层合板磁脉冲复合成形装置及复合成形方法
1.本发明涉及金属材料加工成形领域,具体涉及两种不同合金板材的磁脉冲复合成形装置。
背景技术:
2.由于能源短缺和环境污染问题日益突出,材料轻量化设计已成为汽车制造、航空航天、电子等工业领域的一大发展趋势。
3.铝合金、镁合金等轻金属板材在材料轻量化的进程中被广泛使用,但为了结构安全,铝合金、镁合金等不能完全替代某些钢结构,因此异种材料的层合板复合变得越来越重要。异种金属(例如钢和铝合金)由于其物理和化学性能(例如熔点)的差异,很难通过传统的复合技术进行有效连接。
技术实现要素:
4.本发明的目的是为了解决异种材料的板材复合困难的问题,提出了层合板磁脉冲复合成形装置及复合成形方法。
5.层合板磁脉冲复合成形装置,所述装置包括主框架单元、工作平台单元、送料单元和磁脉冲冲击单元;
6.主框架单元,用于放置工作平台单元和悬挂磁脉冲冲击单元,并带动磁脉冲冲击单元上下移动;
7.送料单元,用于放置2个板材,并将2个板材传输至工作平台单元上;
8.工作平台单元放置在主框架单元上,且朝向磁脉冲冲击单元,
9.磁脉冲冲击单元,用于在主框架单元带动下进行上下移动,当磁脉冲冲击单元向下移动时,对工作平台单元上的2个板材进行冲击复合,使2个板材形成层合板,当冲击复合完成后,磁脉冲冲击单元向上移动;
10.磁脉冲冲击单元包括2个磁脉冲成形设备、2个索夹、4个吊索、外导槽、第一匀压线圈、第二匀压线圈、第一绝缘组织、第二绝缘组织和2个绝缘层;
11.第一绝缘组织为圆柱体,第二绝缘组织为扁体,第一匀压线圈套设在第一绝缘组织上,第二匀压线圈套设在第二绝缘组织上;
12.每个绝缘组织两端均开设2个凹槽;
13.2个索夹均扣合在主框架单元上,通过销轴将2个索夹固定在主框架单元上,每个索夹上表面均开设2个圆形凹槽,每个吊索的两端分别套设在索夹的凹槽上和绝缘组织的凹槽上,第一匀压线圈与板材接触方式为相切,第二匀压线圈与板材接触方式为面接触,第一匀压线圈和第二匀压线圈外端各罩有1个外导槽,外导槽为导电材料,2个外导槽通过螺栓固定在主框架单元上,第一匀压线圈与主框架单元之间设置1个绝缘层,第二匀压线圈与主框架单元之间设置1个绝缘层;
14.第一匀压线圈和第二匀压线圈的两端连接磁脉冲成形设备,磁脉冲成形设备用于
为第一匀压线圈和第二匀压线圈提供电流,产生磁场;
15.第一匀压线圈外端的外导槽,用于将磁场聚拢,之后由磁场产生的洛伦兹力实现对2个板材的线接触冲击复合;
16.第二匀压线圈外端的外导槽,用于将磁场聚拢,之后由磁场产生的洛伦兹力实现对2个板材的面接触冲击复合,所述线接触冲击复合和面接触冲击复合交替冲击复合完成对整个长度板材的复合。
17.根据层合板磁脉冲复合成形装置实现的复合成形方法,所述方法包括以下步骤:
18.步骤1、将每个板材分别放置在1个卷料器上,利用控制系统控制2个卷料器的高度,并控制2个卷料器转动,使两个板材的另一端各穿过1个方形限制孔分别伸入第二垫块的上下端,控制2个卷料器停止工作;
19.步骤2、启动2个旋转电机,同时带动2个调节螺杆转动,使2个方形螺母和移动杆同时沿着调节螺杆向下移动,从而带动磁脉冲冲击单元向下移动,打开磁脉冲冲击单元向第一匀压线圈通电,第一匀压线圈产生瞬间的电磁力作用于第一垫块和第二垫块之间的飞板,使得第一垫块和第二垫块之间的飞板向下运动,进而令飞板和基板进行线接触冲击复合;
20.步骤3、反向启动2个旋转电机,同时带动2个调节螺杆转动,使2个方形螺母和移动杆同时沿着调节螺杆向上移动,从而带动磁脉冲冲击单元向上移动,使磁脉冲冲击单元脱离飞板;
