基于飞秒激光器的光纤端面的加工方法
1.本发明涉及光纤制备技术领域,具体涉及一种基于飞秒激光器的光纤端面的加工方法。
背景技术:
2.光导纤维是光纤的统称,是由玻璃或塑料制作而成的纤维,可以作为光传导的媒介。光纤通常是由纤芯、包层和保护层组成,其中,纤芯负责完成信号的传输,包层则将光信号封闭在纤芯中传输,保护层起到保护纤芯和包层、防止断裂的作用。光纤具有极低的传输损耗、较强的抗电磁干扰性和极快的响应速度,在光纤通信、光纤传感、光纤探测、生物医学等领域均具有重要的应用价值。
3.目前常见的光纤端面加工技术主要有光纤研磨抛光、化学腐蚀、传统激光加工等。研磨抛光的方法,制备的过程中,通常会存在过程复杂、成本高以及成品率低等问题,使其在加工应用等方面受到了限制。化学腐蚀方法可以提高光纤传感器的灵敏度,但其安全系数较低;不加控制的化学腐蚀工艺,也会增加光纤的损耗,严重影响光纤器件的应用。包括聚焦离子束刻蚀、激光加工等技术在内的传统激光加工技术具有分辨率高等优势,但其工艺复杂、加工时间长、效率低。
4.相比而言,飞秒激光加工技术峰值功率高,重复频率及能量等参数的可调,热效应小、能够实现“冷加工”,加工精度更高,可以实现三维立体加工,可加工材料广泛,成品率高等优点,成为加工领域最受欢迎的技术。但飞秒激光加工中,激光的频率、波长、脉冲宽度等参数,对于光纤端面的加工质量具有重要影响,随着激光能量大于光纤石英材料损伤阈值后,光纤表面形貌会变得随机化,粗糙化程度也会难以控制,同样扫描速度过高、脉冲宽度不适中等原因都会降低微平面的加工质量,因此提供合适的飞秒激光加工参数对于获取高质量的光纤端面至关重要。
5.本发明加工的光纤端面结构简单、易加工、成本低,本发明所提出的是一种理想的实现光纤端面及其制备方法,适用于光纤制备领域使用。
技术实现要素:
6.本发明的目的在于提供一种提高了光纤端面加工质量的基于飞秒激光器的光纤端面的加工方法,以解决上述背景技术中存在的至少一项技术问题。
7.为了实现上述目的,本发明采取了如下技术方案:
8.本发明提供一种基于飞秒激光器的光纤端面的加工方法,将光纤放置在飞秒激光加工系统的加工平台的光纤槽内固定,光纤一端伸出平台一定长度;包括:
9.飞秒激光加工系统采用目前常用的装置设置方案,包括飞秒激光器、快门、半透半反镜、物镜及物镜转动台、电动位移平台、ccd相机、控制计算机、光纤样品放置台等装置。其中,飞秒激光光束与光纤纤芯共轴设置。
10.设定用于聚焦飞秒激光光束的物镜置于光纤的水平位置下方。
11.水滴型光纤端面的加工:设定飞秒激光器的波长、脉冲宽度、重复频率以及能量,物镜转动台设置具有低放大倍数、低数值孔径的物镜,将飞秒激光光束聚焦至光纤端面的光纤纤芯内部,距离光纤端面150μm~250μm处,开启快门,利用飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面;
12.阶梯型光纤端面的加工:调整飞秒激光器的波长、脉冲宽度、重复频率以及能量,物镜转动台设置具有高放大倍数、高数值孔径的物镜,将飞秒激光光束聚焦至水滴形光纤端面内部,开启快门,利用飞秒激光对水滴型光纤端面的上表面处进行处理,控制加工平台的扫描速度,由远离光纤端面的位置开始,实现阶梯型光纤端面;
13.将光纤取下,使用氢氟酸溶液进行浸泡,得到最终制备好的光纤。
14.优选的,水滴型光纤端面的加工中,飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为30mhz、能量为10nj。
15.优选的,水滴型光纤端面的加工中,飞秒激光通过放大倍数为10~20倍、数值孔径为0.17的显微物镜聚焦于光纤端面的中央,对光纤端面进行融化。
16.优选的,阶梯型光纤端面的加工中,飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为1khz、能量为0.3μj。
