一种铅黄铜腔体炉中钎焊加工方法与流程
1.本发明涉及无线电控制仪零件加工技术领域,尤其涉及一种铅黄铜腔体炉中钎焊加工方法。
背景技术:
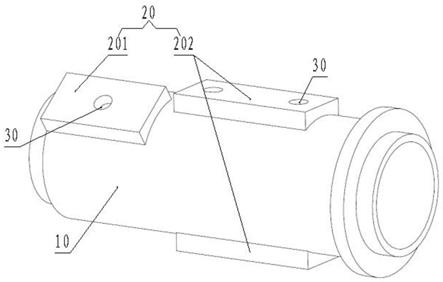
2.铅黄铜腔体(如图1所示)属于某型号产品无线电控制仪的一个重要部件,与电缆组件相连接,形成电信号传输系统。铅黄铜腔体不仅尺寸加工精度要求较高,而且表面质量也要求高,既要光洁又要具有良好的防腐性能。
3.铅黄铜腔体的材质为铅黄铜,结构包括壳体、以及焊接在壳体上的凸台,在凸台上分别设置有螺纹孔连通至壳体的内腔中。所述凸台包括第一凸台和第二凸台,在第一凸台的数量为一个,第二凸台的数量为两个对称设置在壳体的表面上。
4.铅黄铜腔体的凸台与壳体进行炉中钎焊时,传统的工艺中,凸台固定是采用钢丝将凸台捆绑在壳体上进行固定(如图2所示);炉中钎焊时,将固定好的组件放在焊接炉中进行炉中钎焊,焊接过程中充入氩气;焊接完成后进行螺纹孔加工。
5.采用传统的工艺,由于采用钢丝捆绑的方式对凸台进行固定和定位,焊接过程中由于钢丝热膨胀系数与组件铅黄铜不同,导致钢丝热膨胀变松,使得凸台定位不紧密,引起焊缝不连续,出现漏焊甚至焊接不上,从而造成一次性焊接合格率低。另外,钢丝在焊接过程中氧化、碳化现象严重,引起零件表面发黑,不仅加大焊后清洗难度,增大了清洗不干净的几率,而且也增大了镀银工序清洗难度,容易出现腐蚀缺陷。
技术实现要素:
6.本发明的主要目的是提出一种铅黄铜腔体炉中钎焊加工方法,旨在解决上述技术问题。
7.为实现上述目的,本发明提出一种铅黄铜腔体炉中钎焊加工方法,包括以下步骤:
8.步骤s1:在凸台和壳体上加工出螺纹孔,采用定位销插设在螺纹孔中将所述凸台安装在所述壳体上,并在凸台与壳体之间设置焊片,得到待焊接组件;
9.步骤s2:将焊接工装放置在炉膛中并随炉一起升温,待炉膛内温度上升至焊接温度时将步骤s1中待焊接组件放置在焊接工装上进行炉中钎焊;
10.步骤s3:对进行炉中钎焊后的得到的工件进行焊后处理,焊后处理工序包括钎剂残留物及焊渣清理,以及喷砂。
11.优选地,所述定位销材质为碳弧气刨碳棒。
12.优选地,在步骤s2中,将待焊接组件放入炉膛之前,钎剂用丙酮调制成糊状,涂覆在焊缝位置处。
13.优选地,在步骤s1中,所述定位销包括螺纹部和压紧头;所述凸台安装在壳体上时,所述螺纹部与所述凸台、壳体上的螺纹孔进行螺纹连接,所述压紧头压紧所述凸台。所述定位销由螺纹部和压紧头一体车削成型。
14.优选地,所述步骤s3中,钎剂残留物及焊渣清理的方法为:将炉中钎焊后的得到的工件放进10%的柠檬酸里煮沸15~20min,再用钢丝刷刷洗工件表面上的钎剂残留物及焊渣,最后用流动的清水冲洗工件表面及焊缝。
15.优选地,在所述步骤s3中,喷砂之前,将工件放在100℃的烘箱里保温1h对工件进行烘干处理。
16.优选地,在步骤s1中,所述定位销采用干燥缸保存,若定位销受潮则放在100℃的烘箱内保温1h之后再使用。
17.优选地,所述步骤s2中,焊接工装包括垫板,在垫板上设置有弧形槽,所述弧形槽的直径与所述壳体的外径相匹配。
18.进一步地,所述焊接工装还包括垫块;所述垫块支撑在所述垫板的下方使待焊接组件位于炉膛的中心位置处;所述垫板和垫块均采用莫来石材料制备。
19.本发明所达到的有益效果如下:
20.(1)本发明中采用定位销将凸台固定安装在壳体上,采用定位销固定的方式代替传统工艺中钢丝捆扎固定方式,避免了钢丝捆扎定位困难易打滑需反复操作缺点,缩短装配时间,提高效率;另外,避免焊接过程中因钢丝膨胀变松而垮掉,导致组件定位不紧出现焊缝不连续、漏焊现象;避免了钢丝焊接过程中因碳化加重表面污染,减轻焊后清洗强度,降低了后续镀银工序在那个清洗难度,从而提高镀银质量。
21.(2)本发明中,定位销采用碳弧气刨碳棒材料制备而成,其主要成分为石墨,熔点高达3800℃,因此定位销耐高温性强,在焊接过程中,不熔化,不污染零件;热膨胀系数小,韧性好,易加工,焊接过程对螺纹孔不会造成影响;化学性质稳定,焊接过程中不会与零件及焊料发生化学反应,不会造成粘接;焊接完成后,通过钳工很容易取出定位销,且不损伤螺纹孔。
22.(3)采用本发明提供的焊接工装进行炉中钎焊时,焊接过程中无需充入氩气,达到节约氩气的目的。另外,整个焊接工装置于炉膛中随炉一起升温,有效降低了焊接升温所需的时间,提高了焊接效率。
23.(4)本发明中采用丙酮调制钎剂,充分利用丙酮去除油污的效用,既能抑制钎料产生活化元素加速在焊接过程中的氧化现象,又能保证钎料的可焊性,进一步保证焊接质量。
