一种铝棒加热用的恒温控制系统的制作方法
1.本发明涉及挤压加工技术领域,尤其涉及一种铝棒加热用的恒温控制系统。
背景技术:
2.铝棒加工中的熔铸过程包括熔化、提纯、除杂、除气、除渣与铸造等步骤。主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。(2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。
3.铝棒最终的机械性能主要取决于在熔炼过程中得到的性能结构,其中低温回火、中温回火、高温回火所带来的铝棒结构都有所不同,由于整个熔炼过程都在炉内进行,因此要严格把控炉内铝液的温度状态,才能对铝棒最终的机械性能进行把控。
4.现有技术中,在公开号为cn111778462b的发明“一种高韧性铝合金型材热处理工艺”中,给出了一种铝棒加工的温度控制方法,其优化了双级时效处理和再时效回归处理条件,从而提升了铝棒的力学性能,在这个发明中是利用合金成分和时效管理,实现铝棒力学性能的提升,在温度控制方面还是采取传统办法,不能进行精细控制,只能确保加工过程中是处于高中低温度范围,因此加工精度还有待提升。
5.要知道,棒材本身在加工成型的过程中,由于棒材是存在一定长度的,因此在不同位置如果出现温差这就会导致棒材在最终挤压成型的时候出现开裂或是倾斜。对此,现有技术中,在公开号为cn201710784312.x的发明“一种尼龙棒材的生产工艺及生产控制系统”,该发明中采用热处理退火技术来消除尼龙棒材内部的分子应力,提升棒材的力学性能,这是一种工作思路,但是也还是缺乏温度控制系统的支撑,精细度太低,在工作的时候虽然思路不错,但是实际操作的时候可能会因为温差难以控制出现没办法控制棒材成型效果的问题。
技术实现要素:
6.本发明的目的是针对背景技术中存在的问题,提出能稳定高效地提升铝棒成型后的力学性能的一种铝棒加热用的恒温控制系统。
7.本发明的技术方案:一种铝棒加热用的恒温控制系统,作用于铝棒挤出机,包括控制中枢和受所述控制中枢调控的温控模块和速控模块,所述温控模块和所述速控模块对控制中枢给出负反馈;温控模块包括检测铝棒出模口温度的测温仪、接收测温仪的测温结果并对挤压铝棒进行整体建模的建模模拟单元,控制中枢包括接收来自建模模拟单元的温度分布模拟信息的分析处理单元,和输出命令信息到温控模块和速控模块的输出单元,所述速控模块的调速基于对挤出机中的挤出螺杆的转速调节。
8.优选的,所述测温仪为红外测温仪,其测试范围位于铝棒挤出机的输出区域,且其取值时去除测试范围内得到的极值,包括极大值和极小值,再对范围内得到的多个温度数
值取平均值,计算得到当前铝棒的输出温度t2。
9.优选的,所述温控模块还包括调控单元,所述调控单元的下属控制元件包括控制棒材温度变化的加热器和冷却器。
10.优选的,所述建模模拟单元对棒材进行建模,并根据测到的温度数据对铝棒温度分布进行模拟,模拟出铝棒在输出挤出机之前的温度t1;设置出一个标准温度t0,控制|t1‑
t0|≤5。
11.优选的,铝棒的开裂温度为t,控制|t
‑
t0|≤3。
12.优选的,分析处理单元对建模模拟单元传输来的数据信息进行分析处理,其分析处理方法基于|
△
t*l/v|≤5,其中
△
t为单位时间内的铝棒温差量,l为铝棒已经输送出挤出机的长度,v为铝棒的挤出速度。
