中间轴轴向保持装置的制作方法
1.本公开涉及车辆转向系统,且更具体地涉及用于转向系统的中间轴轴向保持组件,以及制造和组装这种组件的方法。
背景技术:
2.车辆转向系统包括转向轴组件,该转向轴组件将方向盘(handwheel,手轮)联接至便于进行车辆的转向控制的一个或多个部件。转向轴组件通常包括多个轴,其中一个轴被称为中间轴(intermediate shaft)。
3.中间轴的特征之一是,其能传递扭矩并提供轴向位移,而不可能变得分开。为了实现以高扭转率来传递扭矩,所有滑动接头轴设计均需要线对线紧密配合,同时仍然维持低行程载荷(stroke load)。目前使用铆合部(stake,压凹)来将阳轴(male shaft)保持在阴管(female tube)的内部,以防止两个轴在运输、搬运和组装在车辆中的过程中变成分离。最近,由于组装要求,一些车辆供应商和制造商提高了铆合部拉开要求。例如,铆合部被要求在分离载荷(breakaway load)小于60n的条件下承载柱质量的2.5倍。在另一示例中,当从完全伸展被压缩(collapse)时,铆合部会被要求在分离载荷小于40n的条件下保持1000n持续20秒。对于车辆组装期间的人体工程学要求而言,不允许会导致无构建情况(no build situation)的卡顿或高行程载荷。借助目前的铆合工艺,滑动接头在从完全伸展被推动到超过分离压缩要求时会锁定。
技术实现要素:
4.根据本公开的一个方案,转向轴组件包括阳轴,该阳轴上形成有多个花键,这些花键中的每一个终止于花键端处,其中,每个花键端相对于花键的纵向方向形成大约90度的角度。该转向轴组件还包括阴轴,该阴轴包括位于阴轴的端部附近的多个铆合部,这些铆合部将阳轴保持在铆合部与花键端之间的界面处。
5.根据本公开的另一方案,转向轴组件包括阳轴,该阳轴上形成有多个花键,这些花键中的每一个终止于花键端处。该转向轴组件还包括阴轴,该阴轴具有花键部和端部区域,该花键部沿阴轴的内表面限定且与阳轴的花键配合,其中,端部区域的厚度小于花键部,阴轴具有位于端部区域内的多个铆合部,这些铆合部将阳轴保持在铆合部与花键端之间的界面处。
6.根据本公开的又一方案,提供了一种制造转向轴组件的方法。该方法包括将阴轴的端部区域轴向地插入到铆合部形成工具的铆合部形成工具孔中。该方法还包括通过阶部来止挡所述端部区域到所述铆合部形成工具孔中的轴向插入,以阻止阴轴的花键部插入到铆合部形成工具孔中。该方法还包括在阴轴的端部区域内形成多个铆合部,以在用于在其中插入阳轴的阴轴上提供保持特征。
附图说明
7.在本说明书结尾处的权利要求书中特别指出并明确要求保护作为本发明的主题。本发明前述的和其它的特征和优点由以下结合附图所作的详细描述中显而易见,附图中:
8.图1是转向轴组件的一部分的立体图;
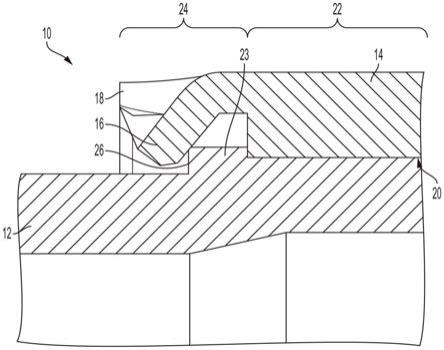
9.图2是转向轴组件的界面区域的正横截面图;
10.图2a是根据本公开另一方案的转向轴组件的界面区域的正横截面图;
11.图3是处于组装状态下的两件式铆合部工具的立体图;
12.图4是处于拆开状态下的两件式铆合部工具的立体图;以及
13.图5是通过材料的剪切而形成的转向轴组件的横截面图。
具体实施方式
14.现在参考附图,以下将参考具体实施例描述本发明,但所述具体实施例不限定本发明,附图示出了用于车辆转向轴组件的保持特征。
15.参考图1,车辆转向轴组件被部分地示出且概况地以数字10表示。转向轴组件10部分地包括阳轴12和阴轴14。阳轴12被部分地插入阴轴14内且被保持在其中。尽管各种轴组件均有望受益于本技术公开的实施例,但本公开的一个方案涉及车辆转向系统的中间轴组件。
16.如从图1中阴轴14的外部以及图2的横截面图所示,阴轴14包括在阴轴14上制成的多个铆合部16,这些铆合部位于阴轴14的端部18处,所述端部接纳阳轴12。如图1中所示,所述多个铆合部16围绕阴轴14的端部18彼此周向地间隔开。应理解的是,针对具体用途的应用,可设有各种数量并且适当地间隔开的铆合部16。
