一种多规格方管滚压成型系统的制作方法
1.本发明属于冶金机械设备技术技术领域,尤其涉及一种多规格方管滚压成型系统。
背景技术:
2.大口径厚壁方形焊管,也称为钢制冷弯型材,是以钢板或带钢为母材,经冷弯曲加工成型后,再经高频焊接而成,大口径厚壁方形焊管在众多行业内有广泛的用途。传统的大口径厚壁方形焊管生产采用滚压成型工艺以带钢为原料进行连续生产制作,其加工工艺通常是带钢放卷
→
双边去毛刺
→
粗成型
→
精成型
→
焊接
→
内外焊珠去除
→
初定径
→
涡流探伤
→
热处理
→
定径校直
→
抛光,最后将加工出的焊管进行定长裁切,即可得到成品焊管。缺点是,方形焊管滚压成型生产线,不同规格的焊管所需模具不同,企业为了保持竞争力还会准备一些冷门规格的模具,模具数量多,造价昂贵;由于模具质量较重,模具的拆装费工费时,还存在一定的安全隐患,装置后期还需要人工逐个调节,设备自动化程度低。
技术实现要素:
3.为克服现有技术的不足,本发明的目的在于提供一种多规格方管滚压成型系统,各功能组件采用模块化设计,结构精密但易于制作,便于组装,可以快速简便的进行距离的精确调整,设备制造方可以标准化批量生产同一规格的各个模块,设备采购方根据自身多种规格方形焊管产品的规格在一套系统内进行精确调整,节省模具备件的购置费,安装调试时间短,设备自动化水平高,节省人力,提高设备生产效率。
4.为实现上述目的,本发明采用如下技术方案:
5.一种多规格方管滚压成型系统,其特点是包括沿带钢长度方向依次设置的粗成型装置、精成型装置、导缝装置、五辊挤压装置、四向校直装置;所述粗成型装置包括第一机架、第二机架和调距式轧辊系统;所述第一机架、第二机架对称设置在沿带钢宽度方向的底座上;所述第一轧辊部通过第一滑动座与第一机架连接;所述第二轧辊部通过第二滑动座与第二机架连接;所述调距式轧辊系统包括第一轧辊部、第二轧辊部和第一驱动部;所述第一轧辊部包括第一轧辊轴、第三轴承、第六轴承座、第一滑动座、第一涡轮、第一蜗杆;所述第三轴承套接在第一轧辊轴上,第六轴承座套在第三轴承外侧;所述第六轴承座与第一滑动座滑动连接;所述第六轴承座的一端与第一涡轮通过螺纹连接;所述第一蜗杆与第一涡轮连接;所述第二轧辊部包括第二轧辊轴、第四轴承、第七轴承座、第二滑动座、第二涡轮、第二蜗杆;所述第四轴承套接在第二轧辊轴上,第七轴承座套在第四轴承外侧;所述第七轴承座与第二滑动座滑动连接;所述第七轴承座的一端与第二涡轮通过螺纹连接;所述第二蜗杆与第二涡轮连接;所述第一轧辊部和第二轧辊部对称设置;所述第一驱动部连接第一蜗杆和第二蜗杆,实现同步运动;所述精成型装置包括机架部、上压辊部、侧压辊部、下轧辊部和托辊部;所述机架部包括第三机架和第四机架,第三机架和第四机架分别设置在带钢宽度方向的两侧;所述上压辊部沿带钢长度方向在第三机架和第四机架上对称设置两个,
上压辊部的下方设置托辊部;所述两个托辊部之间设置下轧辊部,下轧辊部的上方设置侧轧辊部;所述上压辊部包括第一安装板、第一压辊部、第二压辊部和第一驱动部;所述第一安装板的两端分别与第三机架、第四机架滑动连接;所述第一压辊部包括第一滑块、第一轴承座、第一压辊轴和第一辊轮,第一滑块上部与第一安装板滑动连接,第一滑块下部连接第一轴承座,第一轴承座通过第一轴承与第一压辊轴旋转连接,第一压辊轴上连接第一辊轮;所述第二压辊部与第一压辊部结构相同,对称设置,第二压辊部包括第二滑块、第二轴承座、第二压辊轴和第二辊轮,第二滑块上部与第一安装板滑动连接,第二滑块下部连接第二轴承座,第二轴承座通过第二轴承与第二压辊轴旋转连接,第二压辊轴上连接第二辊轮;所述第一驱动部包括第六伺服电机、第五调距丝杠、第一调距螺母、第二调距螺母,第五调距丝杠上穿设第一调距螺母和第二调距螺母,第一丝杠的两端与第一安装板旋转连接;所述第一调距螺母与第一滑块连接,第二调距螺母与第二滑块连接;所述第五调距丝杠的一端与第六伺服电机的输出轴连接;所述上压辊部还包括第二驱动部,第二驱动部包括第五伺服电机、第一涡轮蜗杆减速机,第五伺服电机的输出轴与第一涡轮蜗杆减速机的蜗杆连接;所述第一涡轮蜗杆减速机的输出轴在竖直方向与第一安装板连接,实现在竖直方向的距离调节;所述第一涡轮蜗杆减速机对称设置两个,两个第一涡轮蜗杆减速机与同一个第五伺服电机连接。
6.在本发明一个具体的实施例中,所述第一驱动部包括第一伺服电机、第一涡轮减速机、第二涡轮减速机、第一传动轴;所述第一涡轮减速机的输出轴与第一蜗杆连接,第一涡轮减速机的输入轴连接第一传动轴,第一传动轴的另一端连接第二涡轮减速机,第二涡轮减速机与第二蜗杆连接,第二涡轮减速机与第一伺服电机连接;所述第一涡轮减速机上设置与第一传动轴连接的手轮;所述第一传动轴包括第一外花键轴和第一内花键轴,第一外花键轴设置外花键,第一内花键轴设置内花键,第一外花键轴和第一内花键轴通过内外花键连接,第一外花键轴与第一涡轮减速机连接;所述第一内花键轴与第二涡轮减速机连接;所述第一轧辊轴和第二轧辊轴之间设置第二外花键轴连接,第二外花键轴设置外花键;所述第一轧辊轴和第二轧辊轴均设置内花键,第二外花键轴的两端分别与第一轧辊轴和第二轧辊轴通过内花键、外花键滑动连接;所述调节距离时,第一轧辊轴和第二轧辊轴相向或相背运动;所述第二轧辊轴远离第二外花键轴的一端设置扭矩连接端,连接扭矩输出装置,在进行生产时,第二外花键轴作为传动部件,使两端的第一轧辊轴和第二轧辊轴同步运动;所述管材滚压成型装置还包括升降驱动部、调距机构和滑动固定组件,升降驱动部包括第一升降蜗杆减速机、第二升降蜗杆减速机、第二伺服电机和第二传动轴;所述第一升降蜗杆减速机设置在第一机架上部,第一升降蜗杆减速机的蜗杆穿过第一机架上部与第一滑动座连接,第一机架和第一滑动座通过燕尾/燕尾槽连接结构在竖直方向滑动连接;所述第二升降蜗杆减速机设置在第二机架上部,第二升降蜗杆减速机的蜗杆穿过第二机架上部与第二滑动座连接,第二机架和第二滑动座通过燕尾/燕尾槽连接结构在竖直方向滑动连接;所述第二传动轴包括第三外花键轴和第三内花键轴,第三外花键轴设置外花键,第三内花键轴设置内花键,第三外花键轴和第三内花键轴通过内外花键连接,第三外花键轴与第一升降蜗杆减速机连接;所述第三内花键轴与第二升降蜗杆减速机连接,第二升降蜗杆减速机与第二伺服电机连接;所述在带钢长度方向第一机架、第二机架与底座连接的两侧通过滑动固定组件滑动连接;所述调距机构包括第四调距丝杠,第四调距丝杠沿带钢宽度方向设置,
第四调距丝杠与底座旋转连接,第四调距丝杠与第一机架、第二机架螺纹连接;所述滑动固定组件包括第一滑动衬板、第一直角压板和固定螺栓;所述第一滑动衬板设置在第一机架/第二机架和底座之间,第一直角压板压设在第一机架/第二机架和底座上,固定螺栓连接第一直角压板和底座,第一机架、第二机架均通过滑动固定组件与底座实现沿带钢宽度方向的相向或相背滑动,调节第一机架和第二机架之间的相对距离;所述滑动固定组件还包括挡块,第一直角压板上设置缺口,挡块设置在缺口内,挡块通过螺栓与底座固定连接;所述调距机构还包括第十六支撑座、第一螺纹套筒、第二螺纹套筒和驱动电机;所述第十六支撑座在带钢宽度方向的底座上设置两个,两个第十六支撑座分别位于第一机架一侧和第二机架一侧,第四调距丝杠通过轴承与第十六支撑座旋转连接,第一螺纹套筒与第一机架连接,第二螺纹套筒与第二机架连接,第四调距丝杠穿设在第一螺纹套筒和第二螺纹套筒上;所述第四调距丝杠的一端连接驱动电机的输出轴;所述管材滚压成型装置还包括下轧辊部,下轧辊部包括第一下轧辊部、第二下轧辊部和第四外花键轴,第一下轧辊部设置在第一轧辊部下方的第一机架上;所述第二下轧辊部设置在第二轧辊部下方的第二机架上所述;所述第一下轧辊部和第二下轧辊部结构相同;所述第一下轧辊部包括第一下轧辊轴、第一下轧辊轴承、第一下轧辊轴承座、第一下轧辊座;所述第一下轧辊轴承套接在第一下轧辊轴上,第一下轧辊轴承座套在第一下轧辊轴承外侧;所述第一下轧辊轴承座与第一下轧辊座连接,第一下轧辊座与第一机架连接;所述第二下轧辊部包括第二下轧辊轴、第二下轧辊轴承、第二下轧辊轴承座、第二下轧辊座;所述第二下轧辊轴承套接在第二下轧辊轴上,第二下轧辊轴承座套在第二下轧辊轴承外侧;所述第二下轧辊轴承座与第二下轧辊座连接,第二下轧辊做与第二机架连接;所述第四外花键轴设置外花键;所述第一下轧辊轴和第二下轧辊轴均设置内花键,第四外花键轴的两端分别与第一下轧辊轴和第二下轧辊轴通过内花键、外花键滑动连接;所述调节距离时,第一下轧辊轴和第二下轧辊轴相向或相背运动;所述第二下轧辊轴远离第四外花键轴的一端设置扭矩连接端,连接扭矩输出装置,在进行生产时,第四外花键轴作为传动部件,使两端的第一下轧辊轴和第二下轧辊轴同步运动;所述粗成型装置采用分体式的第一机架和第二机架,两个机架之间可以联动调节距离,方便省力,避免大规模的拆卸;所述上辊采用调距式轧辊系统,通过带钢的厚度发生变化时,使用第一驱动机构调整第一轧辊部、第二轧辊部的高度和宽度,使其满足生产需要,同时上辊和下辊均连接扭矩输出机构,提供足够的动力带动带钢前进,完成滚压成型;所述第一轧辊轴、第二轧辊轴、第一下轧辊轴和第二下轧辊轴安装辊轮。