21.步骤4、利用板材隔离装置将第二垫块移走;
22.步骤5、利用控制系统控制2个卷料器继续转动,将经过步骤2线接触冲击复合后的2个板材的另一端分别移至第三垫块上和工作平台上,再将第二垫块放置于第二匀压线圈的外导槽下压位置;
23.步骤6、启动2个旋转电机,同时带动2个调节螺杆转动,使2个方形螺母和移动杆一同向下进行移动,从而带动磁脉冲冲击单元向下移动压紧飞板,打开磁脉冲冲击单元向第二匀压线圈通电,此时第二匀压线圈的外导槽下压在第二垫块和第三垫块上,而此时设置在第二垫块和第三垫块上下端的飞板和基板由第二匀压线圈在线接触冲击复合的一端进行面接触冲击复合;
24.步骤7、使磁脉冲冲击单元向上移动,移走第二垫块),回转卷料器,将步骤6复合好的一端移动至第一匀压线圈下方,磁脉冲冲击单元向下移动,压紧飞板,对面接触冲击复合的一端进行线接触冲击复合;
25.步骤8、重复操作步骤3、步骤5、步骤6和步骤7,采用线接触冲击复合和面接触冲击复合形成的线面交替冲击复合完成对整个长度板材的复合,由拖料小车将复合后形成的复合板运走。
26.本发明的有益效果是:
27.1、层合板磁脉冲复合成形中第一匀压线圈可以采用螺线管线圈的匀压线圈,螺线管线圈的匀压线圈与飞板相切,实现与飞板小面积接触,从而实现对2个板材的小面积复合,可以避免材料的熔化。之后利用第二匀压线圈对经过小面积接触的板材一端进行大接触面积复合,然后再对大接触面积复合板材的一端进行小面积复合,再对该小面积复合的一端进行大面积复合,通过这种“小+大”结合方式,完成整个长度板材的复合,使异种金属
的复合更加牢固紧密。第一匀压线圈与第二匀压线圈实现对两种板材的循环往复式冲击复合,从而实现良好的复合成形效果。另外,通过第一匀压线圈与第二匀压线圈对两种板材的循环往复式冲击复合,节省了工作平台单元的工作长度。
28.2、本技术通过磁脉冲进行高速率冲击实现异种材料的复合,对于常规情况下几乎不可结合的异种金属的复合成形具有很大的潜力。
29.3、磁脉冲成形技术在冲击复合过程中可以消除与材料热影响区的工艺问题,避免材料的熔化,实现两块板材的良好连接。
30.4、本技术利用第一匀压线圈和第二匀压线圈结合的方式完成多工序加工复合成形,成形过程快速高效,缩短了加工周期,提高了生产效率。
31.5、本技术加工过程灵活性高、无噪音、无污染。
32.6、本技术中的工作平台可以和送料单元合作,使板料保持一个平直状态,避免板料损坏。
附图说明
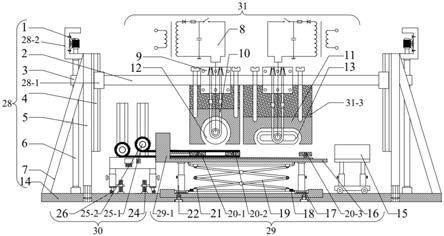
33.图1为层合板磁脉冲复合成形装置主视剖视结构示意图;
34.图2为层合板磁脉冲复合成形装置中竖导轨和立框架的剖视结构示意图;
35.图3为层合板磁脉冲复合成形装置中移动杆穿过竖导轨和立框架的俯视剖视结构示意图;
36.图4为层合板磁脉冲复合成形装置中移动杆与竖导轨滑动连接的俯视结构示意图;
37.图5为层合板磁脉冲复合成形装置中滑块与导轨的剖视结构示意图;
38.图6为层合板磁脉冲复合成形装置中板材隔离装置与第二垫块的连接关系图;
39.图7至图9分别为手拉螺杆插入第二垫块中、拉动手拉螺杆带动第二垫块和螺母向外拉出一部分和转动手拉螺杆90度的三个状态图;
40.图10为层合板磁脉冲复合成形装置中方形限制孔的剖视结构示意图;
41.图11为层合板磁脉冲复合成形装置中索夹与移动杆连接件的剖视结构示意图;
42.图12为层合板磁脉冲复合成形装置中第一匀压线圈的三维结构示意图;
43.图13为层合板磁脉冲复合成形装置中第二匀压线圈的三维结构示意图。
