一种基板刻蚀沟槽装置的制作方法
1.本发明属于功率半导体技术领域,特别是涉及一种基板刻蚀沟槽装置。
背景技术:
2.igbt,即功率半导体器件,在国防工业以及国民经济的各方面都有着广泛的应用,随着新能源行业、电动汽车等新兴行业的崛起,功率半导体的市场需求呈现井喷式增长。为提高功率半导体器件的质量及生产效率,迫切需要改变目前功率半导体企业的生产制造方式。
3.igbt模块化封装形式中,最底部的铜基板用于承载陶瓷覆铜板及散热等,铜基板dbc焊接的质量直接决定了igbt模块的质量和使用寿命。为保证焊接质量,部分模组的生产过程中需要在铜基板上刻蚀出沟槽,防止基板印刷过程中焊锡膏溢流,保证铜基板与覆铜板的紧密结合。
4.目前绝大部分模块制造企业采用人工操作的方式,将工件放置在工作台,然后开启激光开始刻蚀,完成后再将工件取下,继续进行下一工件的作业。这种方式效率低下且不安全,人员在操作过程中容易受到激光灼伤,安全隐患极大。
5.部分采用自动刻蚀的自动化设备,在实际使用过程中,因不能保证工件的准确放置,导致刻蚀图形偏移、歪斜等。
技术实现要素:
6.本发明的目的在于给出了一种在基板上刻蚀沟槽的设备解决方案。
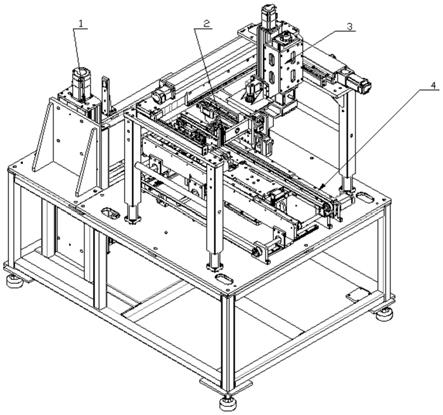
7.本发明是通过以下技术方案实现的:一种基板刻蚀沟槽装置,包括1料篮上料机构、2载盘抓取机构、3激光刻蚀机构及4载盘定位传送机构,待刻蚀的铜基板放置在专用的载盘内,一个载盘可放置多块铜基板,载盘放置在专用的料篮内。料篮从上料机构的传送轨道上料,料篮传送到位后,自动升到取料位置,抓取机构将载盘取出放到传送机构传送轨道上,传送到刻蚀位置并通过气缸固定。激光刻蚀机构上安装有定位相机,可检测载盘内基板位置,激光头根据相机确定的位置,按照设置的图形在基板上刻蚀出相应的沟槽图案。刻蚀完毕后,通过传送机构,传到下一站点。相机可检测刻蚀后图形是否准确。
8.所述料篮升降机构1的功能是带动料篮上下运动,把料篮以及其中的载盘和铜基板输送到适当的位置,包括安装板101, 上下直线模组102, 伺服电机103, 导轨104,驱动带105, 导向条106, 料篮平台107,同步带轮108,输送带109,驱动电机,安装板101上设置有上下直线模组102及导轨104,直线模组102由伺服电机103驱动。料篮平台107上设置有输送带109,驱动电机通过驱动带105和两侧的同步带轮108带动输送带109;料篮平台107上两边还设置有导向条106;料篮平台107上还设置有料篮感应器。
9.底部通过电机安装板安装有驱动电机,可驱动同步带带动料篮前进至指定位置
所述料篮升降机构工作过程:料篮100放置在输送带109上,驱动电机通过驱动带105和两侧的同步带轮108带动双驱输送带109,把料篮100送到料篮平台上107上合适的位置,料篮感应器确定料篮平台107到达合适位置后, 伺服电机103通过上下直线模组102带动料篮平台107沿导轨104上升至合适位置。
10.导向条106保证料篮100在料篮平台的方向。
11.所述载盘抽取机构2的功能是将承载铜基板的载盘从料篮内取出,放置在载盘定位传输机构4上,包括安装板201,导轨202,抓手固定板203,升降气缸204,载盘推块205,气动夹爪206,夹爪安装板207,直线模组208,肋板209,伺服电机210,直线模组208及导轨202设置在安装板201上,直线模组208由伺服电机210带动,升降气缸204、气动夹爪206、载盘推块205组成载盘抓手,所述载盘抓手通过夹爪固定板207固定在升降气缸204上, 所述升降气缸204通过抓手固定板203安装在与直线模组208配套的滑块上。