7.在本发明一个具体的实施例中,所述精成型装置的侧压辊部包括第一侧压辊轮组件、第二支撑座、横向调距组件、第二侧压辊轮组件、第三支撑座;所述第二支撑座与第三机架连接,第三支撑座与第四机架连接;所述第一侧压辊轮组件包括第一侧压辊轮、第一转轴和第一支撑座,第一侧压辊轮穿设在第一转轴外侧,第一转轴的两端与第一支撑座连接,第一支撑座与第二支撑座在水平方向滑动连接;所述第二侧压辊轮组件包括第二侧压辊轮、第二转轴和第四支撑座,第二侧压辊轮穿设在第二转轴外侧,第二转轴的两端与第三支撑座连接,第三支撑座与第四支撑座在水平方向滑动连接;所述横向调距组件包括第六伺服电机、第二涡轮蜗杆减速机、第三涡轮蜗杆减速机、第一升降机、第二升降机、第一传动轴、第二传动轴;所述第六伺服电机的输出轴分别连接第二涡轮蜗杆减速机,第二涡轮蜗杆减速机连接第一传动轴和第一升降机的输入轴;所述第一升降机连接第二支撑座,第一升降
机的输出轴与第一支撑座旋转连接;所述第二升降机与第三支撑座连接,第二升降机的输出轴与第四支撑座旋转了解;所述第一传动轴设置内花键,第二传动轴设置外花键,第二传动轴的外花键插入第一传动轴的内花键,第二传动轴的另一端通过第三涡轮蜗杆减速机连接第二升降机;所述第一升降机、第二升降机为涡轮丝杆升降机;所述下轧辊部包括第四轴承座、第五轴承座和下轧辊、下轧辊轮,第四轴承座设置在第三机架上、第五轴承座设置在第四机架上,下轧辊轮穿设在下轧辊上,下轧辊的两端通过轴承与第四轴承座、第五轴承座旋转连接;所述托辊部包括第一托辊轴、第一托辊轮和第一托辊座,第一托辊轮通过轴承与第一托辊轴旋转连接,第一托辊轴的两侧设置在第一托辊座上。精成型装置中机架部、上压辊部、侧压辊部、下轧辊部和托辊部都是实现各自功能的独立模块部件,上压辊部对压辊轴进行分体或一体式设计,这对同一规格的方形焊管不同成型阶段进行合理的分体距离调节,对于不同规格的方形焊管,只需要调节第一辊轮和第二辊轮在带钢方向的距离即可,节省轧辊模具配件的购置成本;所述侧压辊部同样采用分体设计,与上压辊部对压辊轴的分体的功能相同。
8.在本发明一个具体的实施例中,所述精成型装置的上压辊部包括第三安装板、第三压辊部和第三驱动部,第三装板的两端分别与第三机架、第四机架滑动连接,第三压辊部包括第三轴承座、第三压辊轴和第三辊轮,第三轴承座上部与第三安装板连接,第三轴承座的下部通过轴承与第三压辊轴连接,第三辊轮套接在第三压辊轴上;所述第三驱动部包括第四伺服电机、第四涡轮蜗杆减速机,第四伺服电机的输出轴与第四涡轮蜗杆减速机的蜗杆连接;所述第四涡轮蜗杆减速机的输出轴在竖直方向与第三安装板连接,实现在竖直方向的距离调节;所述第四涡轮蜗杆减速机对称设置两个,两个第四涡轮蜗杆减速机与同一个第四伺服电机连接。两种上压辊部,在实际生产中应用与方形焊管的同一生产线,为精成型过程中方形焊管逐渐成方时使用。
9.在本发明一个具体的实施例中,所述导缝装置包括机架部、导缝上辊部、侧辊挤压部和托辊部;所述机架部包括第五机架、第六机架,第五机架和第六机架对称沿带钢宽度方向设置在底座上;所述导缝上辊部、侧辊挤压部和托辊部由上至下依次与机架部连接;所述导缝上辊部包括第一移动板、第二移动板、移动丝杠、上辊轴、导缝辊轮、升降驱动部;所述第一移动板与第五机架、第六机架上下滑动连接;所述第二移动板与第一移动板左右滑动连接;所述第二移动板的下部设置辊轴安装槽,导缝辊轮通过轴承与上辊轴旋转连接;所述上辊轴的两端与辊轴安装槽连接;所述第一移动板的上端连接升降驱动部;所述升降驱动部包括升降丝杠、第七伺服电机,第七伺服电机设置在第五机架或第六机架上部,第七伺服电机的输出轴与升降丝杠连接;所述机架部还包括调距机构和滑动固定组件;所述在带钢长度方向第五机架、第六机架与底座连接的两侧通过滑动固定组件滑动连接;所述调距组件包括第一支撑板、第六调距丝杠、第一涡轮丝杆升降机、第三传动轴、第八伺服电机、第二支撑板、第二调距丝杠、第二涡轮丝杆升降机;所述第一支撑板连接第五机架一侧的底座,第六调距丝杠沿带钢长度方向设置,第一涡轮丝杆升降机连接第六调距丝杠、第五机架、第八伺服电机、第三传动轴;所述第二支撑板连接第六机架一侧的底座,第二调距丝杠沿带钢长度方向设置,第二涡轮丝杆升降机连接第二调距丝杠、第六机架和第三传动轴;所述滑动固定组件包括第二滑动衬板、第二直角压板和固定螺栓;所述第二滑动衬板设置在第五机架/第六机架和底座之间,第二直角压板压设在第五机架/第六机架和底座上,固定螺栓连
接第二直角压板和底座;所述滑动固定组件还包括挡块,第二直角压板上设置缺口,挡块设置在缺口内,挡块通过螺栓与底座固定连接;所述侧辊挤压部包括第三侧压辊轮组件、第五支撑座、横向调距组件、第四侧压辊轮组件、第六支撑座;所述第三侧压辊轮组件、第五支撑座和第四侧压辊轮组件、第六支撑座分别对称设置在导缝上辊部、托辊部的两侧;所述第三侧压辊轮组件包括第三侧压辊轮、第三转轴、第七支撑座,第三侧压辊轮穿设在第三转轴外侧,第三转轴的两端与第七支撑座连接,第七支撑座与第五支撑座在带钢宽度方向滑动连接;所述第四侧压辊轮组件包括第四侧压辊轮、第四转轴、第八支撑座,第四侧压辊轮穿设在第四转轴外侧,第四转轴的两端与第八支撑座连接,第八支撑座与第五支撑座在带钢宽度方向滑动连接;所述横向调距组件包括第九伺服电机、第五涡轮蜗杆减速机、第六涡轮蜗杆减速机、第三升降机、第四升降机、第四传动轴;所述第九伺服电机的输出轴连接第五涡轮蜗杆减速机,第五涡轮蜗杆减速机连接第四传动轴和第三升降机的输入轴;所述第三升降机与第五支撑座连接,第三升降机的输出轴与第七支撑座旋转连接;所述第四传动轴与第六涡轮蜗杆减速机的输入轴连接,第六涡轮蜗杆减速机的输出轴与第四升降机连接,第四升降机与第六支撑座连接,第四升降机的输出轴与第八支撑座旋转连接;所述第四传动轴与第四升降机连接;所述第三升降机、第四升降机为涡轮丝杆升降机;所述托辊部包括第二托辊轴、第二托辊轮和第二托辊座,第二托辊轮通过轴承与第二托辊轴旋转连接,第二托辊轴的两侧设置在第二托辊座上。导缝装置的第五机架和第六机架通过电机、升降机的带动,可以同步在带钢长度方向进行调节,使其与相邻的焊管轧机的距离可调节,满足不同规格方形焊管的成型需求;所述侧辊挤压部可以在宽度方向进行调节,导缝上辊部在竖直方向和水平方向均可调节,满足焊管对接处因规格不同发生的偏移,导缝辊轮处于焊管连接处,在托辊部和侧辊挤压部的协同作用下,对连接处的尺寸和形状进行调整。