24.(5)焊后进行喷砂处理,能有效清除零件焊后表面残留的氧化物、焊渣、钎剂等污染物,更好保证镀银前表面没有残留物。
25.(6)采用定位销对凸台以及焊片进行固定,操作简单方便,缩短了装配时间,平均装配从原来20min缩短至8min,一次性合格率提高到大于等于98%,降低了火焰钎焊补焊几率。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
27.图1为铅黄铜腔体部件的结构示意图;
28.图2为传统工艺中凸台采用钢丝捆绑在壳体上进行固定的结构示意图;
29.图3为本发明中凸台、焊片采用定位销固定时的结构示意图;
30.图4为本发明中凸台、焊片采用定位销固定在壳体之后的结构示意图;
31.图5为待焊接组件在炉膛中的位置示意图;
32.图6为本发明中焊接工装中垫板的结构示意图;
33.附图标记说明:10
‑
壳体;20
‑
凸台;201
‑
第一凸台;202
‑
第二凸台;30
‑
螺纹孔;40
‑
定位销;401
‑
螺纹部;402
‑
压紧头;50
‑
焊片;60
‑
焊接工装;61
‑
垫板;611
‑
弧形槽;62
‑
垫块;70
‑
炉膛。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
36.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
37.如图1所示为铅黄铜腔体部件的结构示意图,该铅黄铜腔体部件的材质为铅黄铜,结构包括壳体10以及焊接在壳体10上的凸台20,在凸台20上分别设置有螺纹孔30连通至壳体10的内腔中。所述凸台20包括第一凸台201和第二凸台202,在第一凸台201的数量为一个,焊接在壳体10靠近左端的外表面上;第二凸台202的数量为两个对称设置在壳体10的表面上。如图2所示为传统工艺中凸台采用钢丝捆绑在壳体上进行固定的结构示意图。
38.如图3、图4所示为本发明中凸台、焊片采用定位销固定在壳体之后的结构示意图。一种铅黄铜腔体炉中钎焊加工方法,包括以下步骤:
39.步骤s1:在凸台20和壳体10上加工出螺纹孔30,采用定位销40插设在螺纹孔30中将所述凸台20安装在所述壳体10上,并在凸台20与壳体10之间设置焊片50,得到待焊接组件;所述定位销40材质为碳弧气刨碳棒;
40.步骤s2:将焊接工装60放置在炉膛70中并随炉一起升温,待炉膛70内温度上升至焊接温度时将步骤s1中待焊接组件放置在焊接工装60上进行炉中钎焊;
41.步骤s3:对进行炉中钎焊后的得到的工件进行焊后处理,焊后处理工序包括钎剂残留物及焊渣清理,以及喷砂。焊后进行喷砂处理,能有效清除零件焊后表面残留的氧化物、焊渣、钎剂等污染物,更好保证镀银前表面没有残留物,减少返修,保证生产周期。
42.在本实施例中,在步骤s2中,将待焊接组件放入炉膛之前,钎剂用丙酮调制成糊
状,涂覆在焊缝位置处。
43.在本实施例中,在步骤s1中,所述定位销40包括螺纹部401和压紧头402;所述凸台20安装在壳体10上时,所述螺纹部401与所述凸台20、壳体10上的螺纹孔30进行螺纹连接,所述压紧头402压紧所述凸台20。
44.在本实施例中,所述定位销40由螺纹部401和压紧头402一体车削成型。
45.在本实施例中,所述步骤s3中,钎剂残留物及焊渣清理的方法为:将炉中钎焊后的得到的工件放进10%的柠檬酸里煮沸15~20min,再用钢丝刷刷洗工件表面上的钎剂残留物及焊渣,最后用流动的清水冲洗工件表面及焊缝。
46.在本实施例中,在所述步骤s3中,喷砂之前,将工件放在100℃的烘箱里保温1h对工件进行烘干处理。
47.在本实施例中,在步骤s1中,所述定位销40采用干燥缸保存,若定位销40受潮则放在100℃的烘箱内保温1h之后再使用。
48.在本实施例中,所述步骤s2中,焊接工装包括垫板61,在垫板61上设置有弧形槽611,所述弧形槽611的直径与所述壳体10的外径相匹配。焊接时,待焊接组件放置在弧形槽611,可以有效避免待焊接组件发生晃动,保证焊接质量。所述焊接工装还包括垫块62;所述垫块62支撑在所述垫板61的下方使待焊接组件位于炉膛70的中心位置处,使得待焊接组件受热均匀,进一步提高焊接质量。所述垫板61和垫块62均采用莫来石材料制备,莫来石具备良好的耐高温性能,满足炉中钎焊的需求。
49.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1