12.所述载盘抽取机构2的工作过程是: 料篮平台107到达上料位置后, 载盘抽取机构2的气动夹爪206和载盘推块205通过直线模组208和升降气缸204调整位置合适后, 气动夹爪206夹住料篮中的载盘,搬运到定位传输机构4上, 气动夹爪206松开载盘,将载盘放到载盘定位传输机构4上。
13.载盘推块205用于调整载盘位置,保证每个载盘的位置一致。
14.激光刻蚀机构3包括立柱301通过4根安装立柱安装在机架上,左右直线模组302,前后直线模组303,上下直线模组304,激光头305,定位相机306;上下直线模组安装在左右直线模组的滑动平台和左右导轨的滑块上,由上下伺服电机210驱动。所述激光头305通过左右直线模组302,前后直线模组303,上下直线模组304移动位置,激光头旁边安装有定位用相机306;激光刻蚀机构3的工作过程:激光头305通过左右直线模组302,前后直线模组303,上下直线模组304调整到合适位置后,激光头305旁边的定位相机306检测载盘上的铜基板位置,然后激光头305根据定位相机306确定的位置,按照设计的图形在基板上刻蚀出相应的沟槽图案。
15.所述载盘定位传输机构4的功能是把载盘准确定位,待其中的陶瓷覆铜板刻蚀后送到下道工序,包括固定导轨401,传送皮带402,载盘403,滚珠丝杠404,丝杠螺母405,六方轴组件406,驱动电机407,张紧轮408,同步带409,载盘定位组件410,第一固定支承座411,滑动支承座导轨412,滑动支撑座413,滑动导轨414, 第二固定支承座415,传送导向条416,伺服电机417,载盘定位孔4031。
16.传送定位机构4分别通过各一对第一固定支撑座411、第二固定支撑座415、滑动支撑座413固定,其中第二固定支撑座415直接支撑固定导轨401,第一固定支撑座411和第二固定支撑座415通过滚珠丝杠404支撑滑动支撑座413,滑动支承座413内部设置有与滚珠丝杠404配合的丝杠螺母405,滑动导轨414支撑在两个滑动支撑座413上,滑动支撑座413下方设置有滑动支承座导轨412, 滑动支撑座413下面的导轨槽与滑动支承座导轨412配合。
17.伺服电机417通过滚珠丝杠404﹑丝杠螺母405﹑滑动支撑座413与滑动导轨414连接,调节固定导轨401和滑动导轨414上两条传送皮带的间距,可适应不同尺寸的载盘。
18.两根滚珠丝杠404之间通过张紧轮408和同步带409相连。
19.驱动电机407通过皮带轮与六方轴组件406连接, 六方轴组件406包括六方轴和六
方轴套,六方轴与六方轴套之间滑动连接,六方轴组件406的一端与固定导轨401侧的传送皮带402相连,六方轴组件406的另一端通过轴套与滑动导轨414侧的传送皮带相连,便于调整滑动导轨414与固定导轨401之间的轴向距离,适应不同宽度的载盘。
20.定位机构410固定在载盘定位传送机构4两条皮带中间,包括固定板4100,载盘挡块4101,导向轴套4102, 导向轴4103,定位托盘4104,定位销4105,顶升气缸4106,缓冲装置4107,限位螺栓4108,底板4109,所述载盘挡块4101设置在载盘工作位置的前方,顶升气缸4106安装在固定板4100上,四根导向轴套4102贯穿固定板4100,相应的四根导向轴4103穿过导向轴套4102把定位装置410可上下滑动地设置在载盘工作位置下面,缓冲装置4107和限位螺栓4108设置在底板4109与固定板4100之间,顶升气缸4106活塞上连接有定位托盘4104,托盘上安装有定位销4105;定位销4105带有锥度,便于与载盘上的定位孔配合确定载盘的位置。