17.优选的,阶梯型光纤端面的加工中,飞秒激光通过放大倍数为50~60倍、数值孔径为0.65的显微物镜聚焦于光纤的上表面处,对光纤端面进行处理。
18.优选的,阶梯型光纤端面的加工中,控制加工平台的扫描速度为0.2
‑
1mm/s,每个阶梯相隔1μm,宽度为0.3
‑
0.7μm。
19.优选的,氢氟酸溶液的浓度为2%,65
‑
75℃水浴加热条件下浸泡。
20.优选的,水滴型光纤端面的加工中,显微物镜的放大倍数为10倍。
21.优选的,阶梯型光纤端面的加工中,显微物镜的放大倍数为50倍。
22.优选的,氢氟酸溶液的浓度为2%,65℃水浴加热条件下浸泡。
23.本发明有益效果:利用飞秒激光的超短脉冲对光纤端面直接进行加工。高重复频率、低单脉冲能量的激光具有较强的热沉积效果,可使光纤的二氧化硅材料快速升至熔点,在重力作用下实现光纤端面的水滴状塑形。低重复频率、高单脉冲能量的激光,由于瞬间的高峰值功率,引发二氧化硅材料的雪崩电离效应。同时飞秒激光的脉冲弛豫时间远低于二氧化硅材料的热扩散时间,使得这一过程仅存在较弱的热扩散和热沉积效果,实现接近绝热状态。因此利用飞秒激光的重复频率及能量等参数的可调性,形成融化成型与加工为一体的加工工艺,提高加工工艺的可操作性,制作出了质量更高的端面结构,具有更复杂三维结构的端面。
24.本发明附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
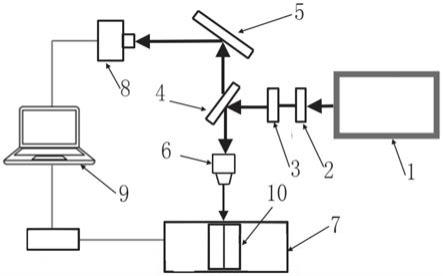
26.图1为本发明实施例所述的基于飞秒激光器的光纤端面的加工方法所使用的飞秒激光加工系统的结构原理图;
27.图2为本发明实施例5所述的制备的阶梯型光纤端面侧面结构示意图;
28.图3为本发明实施例5所述的光纤端面的制备流程示意图;
29.图4为本发明实施例5所述的采用2%的氢氟酸对玻璃的腐蚀深度图;
30.图5为本发明实施例5所述的光纤端面电镜结构示意图。
31.其中:1
‑
飞秒激光器;2
‑
快门;3
‑
衰减器;4
‑
半透半反镜;5
‑
反射镜;6
‑
物镜及物镜转动台;7
‑
电动位移平台;8
‑
ccd相机;9
‑
计算机控制系统;10
‑
光纤槽。
具体实施方式
32.下面详细叙述本发明的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过附图描述的实施方式是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
33.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域中的普通技术人员的一般理解相同的意义。
34.还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
35.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件和/或它们的组。
36.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
37.在本说明书的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
38.在本说明书的描述中,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
39.除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
40.为便于理解本发明,下面结合附图以具体实施例对本发明作进一步解释说明,且具体实施例并不构成对本发明实施例的限定。
41.本领域技术人员应该理解,附图只是实施例的示意图,附图中的部件并不一定是实施本发明所必须的。
42.实施例1