具体实施方式
44.具体实施方式一:结合图1说明本实施方式,本实施方式所述的层合板磁脉冲复合成形装置,所述装置包括主框架单元28、工作平台单元29、送料单元30和磁脉冲冲击单元31;
45.主框架单元28,用于放置工作平台单元29和悬挂磁脉冲冲击单元31,并带动磁脉冲冲击单元31上下移动;
46.送料单元30,用于放置2个板材,并将2个板材传输至工作平台单元29上;
47.工作平台单元29放置在主框架单元28上,且朝向磁脉冲冲击单元31,
48.磁脉冲冲击单元31,用于在主框架单元28带动下进行上下移动,当磁脉冲冲击单元31向下移动时,对工作平台单元29上的2个板材进行冲击复合,使2个板材形成层合板,当
冲击复合完成后,磁脉冲冲击单元31向上移动;
49.磁脉冲冲击单元31包括2个磁脉冲成形设备8、2个索夹9、4个吊索10、外导槽11、第一匀压线圈12、第二匀压线圈13、第一绝缘组织31
‑
1、第二绝缘组织31
‑
2和2个绝缘层31
‑
3;
50.第一绝缘组织31
‑
1为圆柱体,第二绝缘组织31
‑
2为扁体,第一匀压线圈12套设在第一绝缘组织31
‑
1上,第二匀压线圈13套设在第二绝缘组织31
‑
2上;
51.每个绝缘组织31
‑
1两端均开设2个凹槽;
52.2个索夹9均扣合在主框架单元28上,通过销轴将2个索夹9固定在主框架单元上,每个索夹9上表面均开设2个圆形凹槽,每个吊索10的两端分别套设在索夹9的凹槽上和绝缘组织31
‑
1的凹槽上,第一匀压线圈12与板材接触方式为相切,第二匀压线圈13与板材接触方式为面接触,第一匀压线圈12和第二匀压线圈13外端各罩有1个外导槽11,外导槽11为导电材料,2个外导槽11通过螺栓固定在主框架单元28上,第一匀压线圈12与主框架单元28之间设置1个绝缘层31
‑
3,第二匀压线圈13与主框架单元28之间设置1个绝缘层31
‑
3;
53.第一匀压线圈12和第二匀压线圈13的两端连接磁脉冲成形设备8,磁脉冲成形设备8用于为第一匀压线圈12和第二匀压线圈13提供电流,产生磁场;
54.第一匀压线圈12外端的外导槽11,用于将磁场聚拢,之后由磁场产生的洛伦兹力实现对2个板材的线接触冲击复合;
55.第二匀压线圈13外端的外导槽11,用于将磁场聚拢,之后由磁场产生的洛伦兹力实现对2个板材的面接触冲击复合,所述线接触冲击复合和面接触冲击复合交替冲击复合完成对整个长度板材的复合。
56.本实施方式中,第一匀压线圈12和第二匀压线圈13各与移动杆通过吊索连接固定,使得第一匀压线圈12和第二匀压线圈13可以在上下方向上移动,且通过调节吊索可以实现第一匀压线圈12和第二匀压线圈13的装取;
57.垫块上端的板材称作飞板,飞板为薄板,垫块下端的板材称作基板。垫块的位置与外导槽下压的位置相对应;
58.在冲击过程中外导槽充分压紧垫块上端的飞板,从而形成一个闭合回路,使磁场聚集在外导槽内部;
59.垫块使飞板和基板之间产生一定的距离,便于进行冲击复合。方形限制孔可以防止板材在进料时发生上下方向的摆动。升降装置可以实现板材的上下移动;
60.送料装置位于升降工作台的左端,底端设有移动轮,便于在任意位置进行移动,移动轮一端设有制定装置,可使送料装置固定在所需位置,上端设有垂直升降机构,可以控制卷料的上下移动,便于控制板材从方形限制孔进入工作台;
61.送料装置通过旋转进行送料,回转进行收料,利用送料时旋转与收料时回转来实现两种板材在工作平台水平方向上的移动,便于第一匀压线圈与第二匀压线圈进行循环往复式冲击结合;