21.定位机构410工作过程是:载盘到位后,载盘挡块4101挡住载盘,顶升气缸4106的活塞伸出,顶起定位机构,定位板4104触碰到载盘后,定位销4105通过锥度引导定位板微调载盘位置,实现托盘的定位, 缓冲装置4107缓冲定位机构的顶升过程,限位螺栓4108限制定位机构的顶升不至于过度。
22.本发明具有以下有益效果:1.采用专用的料篮,一次可完成多块基板的上料,生产过程中无需人工上下料,提高了生产效率。
23.2.载板通过专用的定位机构固定,可保证载盘在激光刻蚀的过程中的位置不发生偏移。
24.3.载盘内可承载多块基板,一次可刻蚀完成多块基板的图形刻蚀。
25.4.基板的位置通过定位相机检测,定位精度高,保证图形刻蚀精确。
26.5.传送机构可调节宽度,可适应不同尺寸的载盘,从而兼容不同尺寸的基板。
附图说明
27.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
28.图1为本发明的整体结构示意图;图2为本发明的料篮升降机构1 的示意图;图3是本发明的载盘抽取机构2的示意图;图4是本发明的激光刻蚀机构3的示意图;图5为本发明的载盘传输机构4的示意图;图6是本发明的载盘传输机构4中的定位机构;图中:1
‑
料篮升降机构,2
‑
载盘抽取机构,3
‑
激光刻蚀机构,4
‑
载盘定位传输机构;101
‑
安装板, 102
‑
上下直线模组, 103
‑
伺服电机, 104
‑
导轨,105
‑
驱动带, 106
‑
导向条, 107
‑
料篮平台, 108
‑
同步带轮, 109
‑
输送带;201
‑
安装板, 202
‑
导轨,203
‑
抓手固定板,204
‑
升降气缸,205
‑
载盘推块,206
‑
气
动夹爪,207
‑
夹爪安装板,208
‑
直线模组,209
‑
肋板,210
‑
伺服电机;301
‑
立柱,302
‑
左右直线模组,303
‑
前后直线模组,304
‑
上下直线模组,305
‑
激光头,306
‑
定位相机;401
‑
固定导轨, 402
‑
传送皮带, 403
‑
载盘, 404
‑
滚珠丝杠, 405
‑
丝杠螺母, 406
‑
六方轴组件, 407
‑
驱动电机, 408
‑
张紧轮, 409
‑
同步带, 410
‑
载盘定位组件, 411
‑
第一固定支承座, 412
‑
滑动支承座导轨, 413
‑
滑动支撑座, 414
‑
滑动导轨,415
‑
第二固定支承座, 416
‑
传送导向条, 417
‑
伺服电机, 4031
‑
载盘定位孔;4100
‑
固定板,载盘挡块4101,导向轴套4102, 导向轴4103, 定位托盘4104,定位销4105,顶升气缸4106,缓冲装置4107,限位螺栓4108,底板4109,本发明是一种基板沟槽刻蚀装置,包括料篮上料机构1、载盘抓取机构2、激光刻蚀机构3及载盘定位传送机构4。
29.料篮升降机构1的功能是带动料篮上下运动,把料篮以及其中的载盘和铜基板输送到适当的位置,包括安装板101, 上下直线模组102, 伺服电机103, 导轨104,驱动带105, 导向条106, 料篮平台107,同步带轮108,输送带109,驱动电机,安装板101上设置有上下直线模组102及导轨104,直线模组102由伺服电机103驱动。料篮平台107上设置有输送带109,驱动电机通过驱动带105和两侧的同步带轮108带动输送带109;料篮平台107上两边还设置有导向条106;料篮平台107上还设置有料篮感应器。