43.本实施例1中,利用如图1所示的飞秒激光加工系统,实现了一种基于飞秒激光器的光纤端面的加工方法,通过对飞秒激光参数的控制,实现对水滴型光纤端面的加工、阶梯型光纤端面的实现、以及加工表面粗糙度的控制等技术问题的解决。
44.如图1所示,本实施例1中的飞秒激光加工系统包括飞秒激光器1、快门2、衰减器3、半透半反镜4、反射镜5、物镜及物镜转动台6、电动位移平台7、ccd相机8、计算机控制系统9,加工平台7内设有光纤槽10。飞秒激光器1产生的激光脉冲,经过快门、衰减器等等激光功率等实现调制,调制后的激光经过半透半反镜反射,一部分经物镜聚焦于样品内部,另一部分经反射镜的反射,经过ccd相机,加工过程和状态可以通过ccd相机在计算机上实现实时观察、实时反馈。
45.本实施例1中,利用上述的飞秒激光加工系统,进行光纤端面的加工,包括如下步骤:
46.首先,将光纤放置在飞秒激光加工系统的电动位移平台的光纤槽内固定,光纤一端伸出平台一定长度;
47.设定飞秒激光器的波长、脉冲宽度、重复频率以及能量,飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面;
48.开启飞秒激光器,运行电动位移平台预设程序,完成阶梯型端面加工;
49.将光纤取下,使用氢氟酸溶液进行浸泡,得到最终制备好的光纤。
50.本实施例1中,水滴型光纤端面的加工中,设定飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为30mhz,能量为10nj,飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面。
51.其中,水滴型光纤端面的加工中,飞秒激光通过放大倍数为10倍、数值孔径为0.17的显微物镜聚焦于光纤端面的中央,对光纤端面进行融化。
52.阶梯型光纤端面的加工中,调整飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为1khz,能量为0.3μj,物镜转动台设置具有高放大倍数、高数值孔径的物镜,将飞秒激光光束聚焦至水滴形光纤端面内部,开启快门,利用飞秒激光对水滴型光纤端面的上表面处进行处理,控制电动位移平台的扫描速度,由远离光纤端面的位置开始,实现阶梯型光纤端面。
53.其中,阶梯型光纤端面的加工中,飞秒激光通过放大倍数为50倍、数值孔径为0.65的显微物镜聚焦于光纤的上表面处,对光纤端面进行处理。
54.阶梯型光纤端面的加工中,控制电动位移平台的扫描速度为0.2
‑
1mm/s,每个阶梯相隔1μm,宽度为0.3
‑
0.7μm。
55.最终,使用氢氟酸溶液的浓度为2%,65℃水浴加热条件下浸泡。
56.实施例2
57.本实施例2中,利用如图1所示的飞秒激光加工系统,实现了一种基于飞秒激光器
的光纤端面的加工方法,通过对飞秒激光参数的控制,实现对水滴型光纤端面的加工、阶梯型光纤端面的实现、以及加工表面粗糙度的控制等技术问题的解决。
58.如图3所示,本实施例1中的飞秒激光加工系统包括飞秒激光器1、快门2、衰减器3、半透半反镜4、反射镜5、物镜及物镜转动台6、电动位移平台7、ccd相机8、计算机控制系统9,加工平台7内设有光纤槽10。飞秒激光器1产生的激光脉冲,经过快门、衰减器等等激光功率等实现调制,调制后的激光经过半透半反镜反射,一部分经物镜聚焦于样品内部,另一部分经反射镜的反射,经过ccd相机,加工过程和状态可以通过ccd相机在计算机上实现实时观察、实时反馈。
59.本实施例2中,利用上述的飞秒激光加工系统,进行光纤端面的加工,包括如下步骤:
60.首先,将光纤放置在飞秒激光加工系统的电动位移平台的光纤槽内固定,光纤一端伸出平台一定长度;
61.设定飞秒激光器的波长、脉冲宽度、重复频率以及能量,将飞秒激光光束聚焦至水滴形光纤端面内部,开启快门,利用飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面;
62.开启飞秒激光器,运行电动位移平台预设程序,完成阶梯型端面加工;
