粗杆六角头螺栓冷镦工艺的制作方法
1.本发明涉及六角头螺栓成型技术领域,尤其涉及粗杆六角头螺栓冷镦工艺。
背景技术:
2.六角头螺栓分为外六角螺栓和内六角螺钉两种。按连接的受力方式,有普通的和有铰制孔用的.铰制孔用的螺栓要和孔的尺寸配合,用在受横向力时.按头部形状有六角头的,圆头的,方形头的,沉头的,等等一般沉头用在要求连接后表面光滑没突起的地方,因为沉头可以拧到零件里.圆头也可以拧进零件里.方头的拧紧力可以大些,但是尺寸很大.六角头是最常用的;3/8
‑
24unfx22.2粗杆美制六角头螺栓是粗杆六角头螺栓的一种,3/8
‑
24unfx22.2粗杆美制六角头螺栓正常工艺缩径比小,只能用粗杆缩细一部分,再用仪表车床车螺栓搓牙坯径,后搓丝。这种冷镦成型方式材料浪费严重,工序多成本高。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的粗杆六角头螺栓冷镦工艺。
4.为了实现上述目的,本发明采用了如下技术方案:粗杆六角头螺栓冷镦工艺,包括如下步骤:断料:将原材料送至断料模具内进行断料,断料长度为固定的,得到胚料;一序:将胚料置于强缩模具内进行第一次冷镦,气缸的伸缩杆将胚料关进强缩模具内进行强缩处理,得到毛坯件;二序:将毛坯件进行第二次冷镦,使得螺栓杆部进行预倒角整形;三序:将预倒角的螺栓进行第三次冷镦,螺栓杆部进行二次倒角成型,且螺栓头部预成型;四序:将二次倒角的螺栓加入切边凹模内进行第四冷镦,螺栓头部彻底成型;搓丝:将成型后的螺栓加入到搓丝机中进行搓丝处理,搓丝结束后得到3
‑8‑
24unfx22.2美制粗杆六角头螺栓。
5.优选的,原材料选用优质碳素钢。
6.优选的,所述断料步骤中的胚料长度为39.1mm。
7.优选的,所述3
‑8‑
24unfx22.2美制粗杆六角头螺栓的细杆部长度为22.2mm,细杆的端部倒角长度为1.5mm,所述3
‑8‑
24unfx22.2美制粗杆六角头螺栓的粗杆部长度为8.13mm。
8.优选的,所述强缩模具包括外模、内模、粗杆初步成型孔、粗杆端部弧面成型孔、细杆强缩孔、第一横孔和第二横孔,所述外模的左端横孔固定连接有内模,所述内模的左端开设有用于3
‑8‑
24unfx22.2美制粗杆六角头螺栓粗杆初步成型的粗杆初步成型孔,所述内模在粗杆初步成型孔的右端开设有用于3
‑8‑
24unfx22.2美制粗杆六角头螺栓粗杆端部弧面
成型的粗杆端部弧面成型孔,所述内模在粗杆端部弧面成型孔的右端开设有用于用于3
‑8‑
24unfx22.2美制粗杆六角头螺栓细杆强缩的细杆强缩孔,所述内模在细杆强缩孔的右端开设有第二横孔,所述外模在第二横孔的右端开设有第一横孔。
9.优选的,所述第二横孔设置在内模的右端。
10.优选的,所述第一横孔和第二横孔的直径尺寸相同,且第一横孔和第二横孔的直径尺寸大于3
‑8‑
24unfx22.2美制粗杆六角头螺栓细杆的直径尺寸。
11.优选的,所述外模选用40cr合金钢制成。
12.优选的,所述外模的硬度要求为:hrc44
‑
48。
13.优选的,所述内模选用yg20c硬质合金制成。
14.本发明提出的粗杆六角头螺栓冷镦工艺,有益效果在于:本发明采用粗杆六角头螺栓冷镦工艺用四工位冷镦机成型,将冷镦机的强缩杆把所有材料关进强缩模具内进行强缩,强缩模具缩径比,直接缩到产品尺寸,再通过切边凹模直接成型,节省了材料,实现大批量、稳定生产3/8