13.优选的,速控模块包括电机驱动器、受所述电机驱动器控制的电机、连接在所述电机输出端的挤出螺杆,所述速控模块还包括对铝棒沿长度方向移动速度进行测试的测速单元。
14.优选的,所述测速单元对输出单元进行负反馈,红外测温仪对输出单元进行负反馈;控制中枢接收到传输来的速度和温度负反馈信息,再根据这种负反馈信息对铝棒的温度和速度进行进一步调整,使其调整程度更加精细。
15.优选的,控制中枢在铝棒温度和铝棒挤出速度的调节过程中进行多级调节,根据所需要的调节范围,首先进行半度调节,在负反馈信息达到后再进行后面范围限度的调节。
16.优选的,控制中枢基于plc电控。
17.与现有技术相比,本发明具有如下有益的技术效果:(1)采用温控模块和速控模块对铝棒的恒温状态进行控制,能通过优先调速、其次调温度的方式来保证中枢能快速准确地实现对铝棒挤出机的恒温控制,相较于现有技术,这种双调控方式精度更高,不仅是让铝棒在稳定温度下被挤出,还能让得到的铝棒力学性能被控制地更加精密;(2)采用温控、速控负反馈和多级调控的结构及工作方式,使恒温控制更加精密智能,能适应铝棒加工中出现的干扰,在铝棒的挤出加工上,其稳定性更好。
附图说明
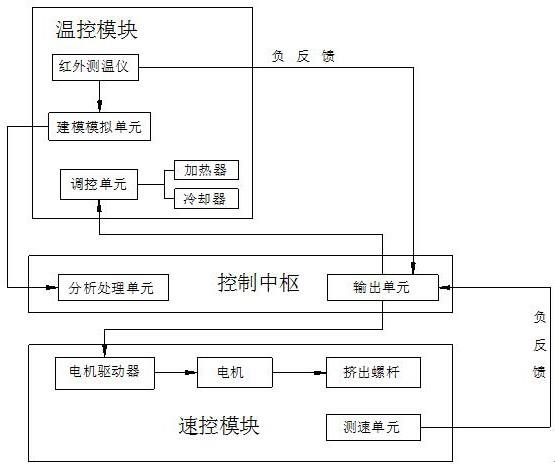
18.图1给出本发明一种实施例的温度控制系统结构示意图;图2为红外测温仪的工作结构示意图;附图标记:1模板,2棒材,3红外测温仪。
具体实施方式
19.下文结合附图和具体实施例对本发明的技术方案做进一步说明。
20.实施例一如图1所示,本发明提出的一种铝棒加热用的恒温控制系统,作用于铝棒挤出机,包括控制中枢和受控制中枢调控的温控模块和速控模块,温控模块和速控模块对控制中枢给出负反馈;温控模块包括检测铝棒出模口温度的测温仪、接收测温仪的测温结果并对挤压铝棒进行整体建模的建模模拟单元,控制中枢包括接收来自建模模拟单元的温度分布模拟信息的分析处理单元,和输出命令信息到温控模块和速控模块的输出单元,速控模块的
调速基于对挤出机中的挤出螺杆的转速调节。
21.本实施例中,这种恒温控制系统要实现恒温控制就是基于温控模块和速控模块两个模块进行的,首先以速控为主,当测温仪测到铝棒的输出温度,由控制中枢判断铝棒的输出温度是不是设定的恒温数值周围,如果不符合要求,那么速控模块来调整铝棒的输出速度,以此调整铝棒的输出温度(输出越快温度越高,反之越低,在非外界干扰的情况下在,铝棒是会随着离开挤出机而逐渐降温的,热量散失,因此通过调速来实现对铝棒输出温度的调节)。
22.进一步地,温控模块是调节的信息输出端,同时在速度调节不过来的时候(速度调节是存在调节限度的),通过温控模块来直接调节铝棒的温度。
23.实施例二如图1和图2所示,本发明提出的一种铝棒加热用的恒温控制系统,相较于实施例一。
24.在本实施例中,测温仪为红外测温仪,其测试范围位于铝棒挤出机的输出区域,且其取值时去除测试范围内得到的极值,包括极大值和极小值,再对范围内得到的多个温度数值取平均值,计算得到当前铝棒的输出温度t2。