63.将光纤取下,使用氢氟酸溶液进行浸泡,得到最终制备好的光纤。
64.本实施例1中,水滴型光纤端面的加工中,设定飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为30mhz,能量为10nj,飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面。
65.其中,水滴型光纤端面的加工中,飞秒激光通过放大倍数为15倍、数值孔径为0.17的显微物镜聚焦于光纤端面的内部,对光纤端面进行融化。
66.阶梯型光纤端面的加工中,调整飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为1khz,能量为0.3μj,物镜转动台设置具有高放大倍数、高数值孔径的物镜,将飞秒激光光束聚焦至水滴形光纤端面内部,开启快门,利用飞秒激光对水滴型光纤端面的上表面处进行处理,控制电动位移平台的扫描速度,由远离光纤端面的位置开始,实现阶梯型光纤端面。
67.其中,阶梯型光纤端面的加工中,飞秒激光通过放大倍数为55倍、数值孔径为0.65的显微物镜聚焦于光纤的上表面处,对光纤端面进行处理。
68.阶梯型光纤端面的加工中,控制电动位移平台的扫描速度为0.2
‑
1mm/s,每个阶梯相隔1μm,宽度为0.3
‑
0.7μm。
69.最终,使用氢氟酸溶液的浓度为2%,70℃水浴加热条件下浸泡。
70.实施例3
71.本实施例3中,利用如图1所示的飞秒激光加工系统,实现了一种基于飞秒激光器的光纤端面的加工方法,通过对飞秒激光参数的控制,实现对水滴型光纤端面的加工、阶梯型光纤端面的实现、以及加工表面粗糙度的控制等技术问题的解决。
72.如图1所示,本实施例3中的飞秒激光加工系统包括飞秒激光器1、快门2、衰减器3、半透半反镜4、反射镜5、物镜及物镜转动台6、电动位移平台7、ccd相机8、计算机控制系统9,电动位移平台7内设有光纤槽10。飞秒激光器1产生的激光脉冲,经过快门、衰减器等等激光
功率等实现调制,调制后的激光经过半透半反镜反射,一部分经物镜聚焦于样品内部,另一部分经反射镜的反射,经过ccd相机,加工过程和状态可以通过ccd相机在计算机上实现实时观察、实时反馈。
73.本实施例3中,利用上述的飞秒激光加工系统,进行光纤端面的加工,包括如下步骤:
74.首先,将光纤放置在飞秒激光加工系统的电动位移平台的光纤槽内固定,光纤一端伸出平台一定长度;
75.设定飞秒激光器的波长、脉冲宽度、重复频率以及能量,飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面;
76.开启飞秒激光器,运行电动位移平台预设程序,完成阶梯型端面加工;
77.将光纤取下,使用氢氟酸溶液进行浸泡,得到最终制备好的光纤。
78.本实施例3中,水滴型光纤端面的加工中,设定飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为30mhz,能量为10nj,飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面。
79.其中,水滴型光纤端面的加工中,飞秒激光通过放大倍数为20倍、数值孔径为0.17的显微物镜聚焦于光纤端面的中央,对光纤端面进行融化。
80.阶梯型光纤端面的加工中,调整飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为1khz,能量为0.3μj,物镜转动台设置具有高放大倍数、高数值孔径的物镜,将飞秒激光光束聚焦至水滴形光纤端面内部,开启快门,利用飞秒激光对水滴型光纤端面的上表面处进行处理,控制电动位移平台的扫描速度,由远离光纤端面的位置开始,实现阶梯型光纤端面。
81.其中,阶梯型光纤端面的加工中,飞秒激光通过放大倍数为60倍、数值孔径为0.65的显微物镜聚焦于光纤的上表面处,对光纤端面进行处理。
