一种数控设备用切削刀具的制作方法
1.本发明属于切削刀具技术领域,具体的说是一种数控设备用切削刀具。
背景技术:
2.切削刀具在加工过程中只有切削部分参与切削,夹持柄部并不参与切削,为了避免切削部分损坏造成整个切削刀具的报废,延长切削刀具的使用寿命,通常将切削刀具的切削部和夹持柄部分开设置,即切削部分、夹持柄部通过普通螺纹等连接方式实现切削部分在夹持柄部上的重复装卸,随着金属加工技术的发展,刀具的长径比不断增大,要求切削刀具具有更高的强度及刚性,为了使该类高强度分体式切削刀具和整体式刀具的性能接近,刀具可选用硬质合金或和与硬质合金性能接近的材料制作。
3.现有技术中也存在一些关于切削刀具的技术方案,如申请号为cn201710334828.4的中国专利,一种切削刀具,包括夹持部件和可安装在夹持部件上的切削部件,夹持部件包括夹持柄部和夹持头部,切削部件包括切削头部和切削尾部,切削尾部的端面上设有夹持凸起,夹持凸起上设有外螺纹,夹持头部的端面上开设有夹持凹进,夹持凹进上设有与夹持凸起上的外螺纹配合的内螺纹,外螺纹的起始处设有位于外螺纹的外牙顶和外牙底之间的外过渡面,外过渡面包括外变径面和外等径面,外变径面连接外等径面和外牙顶,外等径面和外牙底在外螺纹径向上的距离为r,内螺纹的内牙顶具有恒定的直径d1,外牙底具有恒定的直径d2,且满足:0.02mm≤r≤0.45(d1
‑
d2),具有结构稳定、抗冲击能力强且使用寿命长等优点。但是在该方案中刀具为单刀头设计,因此在加工的过程中无法做到多组刀头同时加工,导致需要多次循环加工才能满足技术人员的质量要求,对于不同的加工工序需要反复拆卸刀头进行对刀,极大的拖延了整体加工效率;同时该切削刀具在受刀头直径大小的影响下,对于工件的三维立体平面铣削区域无法进行加工,往往需要重新装夹安装小型直径刀具进行切削,因此使得操作步骤极为复杂,拖延了加工进度。
技术实现要素:
4.为了弥补现有技术的不足,解决刀具铣削加工效率低,无法对工件的三维立体边角进行加工的问题,本发明提出一种数控设备用切削刀具。
5.本发明解决其技术问题所采用的技术方案是:本发明所述一种数控设备用切削刀具,包括角度调节机构,所述角度调节机构的上端安装有数控机床的数控机头,所述数控机头的下端转动安装有转动主轴,所述角度调节机构包括固定筒型套、固定量角板、角度定位筒标、活动螺纹杆,所述固定筒型套安装在数控机头的下端,所述固定筒型套的下端固定安装在固定量角板的上表面,所述转动主轴穿过固定筒型套的上下端到固定量角板的下侧,所述转动主轴的下端安装有主刀切削机构,所述转动主轴的表面安装有刀距调节机构,所述刀距调节机构位于主刀切削机构的上侧与固定量角板的下侧之间,所述固定量角板开设有环形槽,所述固定量角板的环形槽的外侧标注有角度定位标记,所述固定量角板的环形槽内部活动安装有角度定位筒标、活动螺纹杆,所述活动螺纹杆的下端与刀距调节机构的
上端之间通过固定螺丝固定连接,所述主刀切削机构包括主刀安装筒、主刀杆、主刀头,所述主刀安装筒固定安装在转动主轴的下端,所述主刀杆通过固定螺丝安装在主刀安装筒的下端,所述主刀杆的下端固定安装有主刀头,所述刀距调节机构的下端远离主刀切削机构的一端安装有副刀切削机构,所述转动主轴通过刀距调节机构的内部齿轮组带动副刀切削机构进行转动,所述副刀切削机构包括固定安装在副刀切削机构的最下端的副刀头;
