一种TA18钛合金热连轧板卷及其酸洗工艺的制作方法
一种ta18钛合金热连轧板卷及其酸洗工艺
技术领域
1.本发明属于钛合金生产技术领域,特别涉及一种ta18钛合金热连轧板卷及其酸洗工艺。
背景技术:
2.ta18名义成分为ti
‑
3al
‑
2.5v,是一种近α型低合金化学成分的合金,具有优良的耐蚀性、焊接性和冷成型性,与纯钛相比,具有较高的机械强度,与tc4相比具有良好的加工性能;在工业钛合金有多种稳定元素,其中应用最广泛地α稳定元素是铝;
3.但是现有的钛合金板生产线钛合金板轧制过程中往往会出现传输跑偏现象,使粗轧和精轧不能不能实现轧制方向统一性,使轧制效果降低;同时在后期酸洗过程中常出现酸洗效果不稳定的现象。
技术实现要素:
4.本发明的目的是克服现有技术中不足,提供一种ta18钛合金热连轧板卷及其酸洗工艺,能够快速稳定的完成ta18的轧制,保证产品质量。
5.为了实现上述目的,本发明采用的技术方案是:
6.一种ta18钛合金热连轧板卷及其酸洗工艺,化学成分重量百分比为:al 3.0
‑
4.0%,v1.5~3.0%,fe≤0.25%,c≤0.08%,n≤0.015%,o≤0.12%,h≤0.015%,si≤0.1%,余量为ti元素;
7.其工艺步骤如下:
8.1)准备上述组分的原材料至加热炉进行加热;加热过程分为预热段、加热一段、加热二段、均热段;板坯厚度控制在190
‑
210mm之间;预热段,温度控制在550
‑
680℃,加热时间设为100
‑
110min;加热一段,温度控制在820
‑
850℃,加热时间设为45
‑
55min;加热二段,温度控制在930
‑
950℃,加热时间设为45
‑
55min;均热段,温度控制在940
‑
960℃,加热时间设为25
‑
35min;总在炉时间235
‑
245min。
9.2)粗轧及对中:加热后的钛锭经过传输辊传送至粗轧机,传送装置上设有相应的保温罩;粗轧时对钛锭进行7道次轧制;一道次压下率为14.5
‑
16.5%;二道次压下率为16.5
‑
18.5%;三道次压下率为16.5
‑
18.5%;四道次压下率为18.5
‑
20.5%;五道次压下率为19.5
‑
21.5%;六道次压下率为19.5
‑
21.5%;七道次压下率为19.5
‑
21.5%;粗轧后中间坯厚度控制在40
‑
50mm;然后通过钛合金板对中装置对钛合金板进行对中传输使精轧更精准。
10.所述钛合金板对中装置设有调节机构包括固定板、转臂、电机ⅱ、丝杠ⅱ、调节块、固定座ⅰ、固定座ⅱ;所述调节机构的数量设有一组,并对称固定在机架上;固定板固定在机架上;固定板一侧设有导向槽ⅱ,转臂一端通过固定座ⅱ活动连接固定板一端,转臂一侧设有若干均匀排列的辊轴,另一侧设有t型槽;所述电机ⅱ固定在机架上并位于固定板一端,电机ⅱ轴端设有链轮;所述调节块两端设有滑块和t形块并分别设于导向槽ⅱ和t型槽内;
所述丝杠ⅱ通过螺纹活动连接调节块,丝杠ⅱ一端通过固定座ⅰ连接固定板,另一端设有链轮并通过链条连接电机ⅱ轴端链轮。
11.3)精轧:经过传输进入精轧机构;精轧开轧温度设为840
‑
860℃;精轧结束温度>750℃。
12.4)卷取:精轧后送入卷取机构进行卷取。
13.5)开卷焊接:通过焊接机构将相邻两组钛合金板进行焊接固定,便于钛合金板整体酸洗。
14.6)退火:通过退火机构对钛合金板进行退火处理,然后进行水冷。
15.7)破磷抛丸;通过抛丸机对退火后的钛合金板进行抛丸处理。