10.在本发明一个具体的实施例中,所述五辊挤压装置包括机架部、上辊挤压部、侧辊挤压部和托辊部;所述机架部包括第七机架、第八机架,第七机架和第八机架对称沿带钢宽度方向设置在底座上;所述导缝上辊部包括第三移动板、第四移动板、第一压边轮、第二压边轮、升降驱动部,第一压边轮、第二压边轮设置在第三移动板上,第一压边轮、第二压边轮均与第三移动板滑动连接,第三移动板与第四移动板在水平方向滑动连接;所述升降驱动部包括第二蜗杆升降机、第十伺服电机,第十伺服电机设置在机架部上方,第十伺服电机的输出轴与第二蜗杆升降机连接,第二蜗杆升降机与第四移动板连接;所述第三移动板和第四移动板之间设置第一调距丝杠,第一压边轮和第三移动板之间设置第二调距丝杠,第二压边轮和第三移动板之间设置第三调距丝杠;所述侧辊挤压部设置在第九支撑座上,侧辊挤压部包括第五侧压辊轮组件、第十支撑座、第十一支撑座、横向调距组件、竖向调距组件、第六侧压辊轮组件、第十二支撑座、第十三支撑座;所述第五侧压辊轮组件、第十支撑座、第十一支撑座和第六侧压辊轮组件、第十二支撑座、第十三支撑座分别对称设置在上辊挤压部、托辊部的两侧;所述第五侧压辊轮组件包括第五侧压辊轮、第五转轴,第五侧压辊轮穿设在第五转轴外侧,第五转轴的两端与第十支撑座连接,第十支撑座与第十一支撑座在竖直方向滑动连接;所述第六侧压辊轮组件包括第六侧压辊轮、第六转轴,第六侧压辊轮穿设在第六转轴外侧,第六转轴的两端与第十二支撑座连接,第十二支撑座与第十三支撑座在竖直方向滑动连接;所述横向调距组件包括第十一伺服电机、第七涡轮蜗杆减速机、第八涡轮蜗杆减速机、第五升降机、第六升降机、第五传动轴;所述第十一伺服电机的输出轴与第
七涡轮蜗杆减速机连接,第七涡轮蜗杆减速机连接第七涡轮蜗杆减速机连接、第五传动轴和第五升降机的输入轴;所述第五升降机与第九支撑座连接,第五升降机的输出轴与第十三支撑座旋转连接;所述第七涡轮蜗杆减速机连接第六升降机的输入轴,第六升降机与第九支撑座连接,第六升降机的输出轴与第十一支撑座旋转连接;所述竖向调距组件包括第十二伺服电机、第七升降机、第六传动轴、第七传动轴、第八升降机,第十支撑座沿竖直滑动方向连接第七升降机,第十二支撑座沿竖直滑动方向设置第八升降机,第七升降机和第八升降机通过第六传动轴和第七传动轴连接,第六传动轴设置外花键,第七传动轴设置内花键,第六传动轴的外花键插入第七传动轴的内花键;所述第八升降机连接第十二伺服电机;所述第五升降机、第六升降机、第七升降机、第八升降机为涡轮丝杆升降机;所述托辊部设置在第九支撑座上,托辊部包括第三托辊轴、第三托辊轮和第三托辊座,第三托辊轮通过轴承与第三托辊轴旋转连接,第三托辊轴的两侧设置在第三托辊座上。五辊挤压装置的第一压边轮和第二压边轮分别设置在带钢对接处焊缝的两侧,根据对接处的平整度,升降驱动部用于第一压边轮和第二压边轮对对接处的压力的大范围调节,第二调距丝杠、第三调距丝杠分别精准调节第一压边轮、第二压边轮对对接处的压力;所述第一调距丝杠用于水平方向的校准,侧辊挤压部采用横向调距组件和竖向调距组件实现不同规格焊管生产的自动化适应性调节,调节范围大,调节尺寸精准,工作效率高。
11.在本发明一个具体的实施例中,所述四向校直装置包括机架部、四辊校直部、升降移动驱动部、水平移动驱动部;所述机架部包括第九机架和第十机架,第九机架和第十机架一体连接,第九机架和第十机架的底部分别设置在带钢宽度方向的两侧,且第九机架、第十机架沿带钢宽度方向与第四底座滑动连接;所述升降移动驱动部设置在机架部上部;所述水平移动驱动部与机架部连接,带动机架部沿带钢宽度方向滑动;所述四辊校直部包括第二安装板、上压辊部、侧压辊部和托辊部;所述第二安装板和第九机架、第十机架滑动连接;所述第二安装板与升降移动驱动部连接;所述上压辊部、侧压辊部和托辊部设置在第二安装板上,上压辊部、侧压辊部和托辊部围成的腔体为供管材校直的校直孔;所述上压辊部包括第一轴承座和上压辊、上压辊轮,上压辊轮通过轴承套在上压辊上,上压辊的两端通过第一轴承座与第二安装板连接;所述托辊部包括第二轴承座和托辊、第四托辊轮,第四托辊轮通过轴承套在托辊上,托辊的两端通过第二轴承座与第二安装板连接;所述升降移动驱动部包括第十三伺服电机、第九涡轮蜗杆减速机,第九涡轮蜗杆减速机的输出轴与第二安装板上端连接;所述第九涡轮蜗杆减速机的输入轴与第十三伺服电机连接;所述第九机架、第十机架与第四底座之间设置滑动固定组件;所述滑动固定组件包括第三滑动衬板、第三直角压板和固定螺栓;所述第三滑动衬板设置在第九机架/第十机架和第四底座之间,第三直角压板压设在第九机架/第十机架和第四底座上,固定螺栓连接第三直角压板和第四底座,第九机架、第十机架均通过滑动固定组件与第四底座实现沿带钢宽度方向滑动,调节校直孔的轴线位置;所述滑动固定组件还包括挡块,第三直角压板上设置缺口,挡块设置在缺口内,挡块通过螺栓与第四底座固定连接;所述水平移动驱动部包括第十四伺服电机、第三蜗杆升降机,第三蜗杆升降机的输出轴与机架部连接,第十四伺服电机的输出轴与第三蜗杆升降机的输入轴连接;所述侧压辊部包括第七侧压辊轮组件、第十四支撑座、横向调距组件、第八侧压辊轮组件、第十五支撑座;所述第七侧压辊轮组件、第十四支撑座和第八侧压辊轮组件、第十五支撑座分别对称设置在上压辊部、托辊部的两侧;所述第七侧压辊轮组件
包括第七侧压辊轮、第七转轴,第七侧压辊轮穿设在第七转轴外侧,第七转轴的两端与第十四支撑座连接,第十四支撑座与第二安装板滑动连接;所述第八侧压辊轮组件包括第八侧压辊轮、第八转轴,第八侧压辊轮穿设在第八转轴外侧,第八转轴的两端与第十五支撑座连接,第十五支撑座与第二安装板滑动连接;所述横向调距组件包括第十五伺服电机、第十涡轮蜗杆减速机、第十一涡轮蜗杆减速机、第九升降机、第十升降机、第八传动轴;所述第十五伺服电机的输出轴与第十涡轮蜗杆减速机连接,第十涡轮蜗杆减速机连接第八传动轴和第九升降机的输入轴;所述第九升降机与第二安装板连接,第九升降机的输出轴与第十五支撑座旋转连接;所述第八传动轴与第十一涡轮蜗杆减速机连接,第十一涡轮蜗杆减速机连接第十升降机的输入轴,第十升降机与第二安装板连接,第十升降机的输出轴与第十四支撑座旋转连接;所述第九升降机、第十升降机为涡轮丝杆升降机。四向校直装置中,机架部、上压辊部、侧压辊部、托辊部都是实现各自功能的独立模块部件,上压辊部、侧压辊部、托辊部安装在第二安装板上,通过与机架部在竖直方向的滑动连接,调整校直孔的轴线在竖直方向的高度;所述侧压辊部采用联动分体式调节,实现相向或相背运动,使校直孔的大小与生产的管材规格相适应;所述机架部整体可在带钢宽度方向进行运动,使校直孔的轴线在水平方向与管材滚压成型方向一致。当生产不同规格的方形焊管时,只需要调节第二安装板的高度、侧压辊部的间距、机架部在带钢宽度方向的位置,操作简单,方便,工作效率高。
12.在本发明一个具体的实施例中,所述粗成型装置设置若干个,相邻两个粗成型装置之间设置调距式导向装置;所述调距式导向装置包括第九侧压辊轮组件、第十七支撑座、第十八支撑座、横向调距组件、竖向调距组件、第十侧压辊轮组件、第十九支撑座、第二十支撑座、第二十一支撑座;所述第九侧压辊轮组件、第十七支撑座、第十八支撑座和第十侧压辊轮组件、第十九支撑座、第二十支撑座分别对称设置在第二十一支撑座上;所述第九侧压辊轮组件包括第九侧压辊轮、第九转轴,第九侧压辊轮穿设在第九转轴外侧,第九转轴的两端与第十七支撑座连接,第十七支撑座与第十八支撑座在竖直方向滑动连接,第十八支撑座在带钢宽度方向与第二十一支撑座滑动连接;所述第十侧压辊轮组件包括第十侧压辊轮、第十转轴,第十侧压辊轮穿设在第十转轴外侧,第十转轴的两端与第十九支撑座连接,第十九支撑座与第二十支撑座在竖直方向滑动连接,第二十支撑座在带钢宽度方向与第二十一支撑座滑动连接;所述横向调距组件包括第十一升降机、第十二升降机,第十一升降机与第二十一支撑座连接,第十一升降机的输出轴与第二十支撑座旋转连接;所述第十二升降机与第二十一支撑座连接,第十二升降机的输出轴与第十八支撑座旋转连接;所述竖向调距组件包括第十三升降机、第九传动轴、第十传动轴、第十四升降机,第十七支撑座沿竖直滑动方向连接第十三升降机,第十九支撑座沿竖直滑动方向设置第十四升降机,第十三升降机和第十四升降机通过第九传动轴和第十传动轴连接,第九传动轴设置外花键,第十传动轴设置内花键,第九传动轴的外花键插入第十传动轴的内花键;所述第十一升降机、第十二升降机、第十三升降机、第十四升降机为涡轮丝杆升降机;所述横向调距组件还包括第十六伺服电机、第十二涡轮蜗杆减速机、第十三涡轮蜗杆减速机、第十一传动轴;所述第十六伺服电机的输出轴与第十二涡轮蜗杆减速机连接,第十二涡轮蜗杆减速机连接第十二涡轮蜗杆减速机连接、第十一传动轴和第十一升降机的输入轴;所述第十一升降机与第二十一支撑座连接,第十一升降机的输出轴与第二十支撑座旋转连接;所述第十二涡轮蜗杆减速机连接第十二升降机的输入轴,第十二升降机与第二十一支撑座连接,第十二升降机的