6.工作时,将待加工板面固定安装在加工区域的真空吸板上,通过启动数控机床上的数控机头使转动主轴进行转动运行,当转动主轴转动以后会进一步带动主刀安装筒进行转动,当主刀安装筒转动以后进一步带动主刀杆、主刀头进行高速转动,此时主刀头产生切削力,以此对加工的板面进行平面粗铣削;同时,在转动主轴转动运行时,通过刀距调节机构的内部齿轮组会进一步带动副刀内螺纹连接筒在刀距调节机构的下端远离主刀切削机构的一端区域进行同步运行,进一步副刀内螺纹连接筒带动副刀安装块进行同步高速运转,最终通过副刀安装块带动副刀杆与副刀头进行高速转动,因此,副刀头会在主刀头铣削之后,随着整体刀具的轨迹运行对第一次铣削加工的表面进行二次铣削加工,大大缩短了整体的加工时间。
7.优选的,所述角度定位筒标穿过固定量角板的环形槽,所述活动螺纹杆穿过角度定位筒标的内表面,所述角度定位筒标、活动螺纹杆通过两组螺帽配合夹紧与固定量角板之间进行角度定位;
8.工作时,通过转动活动螺纹杆可以带动角度定位筒标和刀距调节机构整体在转动主轴的表面通过固定轴承套进行转动,使刀距调节机构带动副刀切削机构整体随之移动,当副刀切削机构下端的副刀头移动到制定角度时,通过活动螺纹杆表面的两组螺帽对固定量角板进行夹紧,改变副刀切削机构相对主刀切削机构的角度位置,通过角度定位筒标相对精确的确定移动角度,使刀距调节机构和副刀头进行角度定位,从而通过副刀头的高速转动对一些工件的三维垂直区域角落进行铣削。
9.优选的,所述刀距调节机构包括传动锥形箱、主刀齿轮、副刀齿轮、副刀转轴,所述传动锥形箱的内部活动安装有副刀转轴,所述副刀齿轮固定安装在副刀转轴的表面,所述主刀齿轮固定安装在转动主轴的表面,所述副刀转轴的下端贯穿传动锥形箱与副刀切削机构固定连接,所述副刀齿轮在传动锥形箱内设置有三组并且呈单列排布,所述主刀齿轮与靠近主刀齿轮的副刀齿轮之间啮合连接,所述副刀齿轮相邻之间啮合连接;
10.工作时,通过转动主轴的转动可以带动主刀齿轮进行转动,从而使主刀齿轮带动副刀齿轮进行高速转动,由于副刀齿轮的齿槽数小于主刀齿轮的齿槽数,所以副刀齿轮的转动速度大于主刀齿轮的转动速度,所以副刀齿轮的转动速度大于主刀齿轮的转动速度,副刀头的转速大于主刀头的转速,因此在主刀头对工件表面进行粗铣加工的同时副刀头可以同时对粗铣加工后的表面进行精铣加工,以此提高了整体的铣削效率。
11.优选的,所述副刀切削机构包括副刀内螺纹连接筒、内齿轮调节盘、螺纹固定连接杆,所述副刀内螺纹连接筒通过固定螺丝固定安装在副刀转轴的下端,所述内齿轮调节盘的上端与副刀内螺纹连接筒的下端之间转动连接,所述内齿轮调节盘的内表面开设有内螺纹,所述副刀内螺纹连接筒的内表面安装有螺纹固定连接杆,所述螺纹固定连接杆的外表面与副刀内螺纹连接筒的内表面之间通过内齿轮调节盘的转动进行上下调节,所述副刀内螺纹连接筒的一侧安装有固定螺丝;
12.工作时,副刀内螺纹连接筒可以通过固定螺丝安装在距离主刀头不同长度的副刀转轴下端,以此调整主刀头与副刀头之间的距离,同时,通过转动内齿轮调节盘可以使内齿轮调节盘的内部螺纹带动螺纹固定连接杆在副刀内螺纹连接筒的内部进行上下调节,以此调整副刀头的铣削深度,当副刀头的铣削深度确定以后,通过副刀内螺纹连接筒上的固定螺丝对副刀内螺纹连接筒进行固定,此装置可以实现对副刀头进行位置调整以及铣削深度调整。