16.8)酸洗:通过酸洗机构对钛合金板进行酸洗去除氧化皮;酸洗工艺设有混酸一段,混酸二段;混酸一段hno3浓度为60
±
5g/l,hf浓度为5
±
2g/l,金属离子<40g/l,温度45
±
5℃;混酸二段hno3浓度为70
±
5g/l,hf浓度<0.5g/l,金属离子<35g/l,温度35
±
5℃。
17.9)烘干:通过清洗机构对酸洗后的钛合金板进行清洗,然后通过烘干系统对钛合金板进行烘干后再进行卷曲处理。
18.本发明与现有技术相比较有益效果表现在:
19.1)本实发明在轧制过程中使用调节机构,当钛合金板经过弹性矫正机构和控制机构进入调节机构,根据传输方向进行定向调整,通过电机ⅱ提供动力带动丝杠ⅱ转动,从而带动调节块沿导向槽ⅱ滑动,进而通过调节块推动转臂以固定座ⅱ为转动轴点转动,进而推动不锈钢进行方向调整或对中,辊轴利于钛合金板的传输滑动和减小阻力;
20.2)酸洗工艺段在混酸一段和混酸二段之前不在使用常规酸洗工艺中的硫酸酸洗段,同时不在使用再生酸,只是用混酸一段和混酸二段两段酸洗工艺,严格按照材料配比进行混酸,能够快捷迅速的完成酸洗过程并且表面质量良好;
21.3)本发明工艺中,提高了铝元素的加入量并且加入了少量硅元素,提高和稳定了钛合金在高温下的组织性能。
附图说明
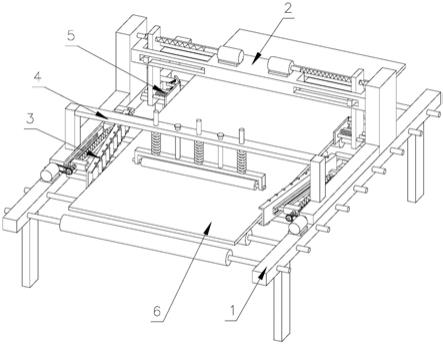
22.附图1是本发明一种ta18钛合金热连轧板卷及其酸洗工艺中钛合金板对中装置的结构示意图;
23.附图2是附图1中调节机构的结构示意图;
24.附图3是附图1中调节机构的俯视图;
25.图中:1、机架;2、控制机构;3、调节机构;301、固定板;3011、导向槽ⅱ;303、转臂;3031、辊轴;3032、t型槽;304、电机ⅱ;305、丝杠ⅱ;306、调节块;307、固定座ⅰ;308、固定座ⅱ;4、辅助固定机构;5、弹性矫正机构;6、钛合金板。
具体实施方式
26.为方便本技术领域人员的理解,下面结合附图1
‑
3,对本发明的技术方案进一步具体说明。
27.实施例1:
28.一种ta18钛合金热连轧板卷及其酸洗工艺,化学成分重量百分比为:al=3.52%,
v=2.02%,fe=0.04%,c=0.05%,n=0.005%,o=0.09%,h=0.001%,si=0.05%,余量为ti元素和不可避免的杂质;
29.其工艺步骤如下:
30.1)准备上述组分的原材料至加热炉进行加热;加热过程分为预热段、加热一段、加热二段、均热段;板坯厚度控制在195mm;预热段,温度控制在610℃,加热时间设为100min;加热一段,温度控制在825℃,加热时间设为50min;加热二段,温度控制在945℃,加热时间设为55min;均热段,温度控制在940℃,加热时间设为35min;总在炉时间240min。
31.2)粗轧及对中:加热后的钛锭经过传输辊传送至粗轧机,传送装置上设有相应的保温罩;粗轧时对钛锭进行7道次轧制;一道次压下率为15.5%;二道次压下率为17.25%;三道次压下率为17%;四道次压下率为18.5%;五道次压下率为20.5%;六道次压下率为19%;七道次压下率为20%;粗轧后中间坯厚度控制在42mm;然后通过钛合金板对中装置对钛合金板进行对中传输使精轧更精准。
