一种铜覆钢圆线焊接装置
1.本发明涉及焊接设备技术领域,特别是涉及一种铜覆钢圆线焊接装置。
背景技术:
2.铜覆钢圆线是一种电网中常见的基础工件,在生产中经常进行焊接等加工。目前,铜覆钢圆线在焊接过程中,一般通过v型料道输送,首先需要人工将铜覆钢圆线从v型料道上取料安装到夹具上,由于铜覆钢圆线端部一般都有初始变形,所以,这时需要通过人工敲打等干预方式使前后端铜覆钢圆线中心对中,最后将前后端铜覆钢圆线焊接。这样不但人工劳动强度大,而且生产效率及自动化程度都非常低。
技术实现要素:
3.为了克服现有的技术的不足,本发明提供了一种铜覆钢圆线焊接装置,实现了对铜覆钢圆线前后端的快速对中焊接,结构合理,自动化程度高,大大降低了人工劳动强度,本发明采用了如下技术方案:一种铜覆钢圆线焊接装置,包括安装于机架组件中的铜覆钢圆线对中夹紧机构、铜覆钢圆线焊接加压机构、电动机,铜覆钢圆线前后段分别固定于钢圆线对中夹紧机构上,电动机推动铜覆钢圆线焊接加压机构,铜覆钢圆线对中夹紧机构对铜覆钢圆线前后段进行对中;机架组件包括复位弹簧、滑座、第三导柱、机架,机架上部两侧各设有一根第三导柱,两个第三导柱之间设有沿第三导柱滑动的滑座,滑座与铜覆钢圆线对中夹紧机构一侧的机架端部之间套有复位弹簧;铜覆钢圆线对中夹紧机构包括移动v形块组件夹紧机构和可调v形块组件夹紧机构组成,移动v形块组件夹紧机构和可调v形块组件夹紧机构组成之间具有隔板;移动v形块组件夹紧机构包括前v形块、第一导柱、第二导柱、前压板,第一导柱和第二导柱设置于机架的一端与隔板之间,前v形块安装于第一导柱和第二导柱上滑动,前v形块一侧为铰接点,另一侧开设有螺孔,前压板一端安装于铰接点,另一端具有通孔,贯穿通孔安装有与螺孔对应的螺栓,前压板配合前v形块的v形槽口可夹持固定铜覆钢圆线前段;可调v形块组件夹紧机构组成包括底座、x向步进电机、x向丝杠、y向步进电机、y向丝杠、可移动工作台、z向调节手柄、压板、可调v形块;底座固定安装于滑座上,底座上具有x向步进电机以及一对x向立板,一对x向立板之间具有一对x向导向杆,x向丝杠安装于x向步进电机动力输出端,x向丝杠贯穿于一对x向立板;一对x向立板之间具有x向滑座,x向滑座上开设有与x向丝杠对应的螺纹孔,以及与x向导向杆对应的x向通孔,x向滑座上具有一对具有y向步进电机以及一对y向立板,一对y向立板之间具有一对y向导向杆,y向丝杠安装于y向步进电机动力输出端,y向丝杠贯穿于一对y向立板;一对y向立板之间具有y向滑座,y向滑座上开设有与y向丝杠对应的螺纹孔,以及与y向导向杆对应的y向通孔,可移动工作台安
装于y向滑座上,z向调节手柄安装在可移动工作台上,z向调节手柄下部通过销轴嵌于可移动工作台中,上部为螺杆,所述可调v形块底部具有与螺杆对应的螺孔,可调v形块结构与前v形块相同,可调v形块上部具有用于夹持固定铜覆钢圆线后段的压板;所述铜覆钢圆线焊接加压机构包括用于推动滑座于第三导柱上滑动的凸轮,电动机驱动凸轮转动。
4.作为更进一步的优选方案,第一导柱和第二导柱上还设有后v形块,后v形块与前v形块结构相同,后v形块上具有后压板,前v形块和后v形块共同固定铜覆钢圆线前段。
5.作为更进一步的优选方案,前v形块、后v形块、可调v形块的槽口方向相互平行。