输出轴与第十八支撑座旋转连接;所述竖向调距组件还包括第十七伺服电机,第十四升降机连接第十七伺服电机;所述第二十一支撑座为分设在带钢宽度方向两侧的分体式结构;所述第十七支撑座和第十八支撑座之间滑动连接采用的结构为第十七支撑座上设置燕尾槽、第十八支撑座设置燕尾,燕尾槽卡接在燕尾上,实现上下滑动连接;所述第十九支撑座和第二十支撑座之间滑动连接采用的结构为第十九支撑座上设置燕尾槽、第二十支撑座设置燕尾,燕尾槽卡接在燕尾上,实现上下滑动连接。使用时,第九侧压辊轮组件、第十侧压辊轮组件沿带钢宽度方向设置,通过第二十一支撑座将固定在焊管生产线底座上;所述横向调距组件带动第十八支撑座、第二十支撑座在带钢宽度方向相向或相背调节间距;所述竖向调距组件,通过第十七伺服电机的转动,带动第十一传动轴和第九传动轴以及各自连接的第十三升降机、第十四升降机使第十七支撑座、第十九支撑座向上和向下运动;所述在横向调节距离时,第十一传动轴和第九传动轴之间通过内外花键的配合连接,可以实现各自连接的竖向调距组件的传动部件在带钢宽度方向长度的约束。
13.由本发明提供粗成型装置、精成型装置、导缝装置、五辊挤压装置、四向校直装置均具有可调节结构,供不同规格的方形焊管进行生产,该多规格方管滚压成型系统配套设置钢卷放料架、校平机、高频焊机、定长切断装置等装置,即可实现方形焊管的自动化生产。
14.与现有技术相比,本发明的优点是各功能组件采用模块化设计,结构精密但易于制作,便于组装,可以快速简便的进行距离的精确调整,设备制造方可以标准化批量生产同一规格的各个模块,设备采购方根据自身多种规格方形焊管产品的规格在一套系统内进行精确调整,节省模具备件的购置费,安装调试时间短,设备自动化水平高,节省人力,提高设备生产效率。
附图说明
15.为了更清楚地说明发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
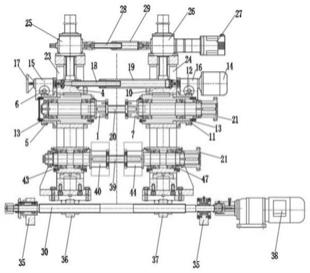
16.图1是本发明粗成型装置正视剖面结构示意图。
17.图2是本发明粗成型装置正视剖面结构示意图。
18.图3是本发明粗成型装置第一轧辊部左视结构示意图。
19.图4是本发明粗成型装置俯视剖面结构示意图。
20.图5是本发明粗成型装置左视结构示意图。
21.图6是本发明粗成型装置滑动固定组件和调距机构俯视结构示意图。
22.图7是本发明粗成型装置下轧辊部正视剖面结构示意图。
23.图8是本发明粗成型装置下轧辊部俯视剖面结构示意图。
24.图9是本发明精成型装置正视剖面结构示意图。
25.图10是本发明精成型装置左视剖面结构示意图。
26.图11是本发明精成型装置上压辊部正视剖面结构示意图。
27.图12是本发明精成型装置侧压辊部正视剖面结构示意图。
28.图13是本发明精成型装置下轧辊部正视剖面结构示意图。
29.图14是本发明精成型装置托辊部俯视剖面结构示意图。
30.图15是本发明精成型装置上压辊部正视剖面结构示意图。
31.图16是本发明精成型装置正视剖面结构示意图。
32.图17是本发明导缝装置正视剖面结构示意图。
33.图18是本发明导缝装置左视剖面结构示意图。
34.图19是本发明导缝装置调距机构俯视结构示意图。
35.图20是本发明导缝装置侧辊挤压部正视结构示意图。
36.图21是本发明导缝装置侧辊挤压部俯视结构示意图。
37.图22是本发明五辊挤压装置正视剖面结构示意图。
38.图23是本发明五辊挤压装置左视结构示意图。
39.图24是本发明五辊挤压装置侧辊挤压部、托辊部俯视剖面结构示意图。
40.图25是本发明四向校直装置正视剖面结构示意图。
41.图26是本发明四向校直装置左视结构示意图。
42.图27是本发明四向校直装置俯视结构示意图。
43.图28是本发明四辊校直部正视剖面结构示意图。
44.图29是发明调距式导向装置正视剖面结构示意图。
45.图30是发明调距式导向装置俯视结构示意图。
46.图中:1
‑
第一轧辊轴;2
‑
第三轴承;3
‑
第六轴承座;4
‑
第一滑动座;5
‑
第一涡轮;6
‑
第一蜗杆;7
‑
第二轧辊轴;8
‑
第四轴承;9
‑
第七轴承座;10
‑
第二滑动座;11
‑
第二涡轮;12
‑
第二蜗杆;13
‑
螺纹;14
‑
第一伺服电机;15
‑
第一涡轮减速机;16
‑
第二涡轮减速机;17
‑
手轮;18
‑
第一外花键轴;19
‑
第一内花键轴;20
‑
第二外花键轴;21
‑
扭矩连接端;22
‑
第一底座;23
‑
第一机架;24
‑
第二机架;25
‑
第一升降蜗杆减速机;26
‑
第二升降蜗杆减速机;27
‑
第二伺服电机;28
‑
第三外花键轴;29
‑
第三内花键轴;30
‑
第四调距丝杠;31
‑
第一滑动衬板;32
‑
第一直角压板;33
‑
固定螺栓;34
‑
挡块;35
‑
第十六支撑座;36
‑
第一螺纹套筒;37
‑
第二螺纹套筒;38
‑
驱动电机;39
‑
第四外花键轴;40
‑
第一下轧辊轴;41
‑
第一下轧辊轴承;42
‑
第一下轧辊轴承座;43
‑
第一下轧辊座;44
‑
第二下轧辊轴;45
‑
第二下轧辊轴承;46
‑
第二下轧辊轴承座;47
‑
第二下轧辊座;48
‑
第三机架48;49
‑
第四机架;50
‑
第一安装板;51
‑
第一滑块;52
‑
第一轴承座;53
‑
第一压辊轴;54
‑
第一辊轮;55
‑
第一轴承;56
‑
第二滑块;57
‑
第二轴承座;58
‑
第二压辊轴;59
‑
第二辊轮;60
‑
第二轴承;61
‑
第六伺服电机;62
‑
第五调距丝杠;63
‑
第一调距螺母;64
‑
第二调距螺母;65
‑
第三安装板;66
‑
第三轴承座;67
‑
第三压辊轴;68
‑
第三辊轮;69
‑
第四伺服电机;70
‑
第四涡轮蜗杆减速机;71
‑
第五伺服电机;72
‑
第一涡轮蜗杆减速机;73
‑
第二支撑座;74
‑
第三支撑座;75
‑
第一侧压辊轮;76
‑
第一转轴;77
‑
第一支撑座;78
‑
第六伺服电机;79
‑
第二涡轮蜗杆减速机;80
‑
第三涡轮蜗杆减速机;81
‑
第一升降机;82
‑
第二升降机;83
‑
第一传动轴;84
‑
第二传动轴;85
‑
第四轴承座;86
‑
第五轴承座;87
‑
下轧辊;88
‑
下轧辊轮;89
‑
第一托辊轴;90
‑
第一托辊轮;91
‑
第一托辊座;92
‑
第二侧压辊轮;93
‑
第二转轴;94
‑
第四支撑座;95
‑
第五机架;96
‑
第六机架;97
‑
第二底座;98
‑
第一移动板;99
‑
第二移动板;100
‑
移动丝杠;101
‑
上辊轴;102
‑
导缝辊轮;103
‑
第一蜗杆升降机;104
‑
第七伺服电机;105
‑
第一支撑板;106
‑
第六调距丝杠;107
‑
第一涡轮丝杆升降机;108
‑
第三传动轴;109
‑
第八伺服电机;110
‑
第二支撑板;111
‑
第二调距丝杠;112
‑
第二涡轮丝杆升降机;113
‑
第二滑
动衬板;114
‑
第二直角压板;115
‑
第五支撑座;116
‑
第六支撑座;117
‑
第三侧压辊轮;118
‑
第三转轴;119
‑
第七支撑座;120
‑
第九伺服电机;121
‑
第五涡轮蜗杆减速机;122
‑
第六涡轮蜗杆减速机;123
‑
第三升降机;124
‑
第四升降机;125
‑
第四传动轴;126
‑
第二托辊轴;127
‑
第二托辊轮;128
‑
第二托辊座;129
‑
第四侧压辊轮;130
‑
第四转轴;131
‑
第八支撑座;132
‑
第七机架;133
‑