32.所述钛合金板对中装置设有调节机构3包括固定板301、转臂303、电机ⅱ304、丝杠ⅱ305、调节块306、固定座ⅰ307、固定座ⅱ308;所述调节机构3的数量设有一组,并对称固定在机架1上;固定板301固定在机架1上;固定板301一侧设有导向槽ⅱ3011,转臂303一端通过固定座ⅱ308活动连接固定板301一端,转臂303一侧设有若干均匀排列的辊轴3031,另一侧设有t型槽3032;所述电机ⅱ304固定在机架1上并位于固定板301一端,电机ⅱ304轴端设有链轮;所述调节块306两端设有滑块和t形块并分别设于导向槽ⅱ3011和t型槽3032内;所述丝杠ⅱ305通过螺纹活动连接调节块306,丝杠ⅱ305一端通过固定座ⅰ307连接固定板301,另一端设有链轮并通过链条连接电机ⅱ304轴端链轮;当钛合金板经过弹性矫正机构和控制机构进入调节机构,根据传输方向进行定向调整,通过电机ⅱ304提供动力带动丝杠ⅱ305转动,从而带动调节块306沿导向槽ⅱ3011滑动,进而通过调节块306推动转臂303以固定座ⅱ308为转动轴点转动,进而推动钛合金板6进行方向调整或对中,辊轴3031利于钛合金板6的传输滑动和减小阻力。
33.当钛合金板6在机架1上传输时,通过控制机构2控制弹性矫正机构5对钛合金板6传输进行初步的弹性矫正,然后通过辅助固定机构4对钛合金板6上方进行接触性压制,避免调节机构3对钛合金板6进行调节时出现钛合金板6向中间聚拢凸起的现象出现。
34.3)精轧:经过传输进入精轧机构,精轧开轧温度设为855℃;精轧结束温度为755℃。
35.4)卷取:精轧后送入卷取机构进行卷取。
36.5)开卷焊接:通过焊接机构将相邻两组钛合金板进行焊接固定,便于钛合金板整体酸洗。
37.6)退火:通过退火机构对钛合金板进行退火处理,然后进行水冷。
38.7)破磷抛丸;通过抛丸机对退火后的钛合金板进行抛丸处理。
39.8)酸洗:通过酸洗机构对钛合金板进行酸洗去除氧化皮;酸洗工艺设有混酸一段,混酸二段;混酸一段hno3浓度为55g/l,hf浓度为3.5g/l,金属离子为35.5g/l,温度42℃;混酸二段hno3浓度为68g/l,hf浓度为0.45g/l,金属离子为30g/l,温度38.5℃。
40.9)烘干:通过清洗机构对酸洗后的钛合金板进行清洗,然后通过烘干系统对钛合金板进行烘干后再进行卷曲处理。
41.实施例2:
42.与实施例1相比较所不同的是步骤1)中预热段,温度控制在550
‑
680℃,加热时间设为105min;加热一段,温度控制在820
‑
850℃,加热时间设为50min;加热二段,温度控制在930
‑
950℃,加热时间设为50min;均热段,温度控制在940
‑
960℃,加热时间设为30min;总在炉时间235min。
43.与实施例1相比较所不同的是步骤2)一道次压下率为15.85%;二道次压下率为18%;三道次压下率为17.85%;四道次压下率为18.25%;五道次压下率为20.5%;六道次压下率为20.5%;七道次压下率为21%;粗轧后中间坯厚度控制在43.5mm。
44.实施例3:
45.与实施例1相比较所不同的是步骤8)中酸洗工艺设有混酸一段,混酸二段;混酸一段hno3浓度为58g/l,hf浓度为6g/l,金属离子为38g/l,温度45℃;混酸二段hno3浓度为72g/l,hf浓度为0.38g/l,金属离子为28g/l,温度37℃。
46.依据gb/t3621
‑
2007的检验标准和方法对各项实施例所轧制的钛合金板进行检验,所得数据如下表所示,同时轧成的钛合金板表面质量良好,板型方正,边部整齐无卷边。
[0047][0048][0049]
以上内容仅仅是对本发明的结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1