13.优选的,所述螺纹固定连接杆的下端安装有副刀安装块,所述副刀安装块的下端开设有刀柄固定安装沉孔,所述副刀安装块的两端开设有贯穿槽口,所述刀柄固定安装沉孔的内部安装有副刀杆,所述贯穿槽口的内表面滑动安装有活动推块,所述活动推块的朝向副刀杆的侧面上一端固定安装有刀杆定位夹紧块,所述活动推块设置有两组,所述活动推块的一端设置有三组刀杆定位夹紧块,各组所述活动推块朝向副刀杆的表面开设有螺纹通孔,所述副刀杆朝向活动推块的表面开设有螺纹沉孔,所述活动推块的螺纹通孔与副刀杆的螺纹沉孔之间通过螺纹钉固定连接;
14.安装时,首先将副刀杆插入刀柄固定安装沉孔的内部,之后推动活动推块,通过将活动推块上的螺纹钉螺纹贯穿活动推块至副刀杆内部的螺纹沉孔内部,使活动推块上的刀杆定位夹紧块对副刀杆进行夹紧,以此提高副刀杆的安装稳定性。
15.优选的,所述副刀杆上均匀焊接有多组曲面刀杆定位凸形块,每组所述刀杆定位夹紧块贴合连接在相邻的两组曲面刀杆定位凸形块的间隙之间;
16.安装时,通过刀杆定位夹紧块对副刀杆进行不断夹紧,相邻的两组曲面刀杆定位凸形块可以对刀杆定位夹紧块的夹紧位置进行限制固定,同时在副刀杆固定安装结束以后,通过曲面刀杆定位凸形块与刀杆定位夹紧块的配合可以避免副刀杆、副刀头在高速加工的过程中脱落,造成人员受伤。
17.本发明的有益效果如下:
18.1.本发明所述一种数控设备用切削刀具,通过刀距调节机构的内部齿轮组会进一步带动副刀切削机构在刀距调节机构的下端远离主刀切削机构的一端区域进行同步加工运行,使副刀头在主刀头的后侧进行同步高速运转,因此,副刀头会在主刀头铣削之后,随着整体刀具的轨迹运行对第一次铣削加工的表面进行二次铣削加工,减少了不同工序的拆卸刀具时间和对刀时间,大大提高了加工效率。
19.2.本发明所述一种数控设备用切削刀具,通过活动螺纹杆表面的两组螺帽对固定量角板进行夹紧,使刀距调节机构和副刀头进行角度定位,从而通过副刀头的高速转动对一些工件的三维垂直区域角落进行铣削,此装置可以对主刀头无法加工的工件盲区进行铣削,从而在不下刀的前提下提高了产品加工灵活性,进一步提高了加工效率。
20.3.本发明所述一种数控设备用切削刀具,通过转动内齿轮调节盘可以使内齿轮调节盘的内部螺纹带动螺纹固定连接杆在副刀内螺纹连接筒的内部进行上下调节,以此调整副刀头的铣削深度,当副刀头的铣削深度确定以后,通过副刀内螺纹连接筒上的固定螺丝对副刀内螺纹连接筒进行固定,此装置可以实现对副刀头进行铣削深度微调,进一步提高了整体的铣削质量。
附图说明
21.下面结合附图对本发明作进一步说明。
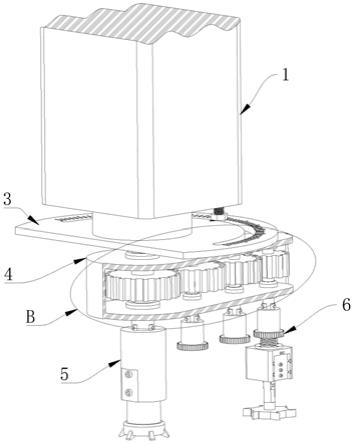
22.图1是本发明的结构示意图;
23.图2是本发明的b部放大结构示意图;
24.图3是本发明的局部结构剖切示意图;
25.图4是本发明的a部放大结构示意图;
26.图5是本发明的副刀切削机构的局部剖切示意图;
27.图6是本发明的副刀切削机构的局部示意图;
28.图7是本发明的副刀切削机构的局部示意图。
29.图中:1、数控机头;2、转动主轴;3、角度调节机构;4、刀距调节机构;5、主刀切削机构;6、副刀切削机构;7、刀柄固定安装沉孔;8、贯穿槽口;31、固定筒型套;32、固定量角板;33、角度定位筒标;34、活动螺纹杆;41、传动锥形箱;42、主刀齿轮;43、副刀齿轮;44、副刀转轴;51、主刀安装筒;52、主刀杆;53、主刀头;61、副刀内螺纹连接筒;62、内齿轮调节盘;63、螺纹固定连接杆;64、副刀安装块;65、活动推块;66、刀杆定位夹紧块;67、副刀杆;68、曲面刀杆定位凸形块;69、副刀头。
