智能烧杂装置及生产线的制作方法
1.本技术涉及空调烧杂技术领域,尤其涉及一种智能烧杂装置及生产线。
背景技术:
2.在制作空调冷凝器的喇叭开口的过程中,会经常存在线手套与管口接触的现象,造成了生产出来的喇叭开口带有杂质、异物等其他物质,使得用于空调的喇叭开口不够“干净”;在对喇叭开口进行焊接时,又因为焊接钎料与喇叭开口不能有效融合,最终导致生产出来的喇叭开口的缝接口出现焊缝,使用喇叭开口时会出现泄漏,从而影响空调系统正常运行。
3.在实际应用生产中,两器喇叭口清洁度是衡量空调运行的可靠性的重要指标;而火烧喇叭开口的工装往往是要求该工装具有大火和小火调节功能,且能够节约能耗;在火烧两器喇叭口时,火焰必须与喇叭口的角度需要精准控制,避免火焰与喇叭口成垂直角度,造成两器喇叭的管内形成冷凝水腐蚀空调。
4.目前,制作喇叭开口的烧杂工装为简单焊枪制作工装,该简单焊枪制作工装的可靠性差、角度调节不精准同时且生产耗费大量的时间;因此,如何解决目前的烧杂工装调节角度不精准的问题,是制作出高质量喇叭开口的关键问题。
技术实现要素:
5.为克服相关技术中存在的问题,本技术提供一种智能烧杂装置,该智能烧杂装置能够精准控制火焰管的喷射角度。
6.本技术第一方面提供一种智能烧杂装置,包括:
7.控制机构、底座、火焰管和转动机构;该底座上设有活动杆,且该转动机构与该活动杆活动连接,使得该转动机构能够沿该活动杆进行移动;该转动机构与该火焰管固定连接;该控制机构用于控制该转动机构的转动角度。
8.进一步地,该控制机构包括:控制器和步进电机;该控制器用于向该步进电机输出转动角度信号;该步进电机用于根据该转动角度信号带动该转动机构进行转动。
9.进一步地,该转动机构包括:固定轴和转动轴;该固定轴的一端与该转动轴铰接,该固定轴的另一端与该活动杆固定连接;其中,该火焰管设置在该转动轴上。
10.进一步地,该底座包括有升起机构,且该升起机构与该活动杆联动;该控制机构与该升起机构电连接,该控制机构还用于控制该升起机构进行升降运动。
11.进一步地,该活动杆为丝杆。
12.进一步地,该转动轴与该固定轴形成的夹角角度在0
°
至180
°
之间。
13.进一步地,该火焰管的火焰喷射角度在40
°
至70
°
之间。
14.本技术第二方面提供一种生产线,其特征在于,包括:如上述该的智能烧杂装置,以及冷凝器和流水线;该冷凝器包括有喇叭开口,该流水线包括有传输板;该智能烧杂装置与该流水线相邻;该冷凝器放置在该传输板上,且该喇叭开口面向该火焰管。
15.进一步地,该流水线还包括有电动机,该电动机与该控制机构电连接;该控制机构根据该电动机发出的电信号控制该升起机构的活动高度。
16.进一步地,该升起机构的活动高度在0至2m之间。
17.本技术提供的技术方案可以包括以下有益效果:
18.在本实施例中,该烧杂装置包括有控制机构、底座、火焰管和转动机构;该转动机构与该底座的活动杆固定连接,该控制机构通过控制该转动机构的转动角度进而控制该火焰管的火焰喷射角度;实现精准调节火焰管的火焰喷射角度,防止该烧杂装置在使用时烧坏了冷凝器,从而实现防止冷凝器失去使用功效。
19.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
20.通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
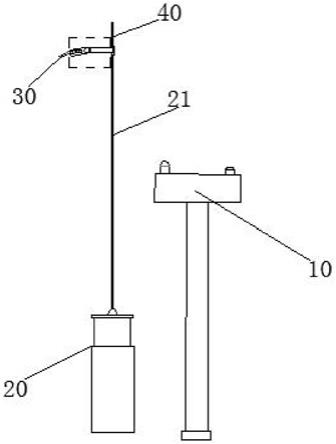
21.图1是本技术实施例示出的智能烧杂装置的结构示意图;
22.图2是本技术实施例示出的智能烧杂装置的另一结构示意图;
23.图3是本技术实施例示出的智能烧杂装置中放大的转动结构示意图;
24.图4是本技术实施例示出的智能烧杂装置的转动结构的夹角结构示意图;
25.图5是本技术实施例示出的生产线的结构示意图。
具体实施方式
26.下面将参照附图更详细地描述本技术的优选实施方式。虽然附图中显示了本技术的优选实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
27.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