6.作为更进一步的优选方案,铜覆钢圆线焊接加压机构还包括安装在机架中的一轴、二轴、三轴、四轴,一轴由电动机驱动转动,一轴上具有第一锥齿轮,二轴上具有第二锥齿轮和第一直齿轮,三轴上具有第二直齿轮和第三直齿轮,四轴上具有第四直齿轮和凸轮,第一锥齿轮与第二锥齿轮啮合,第一直齿轮与第二直齿轮啮合,第三直齿轮与第四直齿轮啮合。
7.作为更进一步的优选方案,一轴与电动机之间设有传动链。
8.作为更进一步的优选方案,电动机通过减速器带动传动链传动。
9.有益效果本发明可以较好克服现有铜覆钢圆线焊接过程中的不足,通过x向步进电机、y向步进电机动作、以及微调z向调节手柄,实现铜覆钢圆线焊接时,前后焊接端快速有效对中,避免铜覆钢圆线在人为敲击对中时发生损坏。铜覆钢圆线焊接加压机构中,通过凸轮机构实现铜覆钢圆线的变力加压。机架组件中设有复位弹簧,能确保铜覆钢圆线对中夹紧机构可调v形块组件完成焊接后回到原始位置。便于铜覆钢圆线生产过程中铜覆钢圆线的快速高质量焊接。
附图说明
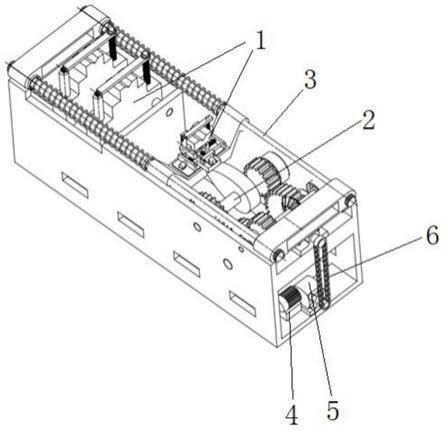
10.图1为本发明总体结构示意图;图2为铜覆钢圆线对中夹紧机构的结构示意图;图3为移动v形块组件夹紧机构的结构示意图;图4为可调v形块组件夹紧机构的结构示意图;图5为z向调节手柄的结构示意图;图6为可调v形块的结构示意图;图7为机架组件的结构示意图;图8为铜覆钢圆线焊接加压机构的结构示意图。
具体实施方式
11.以下结合附图对本发明进行详细说明。
12.如图所示,本发明的一种铜覆钢圆线焊接装置,实现了对铜覆钢圆线前后端的快速对中焊接,结构合理,自动化程度高,大大降低了人工劳动强度,装置结构包括安装于机架组件3中的铜覆钢圆线对中夹紧机构1、铜覆钢圆线焊接加压机构2、电动机4,铜覆钢圆线前后段分别固定于钢圆线对中夹紧机构1上,电动机4推动铜覆钢圆线焊接加压机构2,铜覆
钢圆线对中夹紧机构1对铜覆钢圆线前后段进行对中。
13.机架组件3包括复位弹簧311、滑座312、第三导柱313、机架314,机架314为上部开口的槽体结构,机架314上部两侧各设有一根第三导柱313,两根第三导柱313沿机架314的长度方向设置,两个第三导柱313之间设有沿第三导柱313滑动的滑座312,滑座312与铜覆钢圆线对中夹紧机构1一侧的机架314端部之间套有复位弹簧311。
14.所述铜覆钢圆线对中夹紧机构1包括移动v形块组件夹紧机构11和可调v形块组件夹紧机构组成12,移动v形块组件夹紧机构11和可调v形块组件夹紧机构组成12之间具有隔板, 移动v形块组件夹紧机构1位于隔板一侧,可调v形块组件夹紧机构组成12位于隔板另一侧。
15.移动v形块组件夹紧机构11包括前v形块111、第一导柱113、第二导柱114、前压板115,第一导柱113和第二导柱114设置于机架314的一端与隔板之间,前v形块111安装于第一导柱113和第二导柱114上滑动,前v形块111一侧为铰接点,另一侧开设有螺孔,前压板115一端安装于铰接点,另一端具有通孔,贯穿通孔安装有与螺孔对应的螺栓,前压板115配合前v形块111的v形槽口可夹持固定铜覆钢圆线前段;进一步的,第一导柱113和第二导柱114上还设有后v形块112,后v形块112与前v形块111结构相同,后v形块112上具有后压板116,前v形块111和后v形块112共同固定铜覆钢圆线前段。