具体实施方式
30.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
31.如图1至图7所示,本发明所述一种数控设备用切削刀具,包括角度调节机构3,所述角度调节机构3的上端安装有数控机床的数控机头1,所述数控机头1的下端转动安装有转动主轴2,所述角度调节机构3包括固定筒型套31、固定量角板32、角度定位筒标33、活动螺纹杆34,所述固定筒型套31安装在数控机头1的下端,所述固定筒型套31的下端固定安装在固定量角板32的上表面,所述转动主轴2穿过固定筒型套31的上下端到固定量角板32的下侧,所述转动主轴2的下端安装有主刀切削机构5,所述转动主轴2的表面安装有刀距调节机构4,所述刀距调节机构4位于主刀切削机构5的上侧与固定量角板32的下侧之间,所述固定量角板32开设有环形槽,所述固定量角板32的环形槽的外侧标注有角度定位标记,所述固定量角板32的环形槽内部活动安装有角度定位筒标33、活动螺纹杆34,所述活动螺纹杆34的下端与刀距调节机构4的上端之间通过固定螺丝固定连接,所述主刀切削机构5包括主刀安装筒51、主刀杆52、主刀头53,所述主刀安装筒51固定安装在转动主轴2的下端,所述主刀杆52通过固定螺丝安装在主刀安装筒51的下端,所述主刀杆52的下端固定安装有主刀头53,所述刀距调节机构4的下端远离主刀切削机构5的一端安装有副刀切削机构6,所述转动主轴2通过刀距调节机构4的内部齿轮组带动副刀切削机构6进行转动,所述副刀切削机构6包括固定安装在副刀切削机构6的最下端的副刀头69;
32.工作时,将待加工板面固定安装在加工区域的真空吸板上,通过启动数控机床上的数控机头1使转动主轴2进行转动运行,当转动主轴2转动以后会进一步带动主刀安装筒51进行转动,当主刀安装筒51转动以后进一步带动主刀杆52、主刀头53进行高速转动,此时主刀头53产生切削力,以此对加工的板面进行平面粗铣削;同时,在转动主轴2转动运行时,通过刀距调节机构4的内部齿轮组会进一步带动副刀内螺纹连接筒61在刀距调节机构4的
下端远离主刀切削机构5的一端区域进行同步运行,进一步副刀内螺纹连接筒61带动副刀安装块64进行同步高速运转,最终通过副刀安装块64带动副刀杆67与副刀头69进行高速转动,因此,副刀头69会在主刀头53铣削之后,随着整体刀具的轨迹运行对第一次铣削加工的表面进行二次铣削加工,大大缩短了整体的加工时间。
33.作为本发明一种实施方式,所述角度定位筒标33穿过固定量角板32的环形槽,所述活动螺纹杆34穿过角度定位筒标33的内表面,所述角度定位筒标33、活动螺纹杆34通过两组螺帽配合夹紧与固定量角板32之间进行角度定位;
34.工作时,通过转动活动螺纹杆34可以带动刀距调节机构4整体在转动主轴2的表面通过固定轴承套进行转动,使刀距调节机构4带动副刀切削机构6整体随之移动,当副刀切削机构6下端的副刀头69移动到制定角度时,通过活动螺纹杆34表面的两组螺帽对固定量角板32进行夹紧,改变副刀切削机构6相对主刀切削机构5的角度位置,通过角度定位筒标33相对精确的确定移动角度,使刀距调节机构4和副刀头69进行角度定位,从而通过副刀头69的高速转动对一些工件的三维垂直区域角落进行铣削。