82.阶梯型光纤端面的加工中,控制电动位移平台的扫描速度为0.2
‑
1mm/s,每个阶梯相隔1μm,宽度为0.3
‑
0.7μm。
83.最终,使用氢氟酸溶液的浓度为2%,75℃水浴加热条件下浸泡。
84.实施例4
85.本实施例4中,利用如图1所示的飞秒激光加工系统,实现了一种基于飞秒激光器的光纤端面的加工方法,通过对飞秒激光参数的控制,实现对水滴型光纤端面的加工、阶梯型光纤端面的实现、以及加工表面粗糙度的控制等技术问题的解决。
86.如图1所示,本实施例4中的飞秒激光加工系统包括飞秒激光器1、快门2、衰减器3、半透半反镜4、反射镜5、物镜及物镜转动台6、电动位移平台7、ccd相机8、计算机控制系统9,电动位移平台7内设有光纤槽10。飞秒激光器1产生的激光脉冲,经过快门、衰减器等等激光功率等实现调制,调制后的激光经过半透半反镜反射,一部分经物镜聚焦于样品内部,另一部分经反射镜的反射,经过ccd相机,加工过程和状态可以通过ccd相机在计算机上实现实时观察、实时反馈。
87.本实施例4中,利用上述的飞秒激光加工系统,进行光纤端面的加工,包括如下步骤:
88.首先,将光纤放置在飞秒激光加工系统的电动位移平台(垂直于光路)的光纤槽内
固定,光纤一端伸出平台一定长度;
89.设定飞秒激光器的波长、脉冲宽度、重复频率以及能量,飞秒激光对光纤端面进行融化,至呈水滴形态,关闭飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面;
90.开启飞秒激光器,运行电动位移平台预设程序,完成阶梯型端面加工;
91.将光纤取下,使用氢氟酸溶液进行浸泡,得到最终制备好的光纤。
92.本实施例4中,水滴型光纤端面的加工中,设定飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为30mhz,能量为10nj,飞秒激光对光纤端面进行融化,至呈水滴形态,关闭单脉冲飞秒激光器,对光纤端面进行冷却,得到水滴型光纤端面。
93.其中,水滴型光纤端面的加工中,飞秒激光通过放大倍数为20倍、数值孔径为0.17的显微物镜聚焦于光纤端面的中央,对光纤端面进行融化。
94.阶梯型光纤端面的加工中,调整飞秒激光器的波长为800nm、脉冲宽度为35fs、重复频率为1khz,能量为0.3μj,物镜转动台设置具有高放大倍数、高数值孔径的物镜,将飞秒激光光束聚焦至水滴形光纤端面内部,开启快门,利用飞秒激光对水滴型光纤端面的上表面处进行处理,控制电动位移平台的扫描速度,由远离光纤端面的位置开始,实现阶梯型光纤端面。
95.其中,阶梯型光纤端面的加工中,飞秒激光通过放大倍数为50倍、数值孔径为0.65的显微物镜聚焦于光纤的上表面处,对光纤端面进行处理。
96.阶梯型光纤端面的加工中,控制电动位移平台的扫描速度为0.2
‑
1mm/s,每个阶梯相隔1μm,宽度为0.3
‑
0.7μm。
97.最终,使用氢氟酸溶液的浓度为2%,65℃水浴加热条件下浸泡。
98.实施例5
99.本实施例5中,搭建了一种如图1所示的飞秒激光加工系统,该系统光路搭建,主要包括:飞秒激光放大器、三维控制平台、光路和一些附属设备组成。飞秒激光脉冲从脉冲方法系统出来,分别经过衰减片、快门等等激光功率等实现调制,调制后的激光在经过反射镜反射,最终经物镜聚焦于样品表面或者内部。加工过程和状态可以通过ccd相机在计算机上实现实时观察、实时反馈。
100.如图3所示,利用上述搭建的加工系统,实现了飞秒激光加工光纤端面的加工工艺,具体步骤如下:
101.首先,进行融化光纤端面:将光纤放置在控制平台的光纤槽内固定,光纤一端伸出平台1
‑
2cm。融化步骤采用波长为800nm、脉冲宽度为35fs、重复频率为30mhz、能量为10nj的飞秒激光器。飞秒激光通过低放大倍数(10倍)、低数值孔径(n.a.=0.17)的显微物镜聚焦在伸出端光纤内芯的中央处,3s左右伸出端光纤端面会出现融化现象,并呈水滴形态。关闭飞秒激光,进行冷却,冷却时间为30s左右。