16.可调v形块组件夹紧机构组成12包括底座121、x向步进电机122、x向丝杠123、y向步进电机124、y向丝杠125、可移动工作台126、z向调节手柄127、压板128、可调v形块129;底座121固定安装于滑座312上,底座121上具有x向步进电机122以及一对x向立板,一对x向立板之间具有一对x向导向杆,x向丝杠123安装于x向步进电机122动力输出端,x向丝杠123贯穿于一对x向立板;一对x向立板之间具有x向滑座,x向滑座上开设有与x向丝杠123对应的螺纹孔,以及与x向导向杆对应的x向通孔,x向步进电机122驱动x向丝杠123转动,带动x向滑座沿x方向移动;x向滑座上具有一对具有y向步进电机124以及一对y向立板,一对y向立板之间具有一对y向导向杆,y向丝杠125安装于y向步进电机124动力输出端,y向丝杠125贯穿于一对y向立板;一对y向立板之间具有y向滑座,y向滑座上开设有与y向丝杠125对应的螺纹孔,以及与y向导向杆对应的y向通孔,y向步进电机124驱动y向丝杠125转动,带动y向滑座沿y方向移动;可移动工作台126安装于y向滑座上,z向调节手柄127安装在可移动工作台126上,z向调节手柄127下部通过销轴嵌于可移动工作台126中,上部为螺杆,所述可调v形块129底部具有与螺杆对应的螺孔;固定住可调v形块129,将z向调节手柄127转动带动螺杆转动,螺杆即可带动可调v形块129升降活动;可调v形块129结构与前v形块111相同,可调v形块129上部具有用于夹持固定铜覆钢圆线后段的压板128。
17.铜覆钢圆线焊接加压机构2包括用于推动滑座312于第三导柱313上滑动的凸轮
27,电动机4驱动凸轮27转动。
18.铜覆钢圆线焊接加压机构2还包括安装在机架314中的一轴、二轴、三轴、四轴,一轴由电动机4驱动转动,一轴上具有第一锥齿轮21,二轴上具有第二锥齿轮22和第一直齿轮23,三轴上具有第二直齿轮24和第三直齿轮25,四轴上具有第四直齿轮26和凸轮27,第一锥齿轮21与第二锥齿轮22啮合,第一直齿轮23与第二直齿轮24啮合,第三直齿轮25与第四直齿轮26啮合,形成一套传动体系;其中,前v形块111、后v形块112、可调v形块129的槽口方向相互平行。
19.进一步的,一轴与电动机4之间设有传动链6,电动机4通过减速器5带动传动链6传动。
20.焊接时,待焊接的铜覆钢圆线前端是固定,所以前后v型块主要起支承作用,无需锁紧。
21.本发明的一种铜覆钢圆线焊接装置使用方法如下:1)将待焊接的铜覆钢圆线前段放在移动v形块组件前v形块111以及后v形块112上,并用前压板115以及后压板116压紧。
22.2)将待焊接的铜覆钢圆线后段放在可调v形块组件可调v形块129上,并用压板128压紧。
23.3)通过x向步进电机122、y向步进电机动作124、以及z向调节手柄127在三个方向上,实现铜覆钢圆线前后段对中。
24.4)将待焊接的铜覆钢圆线前后段分别接通焊接电源。
25.5)启动电动机,动力由电动机4、减速器5以及传动链6带动轴转动,经第一锥齿轮21与第二锥齿轮22相啮合;第一直齿轮23与第二直齿轮24相啮合;第三直齿轮25与第四直齿轮26相啮合;带动凸轮27转动,推动机架组件滑座312前行,进而使得待焊接的铜覆钢圆线后段压紧前段。当待焊接的铜覆钢圆线前后段紧密接触后,利用电阻热加热至塑形状态,在顶锻力作用下完成焊接。
26.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1