第八机架;134
‑
第三底座;135
‑
第三移动板;136
‑
第四移动板;137
‑
第一压边轮;138
‑
第二压边轮;139
‑
第二蜗杆升降机;140
‑
第十伺服电机;141
‑
第一调距丝杠;142
‑
第二调距丝杠;143
‑
第三调距丝杠;144
‑
第九支撑座;145
‑
第十支撑座;146
‑
第十一支撑座;147
‑
第十二支撑座;148
‑
第十三支撑座;149
‑
第五侧压辊轮;150
‑
第五转轴;151
‑
第六侧压辊轮;152
‑
第六转轴;153
‑
第十一伺服电机;154
‑
第七涡轮蜗杆减速机;155
‑
第八涡轮蜗杆减速机;156
‑
第五升降机;157
‑
第六升降机;158
‑
第五传动轴;159
‑
第十二伺服电机;160
‑
第七升降机;161
‑
第六传动轴;162
‑
第七传动轴;163
‑
第八升降机;164
‑
第三托辊轴;165
‑
第三托辊轮;166
‑
第三托辊座;167
‑
第九机架;168
‑
第十机架;169
‑
第四底座;170
‑
第二安装板;171
‑
校直孔;172
‑
上压辊轮;173
‑
第四托辊轮;174
‑
第十三伺服电机;175
‑
第九涡轮蜗杆减速机;176
‑
第三滑动衬板;177
‑
第三直角压板;178
‑
第十四伺服电机;179
‑
第三蜗杆升降机;180
‑
第十四支撑座;181
‑
第十五支撑座;182
‑
第七侧压辊轮;183
‑
第七转轴;184
‑
第八侧压辊轮;185
‑
第八转轴;186
‑
第十五伺服电机;187
‑
第十涡轮蜗杆减速机;188
‑
第十一涡轮蜗杆减速机;189
‑
第九升降机;190
‑
第十升降机;191
‑
第八传动轴;192
‑
第十七支撑座;193
‑
第十八支撑座;194
‑
第十九支撑座;195
‑
第二十支撑座;196
‑
第二十一支撑座;197
‑
第九侧压辊轮;198
‑
第九转轴;199
‑
第十侧压辊轮;200
‑
第十转轴;201
‑
第十一升降机;202
‑
第十二升降机;203
‑
第十三升降机;204
‑
第九传动轴;205
‑
第十传动轴;206
‑
第十四升降机;207
‑
第十六伺服电机;208
‑
第十二涡轮蜗杆减速机;209
‑
第十三涡轮蜗杆减速机;210
‑
第十一传动轴;211
‑
第十七伺服电机。
具体实施方式
47.下面将结合附图对发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是发明一部分实施例,而不是全部的实施例。基于发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于发明保护的范围。
48.在发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
49.在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在发明中的具体含义。
50.实施例1
51.如图1至图8所示,一种多规格方管滚压成型系统,其特征在于:包括沿带钢长度方向依次设置的粗成型装置、精成型装置、导缝装置、五辊挤压装置、四向校直装置;粗成型装
置包括第一机架23、第二机架24和调距式轧辊系统;第一机架23、第二机架24对称设置在沿带钢宽度方向的底座22上;第一轧辊部通过第一滑动座4与第一机架23连接;第二轧辊部通过第二滑动座10与第二机架24连接。调距式轧辊系统包括第一轧辊部、第二轧辊部和第一驱动部;第一轧辊部包括第一轧辊轴1、第三轴承2、第六轴承座3、第一滑动座4、第一涡轮5、第一蜗杆6;第三轴承2套接在第一轧辊轴1上,第六轴承座3套在第三轴承2外侧;第六轴承座3与第一滑动座4滑动连接;第六轴承座3的一端与第一涡轮5通过螺纹13连接;第一蜗杆6与第一涡轮5连接;第二轧辊部包括第二轧辊轴7、第四轴承8、第七轴承座9、第二滑动座10、第二涡轮11、第二蜗杆12;第四轴承8套接在第二轧辊轴7上,第七轴承座9套在第四轴承8外侧;第七轴承座9与第二滑动座10滑动连接;第七轴承座9的一端与第二涡轮11通过螺纹13连接;第二蜗杆12与第二涡轮11连接;第一轧辊部和第二轧辊部对称设置;第一驱动部连接第一蜗杆6和第二蜗杆12,实现同步运动。
52.第一驱动部包括第一伺服电机14、第一涡轮减速机15、第二涡轮减速机16、第一传动轴;第一涡轮减速机15的输出轴与第一蜗杆6连接,第一涡轮减速机15的输入轴连接第一传动轴,第一传动轴的另一端连接第二涡轮减速机16,第二涡轮减速机16与第二蜗杆12连接,第二涡轮减速机16与第一伺服电机14连接。
53.第一涡轮减速机15上设置与第一传动轴连接的手轮17。
54.第一传动轴包括第一外花键轴18和第一内花键轴19,第一外花键轴18设置外花键,第一内花键轴19设置内花键,第一外花键轴18和第一内花键轴19通过内外花键连接,第一外花键轴18与第一涡轮减速机15连接;第一内花键轴19与第二涡轮减速机16连接。
55.第一轧辊轴1和第二轧辊轴7之间设置第二外花键轴20连接,第二外花键轴20设置外花键;第一轧辊轴1和第二轧辊轴7均设置内花键,第二外花键轴20的两端分别与第一轧辊轴1和第二轧辊轴7通过内花键、外花键滑动连接;调节距离时,第一轧辊轴1和第二轧辊轴7相向或相背运动;第二轧辊轴7远离第二外花键轴20的一端设置扭矩连接端21,连接扭矩输出装置,在进行生产时,第二外花键轴20作为传动部件,使两端的第一轧辊轴1和第二轧辊轴7同步运动。
56.粗成型装置还包括升降驱动部,升降驱动部包括第一升降蜗杆减速机25、第二升降蜗杆减速机26、第二伺服电机27和第二传动轴;第一升降蜗杆减速机25设置在第一机架23上部,第一升降蜗杆减速机25的蜗杆穿过第一机架23上部与第一滑动座4连接,第一机架23和第一滑动座4通过燕尾/燕尾槽连接结构在竖直方向滑动连接;第二升降蜗杆减速机26设置在第二机架24上部,第二升降蜗杆减速机26的蜗杆穿过第二机架24上部与第二滑动座10连接,第二机架24和第二滑动座10通过燕尾/燕尾槽连接结构在竖直方向滑动连接;第二传动轴包括第三外花键轴28和第三内花键轴29,第三外花键轴28设置外花键,第三内花键轴28设置内花键,第三外花键轴28和第三内花键轴29通过内外花键连接,第三外花键轴28与第一升降蜗杆减速机25连接;第三内花键轴29与第二升降蜗杆减速机26连接,第二升降蜗杆减速机26与第二伺服电机27连接。
57.粗成型装置还包括调距机构和滑动固定组件,在带钢长度方向第一机架23、第二机架24与底座22连接的两侧通过滑动固定组件滑动连接;调距机构包括第四调距丝杠30,第四调距丝杠30沿带钢宽度方向设置,第四调距丝杠30与底座22旋转连接,第四调距丝杠30与第一机架23、第二机架24螺纹连接。
58.滑动固定组件包括第一滑动衬板31、第一直角压板32和固定螺栓33;第一滑动衬板31设置在第一机架23/第二机架24和底座22之间,第一直角压板32压设在第一机架23/第二机架24和底座22上,固定螺栓33连接第一直角压板32和底座22,第一机架23、第二机架24均通过滑动固定组件与底座22实现沿带钢宽度方向的相向或相背滑动,调节第一机架23和第二机架24之间的相对距离。
59.滑动固定组件还包括挡块34,第一直角压板32上设置缺口,挡块34设置在缺口内,挡块34通过螺栓与底座22固定连接。
60.调距机构还包括第十六支撑座35、第一螺纹套筒36、第二螺纹套筒37和驱动电机38;第十六支撑座35在带钢宽度方向的底座22上设置两个,两个第十六支撑座35分别位于第一机架23一侧和第二机架24一侧,第四调距丝杠30通过轴承与第十六支撑座35旋转连接,第一螺纹套筒36与第一机架23连接,第二螺纹套筒37与第二机架24连接,第四调距丝杠30穿设在第一螺纹套筒36和第二螺纹套筒37上;第四调距丝杠30的一端连接驱动电机38的输出轴。