102.其次,进行精细加工:精细加工步骤为实现对融化后的水滴形光纤端面上阶梯状的加工。光纤固定不动。该步骤采用波长为800nm、脉冲宽度为35fs、重复频率为1khz、能量为0.3μj的飞秒激光器。飞秒激光通过高放大倍数(50倍)、高数值孔径(n.a.=0.65)的显微物镜聚焦在伸出端光纤融化的上表面处。加工过程电动位移平台的扫描速度为0.2mm/s,每个阶梯相隔1μm,宽度为0.3
‑
0.7μm。经精细加工后,制成了如图2所示的具有阶梯状的管线端面结构。
103.最后,提高表面平整度:烧杯中加入10ml
‑
20ml(溶液体积能够整个浸泡加工面即可)浓度2%的氢氟酸溶液。如图4为氢氟酸对玻璃的腐蚀速度图,根据氢氟酸和光纤的主要材料sio2的反应方程式sio2+4hf=sif4(气体)+2h2o可以知道,具有强腐蚀性的氢氟酸与sio2之间的反应在常温下即可进行,加热是为了降低反应时间,保证反应完全。
104.将加工好的光纤取下,将加工端面全部浸泡到氢氟酸溶液中,65℃水浴加热的条件下浸泡2h,腐蚀后立即用去离子水冲洗5min。
105.如图5所示,其中,图5(a)是加工过的光纤端面在氢氟酸腐蚀前的电镜扫描示意图,图5(b)是加工过的光纤端面在氢氟酸腐蚀后的电镜扫描示意图,可以发现氢氟酸能够有效提高光纤端面的平整度。
106.本实施例5中,加工系统涉及的器件易获得,光路简单易搭建。800nm波长、30fs脉冲宽度的飞秒激光器可以同时实现两套加工参数(高重复频率、低能量及低重复频率、高能量)。实现了对飞秒激光参数、控制平台的精准控制。实现了对表面粗糙度的精确控制。
107.本实施例5所述的基于飞秒激光器的光纤端面的加工方法,利用飞秒激光的超短脉冲对光纤端面直接进行加工,光纤吸收光子能量后会瞬间生成电子,电子温度远高于材料熔点,使得材料融化形成所需要的基础结构。
108.通过计算机对快门2、衰减器3、电动位移平台7、ccd相机8实现统一控制,在加工过程中,飞秒激光光斑固定不动,通过串口对电动位移平台7的控制按照预设路径进行移动,以此实现融化和精细加工。利用飞秒激光的重复频率及能量等参数的可调性,形成融化成型与精细加工为一体的加工工艺,在保证光纤端面加工质量的前提下,确保整个流程快速进行,提高可操作性,节约时间成本,制作出了质量更高的光纤端面结构。
109.综上所述,本发明实施例所述的基于飞秒激光器的光纤端面的加工方法,采用同轴光路设计方案,通过同轴光路和物镜转动台实现一条光路两种参数的同时加工,提高定位精度。两种物镜转换实现融化和结构写入两种效果,实现对光纤端面的一体化加工;光纤代替了传统系统中的透镜,大大减小了光纤端面结构的体积;光纤加工方法重复性好,参数精准可控,加工一体化,适用于大批量生产。
110.常用参数采用单一高重复频率飞秒激光,仅能实现以二氧化硅为基材的光纤的加热融化或者烧蚀效果,热扩散效应明显,难以做到具有高加工精度的加工过程。本发明实施例中的参数设定使用较低单脉冲能量的(相比于常见方案)、低重复频率(1khz)的飞秒激光,实现光纤的二氧化硅材料内部改性(而非烧蚀)。
111.通过配合hf的湿法腐蚀辅助,使材料内部改性实现三维结构,改进低重复频率激光由于聚焦深度和能量的缘故不能直接实现结构化制作的缺陷。在hf腐蚀过程中,选择较低溶液浓度的hf,通过加热过程实现激光改性区域的快速腐蚀,最终形成三维结构加工效果。其中,必须满足飞秒激光光源的脉冲宽度(或称弛豫时间)小于100fs,尤其在小于50fs时更加明显。
112.上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明公开的技术方案的基础上,本领域技术人员在不需要付出创造性劳动即可做出的各种修改或变形,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1