62.主框架单元包括底框架、立框架、支撑框和移动杆;
63.立框架置于底框架之上,支撑框与立框架相连,起支撑固定作用,移动杆两端与立框架之间通过连接装置连接,从而实现上下方向的移动。
64.本技术中,第一匀压线圈可以采用螺线管线圈的匀压线圈,如图12所示。
65.外导槽均由导电性良好的铜所制成,在进行冲击复合的过程中压紧板材,通过形
成一个闭合的回路,使磁场聚集起来,更加高效的实现冲击复合过程。
66.具体实施方式二:结合图2和图4说明本实施方式,本实施方式是对具体实施方式一所述的层合板磁脉冲复合成形装置进一步限定,在本实施方式中,主框架单元28包括2个旋转电机1、移动杆2、方形螺母3、2个竖导轨4、2个立框架5、2个调节螺杆6、底座14、2个一号滑块28
‑
1和2个方形框架结构28
‑
2;
67.2个立框架5设立于底座14上且位于底座14两侧,与底座14固定连接,2个竖导轨4相对安装在2个立框架5内壁,2个立框架5和2个竖导轨4内沿竖直方向均开设长方形通孔,该长方形通孔为移动杆2的上下移动提供空间,移动杆2的两端各套设1个一号滑块28
‑
1,且每个一号滑块28
‑
1与竖导轨4滑动连接,
68.2个调节螺杆6设立于底座14上且位于每个立框架5外侧,每个方形框架结构28
‑
2与1个立框架5的外侧壁上部连接,每个方形框架结构28
‑
2内放置一个旋转电机1,旋转电机1通过固定螺栓与方形框架结构的一侧壁固定,每个方形框架结构28
‑
2的底部开设一个通孔,旋转电机1的转动轴穿过该通孔与调节螺杆6顶部连接;
69.每个调节螺杆6各套设一个方形螺母3,移动杆2的两端各穿过所述长方形通孔与方形螺母3侧壁固定连接,通过2旋转电机1同时转动来带动2个调节螺杆6转动,使得2调节螺杆6上的2方形螺母3同时带动移动杆2上下移动;
70.第一匀压线圈12与移动杆2之间设置1个绝缘层31
‑
3,第二匀压线圈13与移动杆2之间设置1个绝缘层31
‑
3。
71.本实施方式中,主框架单元28的使用方法如下:
72.步骤一、当旋转电机的开关闭合时,旋转电机的转动轴发生旋转,调节螺杆与旋转电机相连接,同时发生转动;
73.步骤二、方形螺母与调节螺杆转动连接,随着调节螺杆旋转,方形螺母将向下进行移动,由于方形螺母与移动杆为一体结构且滑块与竖导轨之间为滑动连接的关系,从而实现移动杆的下降;
74.步骤三、当旋转电机的开关闭合时,旋转电机的转动轴发生回转,调节螺杆与旋转电机相连接,同时发生回转;
75.步骤四、方形螺母与调节螺杆转动连接,随着调节螺杆回转,方形螺母将向上进行移动,由于方形螺母与移动杆为一体结构且滑块与竖导轨之间为滑动连接的关系,从而实现移动杆的上升。
76.如图11所示,索夹8与移动杆2扣合连接,通过销轴将索夹8固定在移动杆2上,索夹8上表面开设圆形凹槽,用来放置吊索10;
77.第一匀压线圈12和第二匀压线圈13的三维结构如图12和图13所示,第一匀压线圈12和第二匀压线圈13两端与吊索10连接固定,以此来实现第一匀压线圈12和第二匀压线圈13上下方向上的移动,且通过调节吊索10,可以实现线圈的装取更换;
78.第一匀压线圈12和第二匀压线圈13的两端外接磁脉冲成形设备8用于控制磁脉冲电源产生脉冲的参数;
79.垫块20放置的位置与外导槽11下压的位置相对应;
80.外导槽11均由导电性良好的铜所制成,在进行冲击复合的过程中压紧飞板,通过形成一个闭合的回路,使磁场聚集起来,更加高效的实现冲击复合过程。