61.粗成型装置还包括下轧辊部,下轧辊部包括第一下轧辊部、第二下轧辊部和第四外花键轴39,第一下轧辊部设置在第一轧辊部下方的第一机架23上;第二下轧辊部设置在第二轧辊部下方的第二机架24上;第一下轧辊部和第二下轧辊部结构相同;第一下轧辊部包括第一下轧辊轴40、第一下轧辊轴承41、第一下轧辊轴承座42、第一下轧辊座43;第一下轧辊轴承41套接在第一下轧辊轴40上,第一下轧辊轴承座42套在第一下轧辊轴承41外侧;第一下轧辊轴承座42与第一下轧辊座43连接,第一下轧辊座与第一机架23连接;第二下轧辊部包括第二下轧辊轴44、第二下轧辊轴承45、第二下轧辊轴承座46、第二下轧辊座47;第二下轧辊轴承45套接在第二下轧辊轴44上,第二下轧辊轴承座46套在第二下轧辊轴承45外侧;第二下轧辊轴承座46与第二下轧辊座47连接,第二下轧辊做与第二机架24连接;第四外花键轴39设置外花键;第一下轧辊轴40和第二下轧辊轴44均设置内花键,第四外花键轴39的两端分别与第一下轧辊轴40和第二下轧辊轴44通过内花键、外花键滑动连接;调节距离时,第一下轧辊轴40和第二下轧辊轴44相向或相背运动;第二下轧辊轴44远离第四外花键轴39的一端设置扭矩连接端21,连接扭矩输出装置,在进行生产时,第四外花键轴39作为传动部件,使两端的第一下轧辊轴40和第二下轧辊轴44同步运动。
62.粗成型装置采用分体式的第一机架23和第二机架24,两个机架之间可以联动调节距离,方便省力,避免大规模的拆卸;上辊采用调距式轧辊系统,通过带钢的厚度发生变化时,使用第一驱动机构调整第一轧辊部、第二轧辊部的高度和宽度,使其满足生产需要,同时上辊和下辊均连接扭矩输出机构,提供足够的动力带动带钢前进,完成滚压成型;第一轧辊轴1、第二轧辊轴7、第一下轧辊轴40和第二下轧辊轴44安装辊轮。
63.实施例2
64.如图9至16所示,精成型装置包括机架部、上压辊部、侧压辊部、下轧辊部和托辊部;机架部包括第三机架48和第四机架49,第三机架48和第四机架49分别设置在带钢宽度方向的两侧;上压辊部沿带钢长度方向在第三机架48和第四机架49上对称设置两个,上压辊部的下方设置托辊部;两个托辊部之间设置下轧辊部,下轧辊部的上方设置侧轧辊部。
65.上压辊部包括第一安装板50、第一压辊部、第二压辊部和第一驱动部;第一安装板50的两端分别与第三机架48、第四机架49滑动连接;第一压辊部包括第一滑块51、第一轴承
座52、第一压辊轴53和第一辊轮54,第一滑块51上部与第一安装板50滑动连接,第一滑块51下部连接第一轴承座52,第一轴承座52通过第一轴承55与第一压辊轴53旋转连接,第一压辊轴53上连接第一辊轮54;第二压辊部与第一压辊部结构相同,对称设置,第二压辊部包括第二滑块56、第二轴承座57、第二压辊轴58和第二辊轮59,第二滑块56上部与第一安装板50滑动连接,第二滑块56下部连接第二轴承座57,第二轴承座57通过第二轴承60与第二压辊轴58旋转连接,第二压辊轴58上连接第二辊轮59;第一驱动部包括第六伺服电机61、第五调距丝杠62、第一调距螺母63、第二调距螺母64,第五调距丝杠62上穿设第一调距螺母63和第二调距螺母64,第一丝杠的两端与第一安装板50旋转连接;第一调距螺母63与第一滑块51连接,第二调距螺母64与第二滑块56连接;第五调距丝杠62的一端与第六伺服电机61的输出轴连接。
66.上压辊部还包括第二驱动部,第二驱动部包括第五伺服电机71、第一涡轮蜗杆减速机72,第五伺服电机71的输出轴与第一涡轮蜗杆减速机72的蜗杆连接;第一涡轮蜗杆减速机72的输出轴在竖直方向与第一安装板50连接,实现在竖直方向的距离调节;第一涡轮蜗杆减速机72对称设置两个,两个第一涡轮蜗杆减速机72与同一个第五伺服电机71连接。
67.侧压辊部包括第一侧压辊轮组件、第二支撑座73、横向调距组件、第二侧压辊轮组件、第三支撑座74;第二支撑座73与第三机架48连接,第三支撑座74与第四机架49连接;第一侧压辊轮组件包括第一侧压辊轮75、第一转轴76和第一支撑座77,第一侧压辊轮75穿设在第一转轴76外侧,第一转轴76的两端与第一支撑座77连接,第一支撑座77与第二支撑座73在水平方向滑动连接;第二侧压辊轮组件包括第二侧压辊轮92、第二转轴93和第四支撑座94,第二侧压辊轮92穿设在第二转轴93外侧,第二转轴93的两端与第三支撑座74连接,第三支撑座74与第四支撑座94在水平方向滑动连接;横向调距组件包括第六伺服电机78、第二涡轮蜗杆减速机79、第三涡轮蜗杆减速机80、第一升降机81、第二升降机82、第一传动轴83、第二传动轴84;第六伺服电机78的输出轴分别连接第二涡轮蜗杆减速机79,第二涡轮蜗杆减速机79连接第一传动轴83和第一升降机81的输入轴;第一升降机81连接第二支撑座73,第一升降机81的输出轴与第一支撑座77旋转连接;第二升降机82与第三支撑座74连接,第二升降机82的输出轴与第四支撑座94旋转了解;第一传动轴83设置内花键,第二传动轴84设置外花键,第二传动轴84的外花键插入第一传动轴83的内花键,第二传动轴84的另一端通过第三涡轮蜗杆减速机80连接第二升降机82。
68.第一升降机81、第二升降机82为涡轮丝杆升降机。
69.下轧辊部包括第四轴承座85、第五轴承座86和下轧辊87、下轧辊轮88,第四轴承座85设置在第三机架48上、第五轴承座86设置在第四机架49上,下轧辊轮88穿设在下轧辊87上,下轧辊87的两端通过轴承与第四轴承座85、第五轴承座86旋转连接。
70.托辊部包括第一托辊轴89、第一托辊轮90和第一托辊座91,第一托辊轮90通过轴承与第一托辊轴89旋转连接,第一托辊轴89的两侧设置在第一托辊座91上。
71.精成型装置的机架部、上压辊部、侧压辊部、下轧辊部和托辊部都是实现各自功能的独立模块部件,上压辊部对压辊轴进行分体或一体式设计,这对同一规格的方形焊管不同成型阶段进行合理的分体距离调节,对于不同规格的方形焊管,只需要调节第一辊轮54和第二辊轮59在带钢方向的距离即可,节省轧辊模具配件的购置成本;侧压辊部同样采用分体设计,与上压辊部对压辊轴的分体的功能相同。
72.在上述精成型装置的基础上,提供一种上压辊部的变形结构,该上压辊部包括第三安装板65、第三压辊部和第三驱动部,第三装板的两端分别与第三机架48、第四机架49滑动连接,第三压辊部包括第三轴承座66、第三压辊轴67和第三辊轮68,第三轴承座66上部与第三安装板65连接,第三轴承座66的下部通过轴承与第三压辊轴67连接,第三辊轮68套接在第三压辊轴67上;第三驱动部包括第四伺服电机69、第四涡轮蜗杆减速机70,第四伺服电机69的输出轴与第四涡轮蜗杆减速机70的蜗杆连接;第四涡轮蜗杆减速机70的输出轴在竖直方向与第三安装板65连接,实现在竖直方向的距离调节;第四涡轮蜗杆减速机70对称设置两个,两个第四涡轮蜗杆减速机70与同一个第四伺服电机69连接。
73.两种上压辊部在实际生产中应用与方形焊管的同一生产线,为精成型过程中方形焊管逐渐成方时使用。
74.实施例3
75.如图17至21所示,导缝装置包括机架部、导缝上辊部、侧辊挤压部和托辊部;机架部包括第五机架95、第六机架96,第五机架95和第六机架96对称沿带钢宽度方向设置在底座3上;导缝上辊部、侧辊挤压部和托辊部由上至下依次与机架部连接;导缝上辊部包括第一移动板98、第二移动板99、移动丝杠100、上辊轴101、导缝辊轮102、升降驱动部;第一移动板98与第五机架95、第六机架96上下滑动连接;第二移动板99与第一移动板98左右滑动连接;第二移动板99的下部设置辊轴安装槽,导缝辊轮102通过轴承与上辊轴101旋转连接;上辊轴101的两端与辊轴安装槽连接;第一移动板98的上端连接升降驱动部;升降驱动部包括升降丝杠9、第七伺服电机104,第七伺服电机104设置在第五机架95或第六机架96上部,第七伺服电机104的输出轴与升降丝杠9连接。