28.应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
29.一般地,制作喇叭开口的烧杂工装为简单焊枪制作工装,该简单焊枪制作工装的可靠性差、角度调节不精准同时且生产耗费大量的时间;因此,如何解决目前的烧杂工装调节角度不精准的问题,是制作出高质量喇叭开口的关键问题。
30.针对上述问题,本技术实施例提供一种智能烧杂装置,能够精准控制火焰管的喷射角度。
31.以下结合附图详细描述本技术实施例的技术方案。
32.图1是本技术实施例示出的智能烧杂装置的结构示意图。
33.参见图1,本技术实施例中智能烧杂装置的一个实施例(实施例一)包括:
34.控制机构10、底座20、火焰管30和转动机构40;所述底座20上设有活动杆21,且所述转动机构40与所述活动杆21活动连接,使得所述转动机构40能够沿所述活动杆21进行移动;所述转动机构40与所述火焰管30固定连接;所述控制机构10用于控制所述转动机构的转动角度。
35.在本实施例中,所述控制机构是通过设置控制台实施的,该控制台用柜台放置,具体地,该控制台内设有plc程序,该plc程序通过执行实际输出的指令运行,对该转动机构进行角度控制,实现对火焰管进行精准控制;如,将控制机构和转动机构连接电源,将火焰管接通燃料管道,同时开启该控制机构和该转动机构之后,在该控制机构(控制台)上设定助燃气体(氧气、天燃气及助焊剂)流量比例,再在控制机构上输入调整角度值调节转动结构的调整角度;再通过调整底座的位置,将烧杂装置上的火焰管精准对准冷凝器的喇叭口,使得烧杂装置的火焰管与冷凝器的夹角控制在设定的角度范围内;同时,用控制机构控制活动杆的上升距离或下降距离,进而调整火焰管至冷凝器的喇叭口上下距离,开始对冷凝器的喇叭口进行火烧,实现对冷凝器的喇叭口进行精准的火焰燃烧,提高产品冷凝器的质量。
36.在实际应用中,该在控制机构上输入调整角度值调节转动结构的调整角度为一个经验角度值,是操作人员反复试验得出的精准角度值,该精准角度值是实际应用中的关键角度值,关乎火烧之后的冷凝器的质量;因此,该输入的精准角度值十分重要。
37.还应当说明的是,所述转动机构转动角度的实施方式有多种,不一一列举;而在本例中,所述控制机构(控制台的plc程序)与所述转动机构电连接,即通过plc程序控制所述转动机构的转动角度,进而控制所述转动机构的角度,从而实现对所述火焰管的火焰喷射角度进行精准控制。
38.图2是本技术实施例示出的智能烧杂装置的另一结构示意图;图3是本技术实施例示出的智能烧杂装置中放大的转动结构示意图;图4是本技术实施例示出的智能烧杂装置的转动结构的夹角结构示意图。
39.参见图2、图3和图4,本技术实施例中智能烧杂装置的一个实施例(实施例二)包括:
40.基于实施例一所述的描述,再进一步地,有:所述控制机构10包括:控制器11和步进电机12;所述控制器11用于向所述步进电机12输出转动角度信号;所述步进电机12用于根据所述转动角度信号带动所述转动机构40进行转动;参见图3,具体地,所述转动机构40包括:固定轴41和转动轴42;所述固定轴41的一端与所述转动轴42铰接,所述固定轴41的另一端与所述活动杆21固定连接;其中,所述火焰管30设置在所述转动轴42上;所述底座20包括有升起机构22,且所述升起机构22与所述活动杆21联动;所述控制机构10与所述升起机构22电连接,所述控制机构10还用于控制所述升起机构22进行升降运动;另外,所述活动杆为丝杆。
41.另外,参见图4,所述火焰管30的火焰喷射角度b在40
°
至70
°
之间;所述转动轴42与
所述固定轴41形成的夹角角度a在0
°
至180
°
之间。
42.在本实施例中,为进一步描述该控制机构的结构特征,以及实施该结构的方法,如:所述控制机构(控制台)通过控制所述丝杆上升或下降的距离,进而调节所述旋转机构与所述冷凝器的喇叭开口之间的距离;具体地,可以将所述转动轴与所述固定轴形成的夹角角度a设定在0
°
至180
°
之间,再微调节所述火焰喷射角度b,将火焰喷射角度b控制在40
°
至70
°