35.作为本发明一种实施方式,所述刀距调节机构4包括传动锥形箱41、主刀齿轮42、副刀齿轮43、副刀转轴44,所述传动锥形箱41的内部活动安装有副刀转轴44,所述副刀齿轮43固定安装在副刀转轴44的表面,所述主刀齿轮42固定安装在转动主轴2的表面,所述副刀转轴44的下端贯穿传动锥形箱41与副刀切削机构6固定连接,所述副刀齿轮43在传动锥形箱41内设置有三组并且呈单列排布,所述主刀齿轮42与靠近主刀齿轮42的副刀齿轮43之间啮合连接,所述副刀齿轮43相邻之间啮合连接;
36.工作时,通过转动主轴2的转动可以带动主刀齿轮42进行转动,从而使主刀齿轮42带动副刀齿轮43进行高速转动,由于副刀齿轮43的齿槽数小于主刀齿轮42的齿槽数,所以副刀齿轮43的转动速度大于主刀齿轮42的转动速度,副刀头69的转速大于主刀头53的转速,另外,精铣加工需要的转速大于粗铣加工的刀具转速,因此在主刀头53对工件表面进行粗铣加工的同时副刀头69可以同时对粗铣加工后的表面进行精铣加工,以此提高了整体的铣削效率。
37.作为本发明一种实施方式,所述副刀切削机构6包括副刀内螺纹连接筒61、内齿轮调节盘62、螺纹固定连接杆63,所述副刀内螺纹连接筒61通过固定螺丝固定安装在副刀转轴44的下端,所述内齿轮调节盘62的上端与副刀内螺纹连接筒61的下端之间转动连接,所述内齿轮调节盘62的内表面开设有内螺纹,所述副刀内螺纹连接筒61的内表面安装有螺纹固定连接杆63,所述螺纹固定连接杆63的外表面与副刀内螺纹连接筒61的内表面之间通过内齿轮调节盘62的转动进行上下调节,所述副刀内螺纹连接筒61上安装有固定螺丝;
38.工作时,副刀内螺纹连接筒61可以通过固定螺丝安装在距主刀头53水平方向上不同长度的副刀转轴44下端,以此调整主刀头53与副刀头69之间水平方向上的距离,同时,通过转动内齿轮调节盘62可以使内齿轮调节盘62的内部螺纹带动螺纹固定连接杆63在副刀内螺纹连接筒61的内部进行上下调节,以此调整副刀头69的铣削深度,当副刀头69的铣削深度确定以后,通过副刀内螺纹连接筒61上的固定螺丝对副刀内螺纹连接筒61进行固定,此装置可以实现对副刀头69进行位置调整以及铣削深度调整。
39.作为本发明一种实施方式,所述螺纹固定连接杆63的下端安装有副刀安装块64,所述副刀安装块64的下端开设有刀柄固定安装沉孔7,所述副刀安装块64的两端开设有贯
穿槽口8,所述刀柄固定安装沉孔7的内部安装有副刀杆67,所述贯穿槽口8的内表面滑动安装有活动推块65,所述活动推块65的朝向副刀杆67的侧面上一端固定安装有刀杆定位夹紧块66,所述活动推块65设置有两组,所述活动推块65的一端设置有三组刀杆定位夹紧块66,各组所述活动推块65朝向副刀杆67的表面开设有螺纹通孔,所述副刀杆67朝向活动推块65的表面开设有螺纹沉孔,所述活动推块65的螺纹通孔与副刀杆67的螺纹沉孔之间通过螺纹钉固定连接;
40.安装时,首先将副刀杆67插入刀柄固定安装沉孔7的内部,之后推动活动推块65,通过将活动推块65上的螺纹钉螺纹贯穿活动推块65至副刀杆67内部的螺纹沉孔内部,使活动推块65上的刀杆定位夹紧块66对副刀杆67进行夹紧,以此提高副刀杆67的安装稳定性。