76.机架部还包括调距机构和滑动固定组件;在带钢长度方向第五机架95、第六机架96与底座3连接的两侧通过滑动固定组件滑动连接;调距组件包括第一支撑板105、第六调距丝杠106、第一涡轮丝杆升降机107、第三传动轴108、第八伺服电机109、第二支撑板110、第二调距丝杠111、第二涡轮丝杆升降机112;第一支撑板105连接第五机架95一侧的底座3,第六调距丝杠106沿带钢长度方向设置,第一涡轮丝杆升降机107连接第六调距丝杠106、第五机架95、第八伺服电机109、第三传动轴108;第二支撑板110连接第六机架96一侧的底座3,第二调距丝杠111沿带钢长度方向设置,第二涡轮丝杆升降机112连接第二调距丝杠111、第六机架96和第三传动轴108。
77.滑动固定组件包括第二滑动衬板113、第二直角压板114和固定螺栓;第二滑动衬板113设置在第五机架95/第六机架96和底座3之间,第二直角压板114压设在第五机架95/第六机架96和底座3上,固定螺栓连接第二直角压板114和底座3。
78.滑动固定组件还包括挡块,第二直角压板114上设置缺口,挡块设置在缺口内,挡块通过螺栓与底座3固定连接。
79.侧辊挤压部包括第三侧压辊轮组件、第五支撑座115、横向调距组件、第四侧压辊轮组件、第六支撑座116;第三侧压辊轮组件、第五支撑座115和第四侧压辊轮组件、第六支撑座116分别对称设置在导缝上辊部、托辊部的两侧;第三侧压辊轮组件包括第三侧压辊轮117、第三转轴118、第七支撑座119,第三侧压辊轮117穿设在第三转轴118外侧,第三转轴118的两端与第七支撑座119连接,第七支撑座119与第五支撑座115在带钢宽度方向滑动连接;第四侧压辊轮组件包括第四侧压辊轮129、第四转轴130、第八支撑座131,第四侧压辊轮
129穿设在第四转轴130外侧,第四转轴130的两端与第八支撑座131连接,第八支撑座131与第五支撑座115在带钢宽度方向滑动连接;横向调距组件包括第九伺服电机120、第五涡轮蜗杆减速机121、第六涡轮蜗杆减速机122、第三升降机123、第四升降机124、第四传动轴125;第九伺服电机120的输出轴连接第五涡轮蜗杆减速机121,第五涡轮蜗杆减速机121连接第四传动轴125和第三升降机123的输入轴;第三升降机123与第五支撑座115连接,第三升降机123的输出轴与第七支撑座119旋转连接;第四传动轴125与第六涡轮蜗杆减速机122的输入轴连接,第六涡轮蜗杆减速机122的输出轴与第四升降机124连接,第四升降机124与第六支撑座116连接,第四升降机124的输出轴与第八支撑座131旋转连接;第四传动轴125与第四升降机124连接。
80.第三升降机123、第四升降机124为涡轮丝杆升降机。
81.托辊部包括第二托辊轴126、第二托辊轮127和第二托辊座128,第二托辊轮127通过轴承与第二托辊轴126旋转连接,第二托辊轴126的两侧设置在第二托辊座128上。
82.导缝装置的第五机架95和第六机架96通过电机、升降机的带动,可以同步在带钢长度方向进行调节,使其与相邻的焊管轧机的距离可调节,满足不同规格方形焊管的成型需求;侧辊挤压部可以在宽度方向进行调节,导缝上辊部在竖直方向和水平方向均可调节,满足焊管对接处因规格不同发生的偏移,导缝辊轮102处于焊管连接处,在托辊部和侧辊挤压部的协同作用下,对连接处的尺寸和形状进行调整。
83.实施例4
84.如图22至24所示,五辊挤压装置包括机架部、上辊挤压部、侧辊挤压部和托辊部;机架部包括第七机架132、第八机架133,第七机架132和第八机架133对称沿带钢宽度方向设置在底座3上;导缝上辊部包括第三移动板135、第四移动板136、第一压边轮137、第二压边轮138、升降驱动部,第一压边轮137、第二压边轮138设置在第三移动板135上,第一压边轮137、第二压边轮138均与第三移动板135滑动连接,第三移动板135与第四移动板136在水平方向滑动连接;升降驱动部包括第二蜗杆升降机139、第十伺服电机140,第十伺服电机140设置在机架部上方,第十伺服电机140的输出轴与第二蜗杆升降机139连接,第二蜗杆升降机139与第四移动板136连接。
85.第三移动板135和第四移动板136之间设置第一调距丝杠141,第一压边轮137和第三移动板135之间设置第二调距丝杠142,第二压边轮138和第三移动板135之间设置第三调距丝杠143。
86.侧辊挤压部设置在第九支撑座144上,侧辊挤压部包括第五侧压辊轮组件、第十支撑座145、第十一支撑座146、横向调距组件、竖向调距组件、第六侧压辊轮组件、第十二支撑座147、第十三支撑座148;第五侧压辊轮组件、第十支撑座145、第十一支撑座146和第六侧压辊轮组件、第十二支撑座147、第十三支撑座148分别对称设置在上辊挤压部、托辊部的两侧;第五侧压辊轮组件包括第五侧压辊轮149、第五转轴150,第五侧压辊轮149穿设在第五转轴150外侧,第五转轴150的两端与第十支撑座145连接,第十支撑座145与第十一支撑座146在竖直方向滑动连接;第六侧压辊轮组件包括第六侧压辊轮151、第六转轴152,第六侧压辊轮151穿设在第六转轴152外侧,第六转轴152的两端与第十二支撑座147连接,第十二支撑座147与第十三支撑座148在竖直方向滑动连接;横向调距组件包括第十一伺服电机153、第七涡轮蜗杆减速机154、第八涡轮蜗杆减速机155、第五升降机156、第六升降机157、
第五传动轴158;第十一伺服电机153的输出轴与第七涡轮蜗杆减速机154连接,第七涡轮蜗杆减速机154连接第七涡轮蜗杆减速机154连接、第五传动轴158和第五升降机156的输入轴;第五升降机156与第九支撑座144连接,第五升降机156的输出轴与第十三支撑座148旋转连接;第七涡轮蜗杆减速机154连接第六升降机157的输入轴,第六升降机157与第九支撑座144连接,第六升降机157的输出轴与第十一支撑座146旋转连接;竖向调距组件包括第十二伺服电机159、第七升降机160、第六传动轴161、第七传动轴162、第八升降机163,第十支撑座145沿竖直滑动方向连接第七升降机160,第十二支撑座147沿竖直滑动方向设置第八升降机163,第七升降机160和第八升降机163通过第六传动轴161和第七传动轴162连接,第六传动轴161设置外花键,第七传动轴162设置内花键,第六传动轴161的外花键插入第七传动轴162的内花键;第八升降机163连接第十二伺服电机159。
87.第五升降机156、第六升降机157、第七升降机160、第八升降机163为涡轮丝杆升降机。
88.托辊部设置在第九支撑座144上,托辊部包括第三托辊轴33、第三托辊轮165和第三托辊座166,第三托辊轮165通过轴承与第三托辊轴33旋转连接,第三托辊轴33的两侧设置在第三托辊座166上。
89.五辊挤压装置,第一压边轮137和第二压边轮138分别设置在带钢对接处焊缝的两侧,根据对接处的平整度,升降驱动部用于第一压边轮137和第二压边轮138对对接处的压力的大范围调节,第二调距丝杠142、第三调距丝杠143分别精准调节第一压边轮137、第二压边轮138对对接处的压力;第一调距丝杠141用于水平方向的校准,侧辊挤压部采用横向调距组件和竖向调距组件实现不同规格焊管生产的自动化适应性调节,调节范围大,调节尺寸精准,工作效率高。
90.实施例5
91.如图25
‑
27所示,四向校直装置包括机架部、四辊校直部、升降移动驱动部、水平移动驱动部;机架部包括第九机架167和第十机架168,第九机架167和第十机架168一体连接,第九机架167和第十机架168的底部分别设置在带钢宽度方向的两侧,且第九机架167、第十机架168沿带钢宽度方向与第四底座169滑动连接;升降移动驱动部设置在机架部上部;水平移动驱动部与机架部连接,带动机架部沿带钢宽度方向滑动;四辊校直部包括第二安装板170、上压辊部、侧压辊部和托辊部;第二安装板170和第九机架167、第十机架168滑动连接;第二安装板170与升降移动驱动部连接;上压辊部、侧压辊部和托辊部设置在第二安装板170上,上压辊部、侧压辊部和托辊部围成的腔体为供管材校直的校直孔171。