81.具体实施方式三:本实施方式是对具体实施方式二所述的层合板磁脉冲复合成形装置进一步限定,在本实施方式中,所述主框架单元28还包括支撑杆7,
82.支撑杆7一端连接立框架5的外壁,支撑杆7另一端位于底座14上,支撑杆7用于对立框架5进行固定支撑。
83.具体实施方式四:本实施方式是对具体实施方式一所述的层合板磁脉冲复合成形装置进一步限定,在本实施方式中,工作平台单元29包括工作平台16、板材限位块29
‑
1、方形电机17、助推器18、伸缩杆19、3个垫块20、二号滑块21、导轨29
‑
2、2个支撑杆22、方形限制孔23和1个板材隔离装置27;
84.底座14上开有凹槽,导轨29
‑
2和支撑杆22均设置在凹槽内,伸缩杆19设置在导轨29
‑
2上,2个支撑杆22设置在伸缩杆19两端,凹槽用以定位和缓冲伸缩杆19在伸长或者收缩时产生的压力,工作平台16设置在伸缩杆19和支撑杆22顶部,支撑杆22随着伸缩杆19的伸缩而升降;
85.在伸缩杆19两端底部各安装1个方形电动机17,2个方形电动机17产生的动力用以分别控制1个助推器18前进或后退,2个助推器18前进时,推动2个二号滑块21在导轨29
‑
2上相向运动,挤压与2个二号滑块连接的伸缩杆19的两端,使伸缩杆19伸长,带动工作平台16向上运动,2个助推器18后退时,推动2个二号滑块21在导轨29
‑
2上相背运动,使支撑杆19收缩,带动工作平台16向下运动;
86.板材限位块29
‑
1与靠近送料单元30的工作平台16侧壁垂直连接,且板材限位块29
‑
1与工作平台16底面齐平,板材限位块29
‑
1和工作平台16为一体件结构,板材限位块29
‑
1上开设两个方形限制孔23,
87.送料单元30将2个板材送入工作平台16时,2个板材通过两个方形限制孔23进入工作平台16,两个方形限制孔23防止2个板材上下摆动,使板材稳定的进入工作平台16;
88.3个垫块20沿着工作平台16长度方向设置在工作平台16上,3个垫块20从靠近送料单元30端开始依次命名为第一垫块20
‑
1、第二垫块20
‑
2和第三垫块20
‑
3,第二垫块20
‑
2能够被板材隔离装置27移动,
89.第一垫块20
‑
1和第二垫块20
‑
2的位置与第一匀压线圈12的外导槽11下压位置相对应,第三垫块20
‑
3的位置与第二匀压线圈13的外导槽11外底部下压位置相对应;
90.所述2个板材分别命名为飞板和基板,所述飞板位于3个垫块20上表面,基板位于3个垫块20下底面;
91.板材隔离装置27,用于在板材经过第一次线接触冲击复合后,将第二垫块20
‑
2从2个板材之间抽出来,当2个板材伸入至第三垫块20
‑
3上下端时,采用板材隔离装置27将第二垫块20
‑
2放置在与第二匀压线圈13的外导槽11相对应的位置,在第二匀压线圈13的外导槽11压紧飞板后,完成第一次面接触冲击复合。
92.本实施方式中,本技术中将2个板材复合在一起可以是将2个类型相同的板材进行复合,也可以是对2个类型不同的板材进行复合。支撑杆22为液压型的支撑杆,所以随着伸缩杆19的伸缩而升降。
93.在进行第一次线接触冲击复合时,利用第一垫块和第二垫块支撑飞板,与第一匀压线圈的外导槽位置相对应,完成第一次线接触冲击复合;在进行第一次面接触冲击复合时,将第二垫块移到第二匀压线圈的外导槽下面,利用第二垫块和第三垫块支撑飞板,完成
第一次面接触冲击复合。板材隔离装置能够分别将3个垫块抽出来,所以在完成复合形成复合板后,通过板材隔离装置将3个垫块分别抽出来。
94.工作平台单元29的工作过程如下:
95.1、在底座14上方开设凹槽或者在底座14上方开设凹形底座,通过紧定螺钉将凹形底座和底座14固定,将滑轨和伸缩杆19安装在凹形底座内或凹槽内,用以定位缓冲伸缩杆19在升降时产生的压力,在伸缩杆19下安装方形电动机17,其产生的动力用以控制助推器18的运动;
96.2、滑块21与导轨的连接方式如图5所示,上下滑块21之间连接有支撑杆19,支撑杆19可通过伸缩变化实现上下位置的移动。方形电动机17控制助推器18的前进与后退,助推器18前进时,推动滑块21向中间移动,使支撑杆19升高,同时伸缩杆19伸长,实现工作平台16的向上运动。助推器18后退时,滑块21向两端移动,使支撑杆19降低,同时伸缩杆19收缩,实现工作平台16的向下运动,通过助推器18的水平方向上的运动,来完成工作平台16上下方位的变化;
97.3、如图6所示,第二垫块后端设有手摇螺杆且三个垫块20均为绝缘物质,手拉螺杆穿过第二垫块的中心位置通过螺母安装固定。拉动手拉螺杆,对第二垫块进行前后位置的移动。在工作平台16的上下方位设有滑轮,通过滑轮实现第二垫块在工作平台16水平方向上的移动,还设有旋转头,可以使第二垫块进行360
°
旋转。首先利用手拉螺杆将第二垫块向后移动,接着利用旋转头将第二垫块旋转为与工作平台16相平行的状态,两者的配合实现第二垫块的位置的变动,将第二垫块移出的整个动作状态如图7至图9;
98.4、如图10所示,工作平台一端设有两个方形限制孔23,卷料器将待冲击的板材送入工作平台时,通过方形限制孔防止板材上下摆动,使板材稳定的进入工作平台。
99.具体实施方式五:本实施方式是对具体实施方式四所述的层合板磁脉冲复合成形装置进一步限定,在本实施方式中,板材隔离装置27包括手拉螺杆27
‑
1、螺母27
‑
2、2个滑轮27
‑
3、垫块支架27
‑
4和旋转头27
‑
5,
100.垫块支架27
‑
4位于工作平台16后方的底座14上,且朝向第二垫块20
‑
2,垫块支架27
‑
4侧壁开设有凹槽,该凹槽上下内壁各连接一个滑轮27
‑
3,工作平台16通过滑轮27
‑
3进入所述凹槽内,垫块支架27
‑
4上端开孔,旋转头27
‑
5的底部插入该孔中,旋转头27
‑
5能够在该孔中实现旋转,旋转头27
‑
5的上部沿水平方向开设通孔,手拉螺杆27
‑
1依次穿过该水平方向的通孔和垫块20的中心位置与螺母27
‑
2固定连接,拉动手拉螺杆27
‑
1带动第二垫块20
‑
2向外拉出一部分,再使手拉螺杆27
‑
1沿着旋转头27
‑
5水平转动90度,由手拉螺杆27
‑
1带动第二垫块20
‑
2从第二垫块20
‑
2右端转出。
101.具体实施方式六:本实施方式是对具体实施方式五所述的层合板磁脉冲复合成形装置进一步限定,在本实施方式中,送料单元30包括2个垂直升降机构25、移动装置26、制定装置24和控制系统;
102.移动装置26贴近板材限位块16
‑
1设置,2个直升降机构25设置在移动装置26上,制定装置24用于固定移动装置26,控制系统设置在移动装置26上;
103.每个垂直升降机构25上各固定有圆柱形导向连接杆25
‑
1,每个圆柱形导向连接杆25
‑
1上各套设1个卷料器25
‑
2,每个卷料器25
‑
2上各卷有一种板材,控制系统用于控制每个圆柱形导向连接杆25
‑
1沿着各自的垂直升降机构25进行上下运动,以此实现将2个板材分
别放置在工作平台16上和放置在垫块20上。
104.本实施方式中,通过调节卷料器在垂直升降机构25上的位置,使送入工作台的板材尽量保持水平状态,防止板料的多角度倾斜造成折损;