41.作为本发明一种实施方式,所述副刀杆67上均匀焊接有多组曲面刀杆定位凸形块68,每组所述刀杆定位夹紧块66贴合连接在相邻的两组曲面刀杆定位凸形块68的间隙之间;
42.安装时,通过刀杆定位夹紧块66对副刀杆67进行不断夹紧,相邻的两组曲面刀杆定位凸形块68可以对刀杆定位夹紧块66的夹紧位置进行限制固定,同时在副刀杆67固定安装结束以后,通过曲面刀杆定位凸形块68与刀杆定位夹紧块66的配合可以避免副刀杆67、副刀头69在高速加工的过程中脱落,造成人员受伤。
43.具体工作流程如下:
44.工作时,首先将待加工板面固定安装在加工区域的真空吸板上,然后将副刀杆67插入刀柄固定安装沉孔7的内部,推动活动推块65,通过将活动推块65上的螺纹钉螺纹贯穿活动推块65至副刀杆67内部的螺纹沉孔内部,使活动推块65上的刀杆定位夹紧块66对副刀杆67进行夹紧,以此提高副刀杆67的安装稳定性;通过刀杆定位夹紧块66对副刀杆67进行不断夹紧,相邻的两组曲面刀杆定位凸形块68可以对刀杆定位夹紧块66的夹紧位置进行限制固定,同时在副刀杆67固定安装结束以后,通过曲面刀杆定位凸形块68与刀杆定位夹紧块66的配合可以避免副刀杆67、副刀头69在高速加工的过程中脱落,造成人员受伤;之后通过启动数控机头1使转动主轴2进行转动运行,当转动主轴2转动以后会进一步带动主刀切削机构5进行工作,使主刀头53进行高速旋转,以此对加工的板面进行平面粗铣削;同时,在转动主轴2转动运行时,通过刀距调节机构4的内部齿轮组会进一步带动副刀切削机构6在刀距调节机构4的下端远离主刀切削机构5的一端区域进行同步运行,使副刀头69在主刀头53的后侧进行同步高速运转,因此,副刀头69会在主刀头53铣削之后,随着整体刀具的轨迹运行对第一次铣削加工的表面进行二次铣削加工,大大缩短了整体的加工时间;另外,通过转动活动螺纹杆34可以带动角度定位筒标33和刀距调节机构4整体在转动主轴2的表面通过固定轴承套进行转动,使刀距调节机构4带动副刀切削机构6整体随之移动,当副刀切削机构6下端的副刀头69移动到制定角度时,通过活动螺纹杆34表面的两组螺帽对固定量角板32进行夹紧,使刀距调节机构4和副刀头69进行角度定位,从而通过副刀头69的高速转动对一些工件的三维垂直区域角落进行铣削;同时,通过转动主轴2的转动可以带动主刀齿轮42进行转动,从而使主刀齿轮42带动副刀齿轮43进行高速转动,由于副刀齿轮43的齿槽数小于主刀齿轮42的齿槽数,所以副刀齿轮43的转动速度大于主刀齿轮42的转动速度,因此在主刀头53对工件表面进行粗铣加工的同时副刀头69可以同时对粗铣加工后的表面进行精铣加工,以此提高了整体的铣削效率;在加工前,副刀内螺纹连接筒61可以通过固定螺丝
安装在距离主刀头53不同长度的副刀转轴44下端,以此调整主刀头53与副刀头69之间的距离,同时,通过转动内齿轮调节盘62可以使内齿轮调节盘62的内部螺纹带动螺纹固定连接杆63在副刀内螺纹连接筒61的内部进行上下调节,以此调整副刀头69的铣削深度,当副刀头69的铣削深度确定以后,通过副刀内螺纹连接筒61上的固定螺丝对副刀内螺纹连接筒61进行固定,此装置可以实现对副刀头69进行位置调整以及铣削深度调整。
45.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1