之间,反复操作上述的两个步骤,直到将该火焰喷射角度调整到合适的火烧角度,即实现精准控制该烧杂装置的角度。另外,为了获得更多的角度调节数据,还需要利用plc程序,将输入的角度值数据进行编码保存,在后续再次生产该型号的冷凝器时,将该编码的数据直接在该控制机构(控制台)选择调出,直接应用在该烧杂装置上。
43.还应当说明的是,该烧杂装置可以设定为手动调节模式,在设定为手动调节模式之后,可以将该底座、该丝杆以及该转动机构手动调节得出的角度和距离,可以通过plc程序将手动调节得出的角度和距离生成数据,然后保存;亦可以将该烧杂装置设定为智能调节模式(即,这两种模式可相互切换)。
44.进一步地,在该烧杂装置的角度调整设置完成后,点火开启烧杂装置;所述控制器向所述步进电机输出转动角度信号(即,设定的角度值),所述步进电机根据该角度值,带动所述转动轴转动,将夹角角度a调整为设定的角度值,再推算出该火焰喷射角度b,利用该火焰喷射角度b对冷凝器的喇叭开口进行火烧,从而实现对喇叭开口进行烧除杂质。
45.还应当说明的是,为了使得该烧杂装置能够稳固固定,在使用时不会发生意外,所述转动机构包括有:固定轴和转动轴;其中,所述固定轴的一端需要与所述转动轴铰接,使得能够实现角度调整;所述固定轴的另一端需要与所述活动杆固定连接,为转动轴转动提供稳定的支点;另外,所述火焰管需要固定设置在所述转动轴上,防止喷火时发生滑动,引起意外。
46.还有,为了实现对转动机构的高度进行控制,提高装置使用时的灵活性,所述底座还包括有升起机构,该升起机构需要与所述活动杆联动,即两者需要实现相互运动,相互协调,进一步提高使用时的灵活性;另外,所述控制机构还需要与所述升起机构电连接,由该控制机构(控制台)对所述升起机构进行控制,实现能够对所述活动杆进行升降运动,最终能够实现对设置在活动杆上转动机构进行高度调整;值得注意的是,为进一步加强灵活性,上述的活动杆为丝杆,该丝杆能够对该转动机构进行微调。
47.与前述应用功能实现方法实施例相对应,本技术还提供了一种生产线及相应的实施例。
48.图5是本技术实施例示出的生产线的结构示意图。
49.参见图5,本技术实施例中生产线的一个实施例(实施例三)包括:
50.如上述所述的智能烧杂装置,以及冷凝器50和流水线60;所述冷凝器50包括有喇叭开口51,所述流水线60包括有传输板61;所述智能烧杂装置与所述流水线60相邻;所述冷凝器50放置在所述传输板61上,且所述喇叭开口51面向所述火焰管30;具体地,所述流水线60还包括有电动机62,所述电动机62与所述控制机构10电连接;所述控制机构10根据所述电动机62发出的电信号控制所述升起机构22的活动高度h;另外,所述升起机构22的活动高度h在0至2m之间。
51.在本实施例中,将该智能烧杂装置与所述冷凝器和所述流水线一致应用到实际的
冷凝器生产中,实现对该智能烧杂装置的功能;例如,将所述智能烧杂装置设置在所述流水线的附近,运行所述电动机,把冷凝器放置在所述流水线的传输板上,由电动机带动传输板运动,同时将所述冷凝器的喇叭开口面向该火焰管,在智能烧杂装置调整好角度之后,点着火焰管对喇叭开口进行火烧,去除喇叭开口的杂质,实现该智能烧杂装置的功能。另外,还可通过控制所述升起机构的活动高度控制火焰喷射角度b,实现对火焰喷射角度b进行调整,其中,所述升起机构的活动高度h在0至2m之间。
52.还应当说明的是,在生产过程中遇到设备异常时,该生产线还可以检测电动机的运行情况对该智能烧杂装置进行控制,当电动机的停止运行时间达到3秒时,该电动机通过向控制机构发送避险电信号,然后该控制机构通过控制底座的升起机构升起丝杆,拉高该智能烧杂装置与冷凝器喇叭开口的距离,避免该智能烧杂装置长时间火烧喇叭开口导致该喇叭开口报废;另外,当检测到该流水线的电动机开始运行时,该电动机向该控制机构发送恢复电信号,该控制机构自动恢复到原来的设定参数,并同时通过控制底座的升起机构降低丝杆的高度,使得该智能烧杂装置能够继续对冷凝器的喇叭开口进行火烧。
53.上文中已经参考附图详细描述了本技术的方案。在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其他实施例的相关描述。
54.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1