17.为实现阳轴12与阴轴14之间的扭矩传递,形成了用以接合阳轴12和阴轴14的花键关系。如图2所示,阴轴14的内表面20限定用于将阳轴12接纳在其内的空间。内表面20的一部分被称为花键部22,其具有纵向地延伸的花键,这些花键与阳轴花键部23配合。阴轴14的花键部22没有完全地延伸至阴轴14内表面20的端部18处。阴轴14的介于阴轴14的端部18与花键部22之间的那一部分被称为端部区域24。与阴轴14的花键部22相比,端部区域24具有更小的厚度。厚度的具体比值可根据具体应用而变化。
18.多个铆合部16形成于阴轴14的端部区域24内。在图2示出的实施例中,阳轴花键区域23的花键在其各自端部处均不呈锥形(如同在其它组件中所采用的)。而是,阳轴花键区域23的每个花键的端部26均被制成为以大致90度角定向。虽然以上描述的和图2中示出的是大致90度角,但应理解的是,如图2a所示,阳轴花键区域23的每个花键的端部26的角度并不限于90度角。端部26上的硬止动部(hard stop,硬停,急停)为阳轴12提供了可靠的硬止动部,同时还消除了在阳轴花键23与多个铆合部16的界面处锁定的可能性。尽管如上所述硬止动部的角度可偏离90度,但应理解的是,阳花键的端部26可大于铆合部的角度(即“铆合部角度”)。然而,阳花键并非必须大于铆合部的角度。由于阴轴的接触表面光滑,所以阻止了阳轴花键的楔入。对于更高的拉开载荷,增加花键角度提高了更大的保持载荷。
19.通过使阴轴14的端部区域24处的厚度减小,阴轴14的圆度变形最小化,同时提高了保持特征的可制造性,在本技术中所述保持特征也可被称为抗拉开特征。
20.现在参考图3-图5,其示出制造阴轴14的过程。具体地,示出了两件式铆合部形成
工具30。铆合部形成工具30避免了阴轴14的花键部22变形,并提供了承受被施加在阳轴12和阴轴14上的高拉开力的能力,同时维持转向轴组件10的低压缩分离载荷。铆合部轮廓在一个轴向运动中形成。如上所述,此工艺要求阴轴14的壁厚在铆合区域(即,阴轴14的端部区域24)处减小。通过在铆合区域处具有减小的厚度,如上所述,阴轴的圆度变形最小化。阴轴14的端部上的光滑接触表面防止带花键的阳轴在界面处锁定,而且又提高了铆合部形成工具30的工具寿命。
21.铆合部形成工具30在图3中被示出处于组装状态下而在图4中被示出处于拆开状态下。铆合部形成工具30的两件中的至少一件包括至少一个定位特征40,所述定位特征用以适当地对准和组装所述工具30。铆合部形成工具30在组装状态下限定一孔42。该孔42被分成第一区段44和第二区段46。第一区段44和第二区段46由阶部48分开,该阶部径向向外地延伸,从而为孔42的第二区段46提供比第一区段直径更大的直径。阴轴14的端部区域24被插入孔42的第二区段46内,但其直径过大而不能进入第一区段44。在插入期间(图5)阶部48为阴轴14限定了硬止动部。
22.壁50限定孔42的第二区段46,该壁包括铆合部形成突起52,铆合部形成突起位于阶部48处或阶部附近,一旦完全插入孔42的第二区段46内,这些铆合部形成突起构成阴轴14的多个铆合部16。壁50还包括附加结构特征,这些附加结构特征有助于以期望的尺寸和定向形成多个铆合部16。形成铆合部16的上述插入过程不影响阴轴14的花键部22。
23.本技术公开的实施例在阴轴14中提供了一致的铆合部。铆合部形成工具30在阴轴14上提供了有效的止动部,由此提供了一致的铆合部轮廓并最小化与阳轴12接触的风险,从而避免引发过度噪音和/或高滑动载荷的可能性。
24.组件10提供了高载荷承载能力。轴12、14之间均匀分布的接触提供了有效的硬止动部,使得在完全伸展下不可能变成锁定在阴轴14中。由于较薄的管厚度使得工具磨损减少,所以还可实现增加的铆合部工具寿命。最后,上述工艺不会导致阴轴花键部22变形。
25.尽管本发明仅结合有限数量的实施例来详细描述,但容易理解,本发明不限于这些被公开的实施例。反之,本发明可被修改以包含之前未描述但与本发明的精神和范围相称的任何数量的变化、改变、替换或等效布置。此外,尽管以上已描述了本发明的各种实施例,但应理解,本发明的各个方案可以仅包括上述实施例的一些。因此,本发明不应被视为受前述说明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1