105.移动装置26包括移动轮,制定装置24包括调节螺栓,如图1所示。
106.送料单元30的使用方法具体如下:
107.1、推动送料单元,通过移动轮将其移动到与工作平台紧邻的位置上;
108.2、转动调节螺栓,使其下端的梯形台与地面接触固定,制定结束;
109.3、调节卷料器高度;
110.其中,制定装置24分布设于移动装置26的一端,制定装置24中的调节螺栓下端设有梯形台,增加了与地面的接触面积,使送料单元的停放更加稳定。
111.具体实施方式七:本实施方式是对具体实施方式五所述的层合板磁脉冲复合成形装置进一步限定,在本实施方式中,磁脉冲成形设备8包括高压变压器、高压整流管、充电电阻、放电电容器和开关;
112.高压变压器的初级连接供电电源,高压变压器次级的一端连接高压整流器的一端,高压变压器次级的另一端连接整流器的另一端,高压整流器的一端连接充电电阻的一端,充电电阻的另一端同时连接开关的一端和电源地,开关的另一端连接压整流器的另一端。
113.具体实施方式八:本实施方式是对具体实施方式一所述的层合板磁脉冲复合成形装置进一步限定,在本实施方式中,所述装置还包括拖料小车15,
114.拖料小车15,用于将2个板材复合后形成的层合板运走。
115.具体实施方式九:本实施方式是根据具体实施方式六所述的层合板磁脉冲复合成形装置实现的复合成形方法,进一步限定,在本实施方式中,所述方法包括以下步骤:
116.步骤1、将每个板材分别放置在1个卷料器25
‑
2上,利用控制系统控制2个卷料器25
‑
2的高度,并控制2个卷料器25
‑
2转动,使两个板材的另一端各穿过1个方形限制孔23分别伸入第二垫块20
‑
2的上下端,控制2个卷料器25
‑
2停止工作;
117.步骤2、启动2个旋转电机1,同时带动2个调节螺杆6转动,使2个方形螺母3和移动杆2同时沿着调节螺杆6向下移动,从而带动磁脉冲冲击单元31向下移动,打开磁脉冲冲击单元31向第一匀压线圈12通电,第一匀压线圈12产生瞬间的电磁力作用于第一垫块20
‑
1和第二垫块20
‑
2之间的飞板,使得第一垫块20
‑
1和第二垫块20
‑
2之间的飞板向下运动,进而令飞板和基板进行线接触冲击复合;
118.步骤3、反向启动2个旋转电机1,同时带动2个调节螺杆6转动,使2个方形螺母3和移动杆2同时沿着调节螺杆6向上移动,从而带动磁脉冲冲击单元31向上移动,使磁脉冲冲击单元31脱离飞板;
119.步骤4、利用板材隔离装置27将第二垫块20
‑
2移走;
120.步骤5、利用控制系统控制2个卷料器25
‑
2继续转动,将经过步骤2线接触冲击复合后的2个板材的另一端分别移至第三垫块20
‑
3上和工作平台16上,再将第二垫块20
‑
2放置于第二匀压线圈13的外导槽下压位置;
121.步骤6、启动2个旋转电机1,同时带动2个调节螺杆6转动,使2个方形螺母3和移动杆2一同向下进行移动,从而带动磁脉冲冲击单元31向下移动压紧飞板,打开磁脉冲冲击单
元31向第二匀压线圈13通电,此时第二匀压线圈13的外导槽11下压在第二垫块20
‑
2和第三垫块20
‑
3上,而此时设置在第二垫块20
‑
2和第三垫块20
‑
3上下端的飞板和基板由第二匀压线圈13在线接触冲击复合的一端进行面接触冲击复合;
122.步骤7、使磁脉冲冲击单元31向上移动,移走第二垫块20
‑
2,回转卷料器,将步骤6复合好的一端移动至第一匀压线圈12下方,磁脉冲冲击单元31向下移动,压紧飞板,对面接触冲击复合的一端进行线接触冲击复合;