25.在这里设置去除温度极值再取平均值的方式,使其测得的温度数值更加稳定,受干扰影响小;在此基础上,需要进一步说明的是,在红外测温仪3的温控范围较广的情况下,这种取值模式更加合适,但是当红外测温仪3的温控范围较窄的情况下(尤其是在沿铝棒长度方向5mm以下的测试范围内),红外测温仪3的温度取值就要取极值,抛弃其他数值(建模模拟单元将其他数值取来做模拟,但是输出温度t2的数值不参考这些数值),极值包括极大值和极小值,极小值一般是远离出口的位置,因此此时想要确定的输出温度t2,要取测试范围内得到的温度数值极大值,作为输出温度t2。这样设置取值,能提升取值的精密度。
26.在本实施例中,温控模块还包括调控单元,调控单元的下属控制元件包括控制棒材温度变化的加热器和冷却器。
27.在本实施例中,建模模拟单元对棒材进行建模,并根据测到的温度数据对铝棒温度分布进行模拟,模拟出铝棒在输出挤出机之前的温度t1;设置出一个标准温度t0,控制|t1‑
t0|≤5。
28.在本实施例中,铝棒的开裂温度为t,控制|t
‑
t0|≤3。
29.在本实施例中,分析处理单元对建模模拟单元传输来的数据信息进行分析处理,其分析处理方法基于|
△
t*l/v|≤5,其中
△
t为单位时间内的铝棒温差量,l为铝棒已经输送出挤出机的长度,v为铝棒的挤出速度。
30.开始加工后,对挤出速度v进行限制;设单位时间为t0,假设单位时间t0内的降温量为
△
t,那么在时间t1=l/v内,前后的温度差|t1‑
t2|=|t1*
△
t|=|
△
t*l/v|;要保证温度在
±
5℃内,因此要有|
△
t*l/v|≤5;根据这个要求,将公式中的l进一步限定为已经挤压出的型材长度,根据公式确定对应的速度,对挤出速度进行调整。
31.在本实施例中,速控模块包括电机驱动器、受电机驱动器控制的电机、连接在电机输出端的挤出螺杆,速控模块还包括对铝棒沿长度方向移动速度进行测试的测速单元。
32.本实施例中,当速度控制受到限制,一是受到设备本身转速的限制,二是为了保证铝棒的稳定挤出,因此速度根据设备的不同和所需铝棒性能的不同,是具备一个工作范围
的。因此当速控模块不顶用的时候,就要温控模块作为补充来填上,满足|
△
t*l/v|≤5。
33.实施例三如图1和图2所示,本发明提出的一种铝棒加热用的恒温控制系统,相较于实施例一或实施例二。
34.在本实施例中,测速单元对输出单元进行负反馈,红外测温仪对输出单元进行负反馈;控制中枢接收到传输来的速度和温度负反馈信息,再根据这种负反馈信息对铝棒的温度和速度进行进一步调整,使其调整程度更加精细。
35.在本实施例中,控制中枢在铝棒温度和铝棒挤出速度的调节过程中进行多级调节,根据所需要的调节范围,首先进行半度调节,在负反馈信息达到后再进行后面范围限度的调节。
36.在本实施例中,控制中枢基于plc电控。
37.在本实施例中,这种调节方式,以速度调节为例,假设需要调节的速度差值为20,那么首先调整差值到10,输出单元接收到负反馈信息,控制中枢根据此时的铝棒建模来判断是不是已经符合要求,再通过输出单元再一次进行二级调节,此时的差值为10,那么就调节5,通过这种二分法方式多级调节逼近所需的数值,这样的精细度就更高,且能适应出现的各种加工干扰,相较于现有技术,加工得到的铝棒精度也就更好,力学性能表现不仅更好而且是更加稳定。
38.上述具体实施例仅仅是本发明的几种优选的实施例,基于本发明的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1