30.底部通过电机安装板安装有驱动电机,可驱动同步带带动料篮前进至指定位置载盘抽取机构2的功能是将叠放的载盘以及其中的铜基板从料篮内抽取出来,放置在载盘定位传输机构4上,包括201安装板,202导轨,203抓手固定板,204升降气缸,205载盘推块,206气动夹爪,207夹爪安装板,208直线模组,209肋板,210伺服电机,直线模组208及导轨202设置在安装板201上,直线模组208由伺服电机210带动,升降气缸204、气动夹爪206、载盘推块205组成载盘抓手,所述载盘抓手通过夹爪固定板207固定在升降气缸204上, 所述升降气缸204通过抓手固定板203安装在与直线模组208配套的滑块上。
31.激光刻蚀机构3包括立柱301,左右直线模组302,前后直线模组303,上下直线模组304,激光头305,定位相机306,激光刻蚀机构3通过4根安装立柱301安装在机架上,上下直线模组安装在左右直线模组的滑动平台和左右导轨的滑块上,由上下伺服电机驱动。所述激光头305通过左右直线模组302,前后直线模组303,上下直线模组304移动位置,激光头旁边安装有定位用相机306;载盘定位传输机构4的功能是把载盘准确定位,待其中的陶瓷覆铜板刻蚀完成后传送到下道工序,包括固定导轨401,传送皮带402,载盘403,滚珠丝杠404,丝杠螺母405,六方轴组件406,驱动电机407,张紧轮408,同步带409,载盘定位组件410,第一固定支承座411,滑动支承座导轨412,滑动支撑座413,滑动导轨414, 第二固定支承座415,传送导向条416,伺服电机417,载盘定位孔4031。
32.载盘定位传输机构4分别通过各一对第一固定支撑座411、第二固定支支撑座415、滑动支撑座413固定,其中第二固定支撑座415直接支撑固定导轨401,第一固定支撑座411和第二固定支支撑座415通过滚珠丝杠404支撑滑动支撑座413,滑动支承座413内部设置有与滚珠丝杠404配合的丝杠螺母405,滑动导轨414支撑在两个滑动支撑座413上,滑动支撑
座413下方设置有滑动支承座导轨412, 滑动支撑座413下面的导轨槽与滑动支承座导轨412配合。
33.伺服电机417通过滚珠丝杠404﹑丝杠螺母405﹑滑动支撑座413与滑动导轨414连接,调节固定导轨401和滑动导轨414上两条传送皮带的间距,可适应不同尺寸的载盘。
34.两根滚珠丝杠404之间通过张紧轮408和同步带409相连。
35.驱动电机407通过皮带轮与六方轴组件406连接,六方轴组件406的一端与固定导轨401侧的传送皮带402相连,六方轴组件406的另一端通过轴套与滑动导轨414侧的传送皮带相连, 六方轴组件406包括六方轴和六方轴套,六方轴与六方轴套之间滑动连接,便于调整滑动导轨414与固定导轨401之间的轴向距离,适应不同宽度的载盘。
36.定位机构410固定在载盘定位传送机构4两条皮带中间,包括固定板4100,载盘挡块4101,导向轴套4102, 导向轴4103, 定位托盘4104,定位销4105,顶升气缸4106,缓冲装置4107,限位螺栓4108,底板4109,所述载盘挡块4101设置在载盘工作位置的前方,顶升气缸4106安装在固定板4100上,四根导向轴套4102贯穿固定板4100,相应的四根导向轴4103穿过导向轴套410(2把定位装置410可上下滑动地设置在载盘工作位置下面,缓冲装置4107和限位螺栓4108设置在底板4109与固定板4100之间,顶升气缸4106活塞上连接有定位托盘4104,托盘上安装有定位销4105;定位销4105带有锥度,便于与载盘上的定位孔配合确定载盘的位置。
37.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1