123.步骤8、重复操作步骤3、步骤5、步骤6和步骤7,采用线接触冲击复合和面接触冲击复合形成的线面交替冲击复合完成对整个长度板材的复合,由拖料小车15将复合后形成的复合板运走。
124.本实施方式中,步骤1中,将卷料通过方形限制孔进行送料,使板材置于第二垫块位置时,停止送料;将工作平台向上方移动,使飞板与导槽充分压紧,工作平台向上移动的同时,卷料也向上移动,尽量使待冲击的板材保持的平直状态。
125.对步骤1进行说明:把卷料放置在圆柱形导向连接杆上,送料装置停靠在工作平台的一端,板材从卷料下方出发,之后旋转卷料器使板材通过方形限制孔23开始进行送料,调节卷料器高度使板材尽量保持一个平直状态,将板材一端送至工作平台16上第二垫块的位置,停止送料;
126.在步骤1和步骤2之间还包括:
127.打开方形电机17电源,助推器18开始产生作用力推动滑块21,从而使工作平台向16上方移动,当飞板与外导槽11充分压紧后,停止工作平台16的移动。这时外导槽11与飞板紧密接触,形成了一个闭合回路,使磁场聚集在外导槽11的内部,也就是放置第一匀压线圈12的位置,从而使之后的冲击复合过程更加高效;在工作平台向16向上移动的同时,需要控制卷料的向上移动,尽量使送出的板材保持一个良好的平直状态,防止板材在方形限制孔23附近造成多角度倾斜,从而使板材受损;
128.对步骤2进行说明:打开磁脉冲成形设备8首先向第一匀压线圈12进行通电,第一匀压线圈12产生强电磁场且与待冲击的板材小面积接触,瞬间的电磁力作用于飞板,使得飞板受力后开始向下运动,与基板进行复合,使得飞板与基板进行小面积的冲击焊合;
129.对步骤3进行说明:打开旋转电机1电源,通过旋转调节螺杆6使移动杆2带动外导槽11向上移动,使外导槽11与板材保持一定的间隔,便于稍后进行板材的移动工作;
130.对步骤4进行说明:拉动中间垫块20后端的手摇螺杆,使中间垫块20做脱离板材方向上的运动,接着旋转中间垫块20后方的转动装置,将中间垫块20从两块板材之间取出;
131.对步骤5进行说明:控制送料装置使卷料器旋转进行送料,使两块板料向着第二匀压线圈13下方移动,当小面积冲击焊合的部分置于第二匀压线圈13下端时停止,中间垫块20重新放置于第二匀压线圈13的外导槽11下压位置,接着控制旋转电机1使移动杆2向下移动,使外导槽11与飞板继续保持充分压紧的状态;
132.对步骤6进行说明:接着打开磁脉冲成形设备8向第二匀压线圈13进行通电,第二匀压线圈13产生强电磁场且与待冲击的板材实现较大区域接触,瞬间的电磁力作用于飞板,使得飞板受力后开始向下运动,与基板进行充分的冲击复合,从而令飞板和基板在之前完成冲击焊合的一端进行较大区域的冲击复合;
133.对步骤7进行说明:将移动杆稍向上移动,取出第二垫块,利用送料装置的回转进
行收料,将经过第一次线接触冲击复合板材的一端移动到第一匀压线圈的下方,接着移动杆2向下移动,使外导槽与飞板继续保持充分压紧的状态;采用线接触冲击复合和面接触冲击复合交替循环的方式,实现对整个长度的板材进行复合。若在工作时第一匀压线圈12和第二匀压线圈13出现问题或是其他原因需要更换第一匀压线圈12和第二匀压线圈13,可通过调节吊索10,更换匀压线圈。
134.本技术线接触冲击复合是小面积冲击复合,面接触冲击复合是对2个板料进行大面积冲击复合,所以线接触冲击复合和面接触冲击复合交替循环的方式完成整个长度板材的复合形成的复合板连接的更加紧密,效果更好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1