‑
24unfx22.2粗杆美制六角头螺栓,提高了加工效率。
附图说明
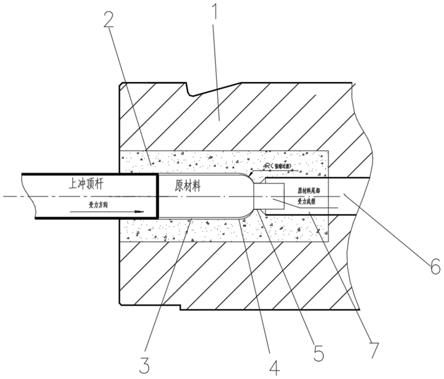
15.图1为本发明提出的粗杆六角头螺栓冷镦工艺示意图;图2为本发明提出的强缩模具结构示意图。
16.图中:1.外模 2.内模 3.粗杆初步成型孔 4.粗杆端部弧面成型孔 5.细杆强缩孔 6.第一横孔 7.第二横孔。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
18.实施例1:如图1和2所示,粗杆六角头螺栓冷镦工艺,包括如下步骤:断料:将原材料送至断料模具内进行断料,原材料选用优质碳素钢,断料长度为固定的,得到胚料,胚料长度为39.1mm;一序:将胚料置于强缩模具内进行第一次冷镦,气缸的伸缩杆将胚料关进强缩模具内进行强缩处理,得到毛坯件;二序:将毛坯件进行第二次冷镦,使得螺栓杆部进行预倒角整形,3
‑8‑
24unfx22.2美制粗杆六角头螺栓的细杆部长度为22.2mm,细杆的端部倒角长度为1.5mm,所述3
‑8‑
24unfx22.2美制粗杆六角头螺栓的粗杆部长度为8.13mm;三序:将预倒角的螺栓进行第三次冷镦,螺栓杆部进行二次倒角成型,且螺栓头部预成型;四序:将二次倒角的螺栓加入切边凹模内进行第四冷镦,螺栓头部彻底成型;搓丝:将成型后的螺栓加入到搓丝机中进行搓丝处理,搓丝结束后得到3
‑8‑
24unfx22.2美制粗杆六角头螺栓;采用粗杆六角头螺栓冷镦工艺用四工位冷镦机成型,将冷镦机的强缩杆把所有材
料关进强缩模具内进行强缩,强缩模具缩径比,直接缩到产品尺寸,再通过切边凹模直接成型,节省了材料,实现大批量、稳定生产3/8
‑
24unfx22.2粗杆美制六角头螺栓,提高了加工效率。
19.所述强缩模具包括外模(1)、内模(2)、粗杆初步成型孔(3)、粗杆端部弧面成型孔(4)、细杆强缩孔(5)、第一横孔(6)和第二横孔(7),所述外模(1)的左端横孔固定连接有内模(2),所述内模(2)的左端开设有用于3
‑8‑
24unfx22.2美制粗杆六角头螺栓粗杆初步成型的粗杆初步成型孔(3),所述内模(2)在粗杆初步成型孔(3)的右端开设有用于3
‑8‑
24unfx22.2美制粗杆六角头螺栓粗杆端部弧面成型的粗杆端部弧面成型孔(4),所述内模(2)在粗杆端部弧面成型孔(4)的右端开设有用于用于3
‑8‑
24unfx22.2美制粗杆六角头螺栓细杆强缩的细杆强缩孔(5),所述内模(2)在细杆强缩孔(5)的右端开设有第二横孔(7),所述外模(1)在第二横孔(7)的右端开设有第一横孔(6),所述第二横孔(7)设置在内模(2)的右端,所述第一横孔(6)和第二横孔(7)的直径尺寸相同,且第一横孔(6)和第二横孔(7)的直径尺寸大于3
‑8‑
24unfx22.2美制粗杆六角头螺栓细杆的直径尺寸,所述外模(1)选用40cr合金钢制成,所述外模(1)的硬度要求为:hrc44
‑
48,所述内模(2)选用yg20c硬质合金制成,将冷镦机的强缩杆把所有材料关进强缩模具内进行强缩,强缩模具缩径比,直接缩到产品尺寸。
20.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1