92.上压辊部包括第一轴承座和上压辊、上压辊轮172,上压辊轮172通过轴承套在上压辊上,上压辊的两端通过第一轴承座与第二安装板170连接。
93.托辊部包括第二轴承座和托辊、第四托辊轮173,第四托辊轮173通过轴承套在托辊上,托辊的两端通过第二轴承座与第二安装板170连接。
94.升降移动驱动部包括第十三伺服电机174、第九涡轮蜗杆减速机175,第九涡轮蜗杆减速机175的输出轴与第二安装板170上端连接;第九涡轮蜗杆减速机175的输入轴与第十三伺服电机174连接。
95.第九机架167、第十机架168与第四底座169之间设置滑动固定组件;滑动固定组件包括第三滑动衬板176、第三直角压板177和固定螺栓;第三滑动衬板176设置在第九机架
167/第十机架168和第四底座169之间,第三直角压板177压设在第九机架167/第十机架168和第四底座169上,固定螺栓连接第三直角压板177和第四底座169,第九机架167、第十机架168均通过滑动固定组件与第四底座169实现沿带钢宽度方向滑动,调节校直孔171的轴线位置。
96.滑动固定组件还包括挡块,第三直角压板177上设置缺口,挡块设置在缺口内,挡块通过螺栓与第四底座169固定连接。
97.水平移动驱动部包括第十四伺服电机12、第三蜗杆升降机179,第三蜗杆升降机179的输出轴与机架部连接,第十四伺服电机12的输出轴与第三蜗杆升降机179的输入轴连接。
98.侧压辊部包括第七侧压辊轮组件、第十四支撑座180、横向调距组件、第八侧压辊轮组件、第十五支撑座181;第七侧压辊轮组件、第十四支撑座180和第八侧压辊轮组件、第十五支撑座181分别对称设置在上压辊部、托辊部的两侧;第七侧压辊轮组件包括第七侧压辊轮182、第七转轴183,第七侧压辊轮182穿设在第七转轴183外侧,第七转轴183的两端与第十四支撑座180连接,第十四支撑座180与第二安装板170滑动连接;第八侧压辊轮组件包括第八侧压辊轮184、第八转轴185,第八侧压辊轮184穿设在第八转轴185外侧,第八转轴185的两端与第十五支撑座181连接,第十五支撑座181与第二安装板170滑动连接;横向调距组件包括第十五伺服电机186、第十涡轮蜗杆减速机187、第十一涡轮蜗杆减速机188、第九升降机189、第十升降机190、第八传动轴191;第十五伺服电机186的输出轴与第十涡轮蜗杆减速机187连接,第十涡轮蜗杆减速机187连接第八传动轴191和第九升降机189的输入轴;第九升降机189与第二安装板170连接,第九升降机189的输出轴与第十五支撑座181旋转连接;第八传动轴191与第十一涡轮蜗杆减速机188连接,第十一涡轮蜗杆减速机188连接第十升降机190的输入轴,第十升降机190与第二安装板170连接,第十升降机190的输出轴与第十四支撑座180旋转连接。
99.第九升降机189、第十升降机190为涡轮丝杆升降机。
100.在四向校直装置中,机架部、上压辊部、侧压辊部、托辊部都是实现各自功能的独立模块部件,上压辊部、侧压辊部、托辊部安装在第二安装板170上,通过与机架部在竖直方向的滑动连接,调整校直孔171的轴线在竖直方向的高度;侧压辊部采用联动分体式调节,实现相向或相背运动,使校直孔171的大小与生产的管材规格相适应;机架部整体可在带钢宽度方向进行运动,使校直孔171的轴线在水平方向与管材滚压成型方向一致。当生产不同规格的方形焊管时,只需要调节第二安装板170的高度、侧压辊部的间距、机架部在带钢宽度方向的位置,操作简单,方便,工作效率高。
101.实施例6
102.如图29、图30所示,粗成型装置设置若干个,相邻两个粗成型装置之间设置调距式导向装置,调距式导向装置,其特点是包括第九侧压辊轮197组件、第十七支撑座192、第十八支撑座193、横向调距组件、竖向调距组件、第十侧压辊轮199组件、第十九支撑座194、第二十支撑座195、第二十一支撑座196;第九侧压辊轮197组件、第十七支撑座192、第十八支撑座193和第十侧压辊轮199组件、第十九支撑座194、第二十支撑座195分别对称设置在第二十一支撑座196上;第九侧压辊轮197组件包括第九侧压辊轮197、第九转轴198,第九侧压辊轮197穿设在第九转轴198外侧,第九转轴198的两端与第十七支撑座192连接,第十七支
撑座192与第十八支撑座193在竖直方向滑动连接,第十八支撑座193在带钢宽度方向与第二十一支撑座196滑动连接;第十侧压辊轮199组件包括第十侧压辊轮199、第十转轴200,第十侧压辊轮199穿设在第十转轴200外侧,第十转轴200的两端与第十九支撑座194连接,第十九支撑座194与第二十支撑座195在竖直方向滑动连接,第二十支撑座195在带钢宽度方向与第二十一支撑座196滑动连接;横向调距组件包括第十一升降机201、第十二升降机202,第十一升降机201与第二十一支撑座196连接,第十一升降机201的输出轴与第二十支撑座195旋转连接;第十二升降机202与第二十一支撑座196连接,第十二升降机202的输出轴与第十八支撑座193旋转连接;竖向调距组件包括第十三升降机203、第九传动轴204、第十传动轴205、第十四升降机206,第十七支撑座192沿竖直滑动方向连接第十三升降机203,第十九支撑座194沿竖直滑动方向设置第十四升降机206,第十三升降机203和第十四升降机206通过第九传动轴204和第十传动轴205连接,第九传动轴204设置外花键,第十传动轴205设置内花键,第九传动轴204的外花键插入第十传动轴205的内花键。
103.第十一升降机201、第十二升降机202、第十三升降机203、第十四升降机206为涡轮丝杆升降机。
104.横向调距组件还包括第十六伺服电机207、第十二涡轮蜗杆减速机208、第十三涡轮蜗杆减速机209、第十一传动轴210;第十六伺服电机207的输出轴与第十二涡轮蜗杆减速机208连接,第十二涡轮蜗杆减速机208连接第十二涡轮蜗杆减速机208连接、第十一传动轴210和第十一升降机201的输入轴;第十一升降机201与第二十一支撑座196连接,第十一升降机201的输出轴与第二十支撑座195旋转连接;第十二涡轮蜗杆减速机208连接第十二升降机202的输入轴,第十二升降机202与第二十一支撑座196连接,第十二升降机202的输出轴与第十八支撑座193旋转连接。
105.竖向调距组件还包括第十七伺服电机211,第十四升降机206连接第十七伺服电机211。
106.第二十一支撑座196为分设在带钢宽度方向两侧的分体式结构。
107.第十七支撑座192和第十八支撑座193之间滑动连接采用的结构为第十七支撑座192上设置燕尾槽、第十八支撑座193设置燕尾,燕尾槽卡接在燕尾上,实现上下滑动连接。
108.第十九支撑座194和第二十支撑座195之间滑动连接采用的结构为第十九支撑座194上设置燕尾槽、第二十支撑座195设置燕尾,燕尾槽卡接在燕尾上,实现上下滑动连接。
109.使用时,调距式导向装置第九侧压辊轮197组件、第十侧压辊轮199组件沿带钢宽度方向设置,通过第二十一支撑座196将固定在焊管生产线底座上;横向调距组件带动第十八支撑座193、第二十支撑座195在带钢宽度方向相向或相背调节间距;竖向调距组件,通过第十七伺服电机211的转动,带动第十一传动轴210和第九传动轴204以及各自连接的第十三升降机203、第十四升降机206使第十七支撑座192、第十九支撑座194向上和向下运动;在横向调节距离时,第十一传动轴210和第九传动轴204之间通过内外花键的配合连接,可以实现各自连接的竖向调距组件的传动部件在带钢宽度方向长度的约束。
110.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要
素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
111.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1