工,然后将环形分布的多等分双面上盘切块上加工好的底孔的位置移动至另一组刀具组3正下方,在底孔内进行攻牙,形成紧固螺丝孔9。
[0047]
最后加工完成后,将环形盘沿着各等分之间的分割线4进行分割,形成多个双面上盘切块;极大的程度上提高了加工效率。
[0048]
需说明,在上文的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1