一种网络摄像机的poe供电器组装设备的制作方法
1.本发明涉及供电器组装技术领域,具体涉及一种网络摄像机的poe供电器组装设备。
背景技术:
2.网络摄像机是一种结合传统摄像机与网络技术所产生的新一代摄像机,它可以将影像通过网络传至地球另一端,且远端的浏览者不需用任何专业软件,只要标准的网络浏览器(如"microsoft ie或netscape)即可监视其影像。网络摄像机一般由镜头、图像、声音传感器、a/d转换器、图像、声音、控制器网络服务器、外部报警、控制接口等部分组成。
3.poe供电器,是poe供电系统中pse端设备,pse设备有两种,一种为poe交换机,一种即为poe供电器。poe交换机用于末端跨接法(endpoint),poe供电器用于中间跨接法(midspan),而网络摄像机的电源供电,离不开poe供电器。
4.通常poe供电器由盒体、盖体以及内部元件组成的内芯构成,在现有的对poe供电器的组装设备中,设备分散,功能单一,导致组装效率较低,影响生产速度。
技术实现要素:
5.本发明的目的是提供一种网络摄像机的poe供电器组装设备,以解决现有技术中的上述不足之处。
6.为了实现上述目的,本发明提供如下技术方案:一种网络摄像机的poe供电器组装设备,包括加工台,所述加工台一侧的顶部固定连接有支撑架,所述加工台的其中一端安装有壳体输送器,所述支撑架中部的内侧转动安装有转动块,所述转动块由驱动设备转动驱动,所述转动块的内部滑动安装有摆动杆,所述支撑架顶端的内侧设置有横杆,所述横杆的外部滑动安装有滑座,所述滑座的底部固定连接有竖直设置的导杆,所述导杆的底端滑动安装有弹性升降杆,且所述弹性升降杆具有自动向上的回弹力,所述摆动杆的一端通过转动接头转动连接有滑套,所述滑套滑动套接于导杆和弹性升降杆的外部,所述弹性升降杆底端的外侧固定连接有导向框,所述滑套外侧的底部通过连接块固定连接有盖体承压框,且所述盖体承压框与导向框的内部均设置有用于盖体下穿的空槽,所述滑座靠近支撑架一侧的底部固定连接有下弯板,所述盖体承压框内部设置有用于支撑和压制盖体的自动开合机构,且所述自动开合机构在盖体承压框向下靠近导向框时自动打开再关闭,所述支撑架的顶部固定安装有盖体上料仓,所述盖体上料仓的底端与盖体承压框滑动配合,所述盖体上料仓底端底部设置有自动下料机构,所述加工台顶部靠近壳体输送器的位置处设置有内芯支撑板,所述内芯支撑板远离支撑架的一端与加工台固定连接,所述内芯支撑板的顶部设置有内芯输送管,所述内芯输送管远离支撑架的一侧通过安装架与内芯支撑板固定安装。
7.优选的,所述转动接头与转动块之间设置有套设于摆动杆外部的压力弹簧。
8.优选的,所述自动开合机构包括两个挡片,两个所述挡片分别安装于盖体承压框
两侧的内部,且两个所述挡片均沿盖体承压框的宽度方向滑动安装。
9.优选的,两个所述挡片靠近弹性升降杆的一端均延伸至盖体承压框的外部,并固定连接有外延弯折段,两个所述外延弯折段与弹性升降杆的外壁滑动配合,所述弹性升降杆底端的两侧均固定连接有外凸块,所述挡片的内侧与盖体承压框之间固定连接有拉力弹簧,两个所述挡片在拉力弹簧的拉动下自动靠拢。
10.优选的,所述自动下料机构包括挡料板,所述挡料板滑动安装于盖体上料仓的底部,所述挡料板的内部设置有与盖体上料仓端口相同的用于盖体下穿的穿槽,所述挡料板靠近支撑架的一端延伸至盖体上料仓的外部,并固定连接有推动板,所述推动板与盖体上料仓之间设置有压力弹簧,且所述推动板与连接块滑动配合。
11.优选的,所述加工台顶部靠近壳体输送器的一端设置有刷胶板,所述刷胶板的一端与支撑架滑动连接,且所述刷胶板与加工台之间设置有压力弹簧,所述刷胶板设置为空心板状,且所述刷胶板的底部设置有刷胶海绵,所述刷胶板的底壁与刷胶海绵之间设置有渗透孔。
12.优选的,所述加工台顶部远离壳体输送器的一端设置有印刷器,所述印刷器的一端与支撑架滑动连接,且所述印刷器与加工台之间设置有压力弹簧。
13.优选的,所述连接块靠近支撑架的一侧固定连接有外延压杆,所述刷胶板与印刷器的外侧之间固定连接有连接架。
14.优选的,所述导杆底端的内部滑动安装有活塞,所述活塞的底部固定连接有连接杆,所述连接杆的底端贯穿导杆的底壁,并与弹性升降杆固定连接,所述活塞的顶壁与导杆的内腔顶壁之间设置有拉力弹簧。
15.优选的,所述导杆的内部固定安装有软管,所述软管的底端贯穿活塞,并延伸至活塞底部的空腔,所述软管的顶端延伸至导杆的顶端,并固定连接有出胶管和吸胶管,所述出胶管和吸胶管的内部均安装有单向阀,且所述出胶管与刷胶板的内部连接,所述吸胶管与外部储胶设备连接。
16.在上述技术方案中,本发明提供的技术效果和优点:
17.1、本发明通过对转动块进行转动驱动,利用横杆对滑座的导向以及导杆对滑套的导向,实现对滑套的正方形周向移动驱动,进而不仅利用滑套经过盖体上料仓底部实现了自动取盖的功能,而且利用滑套的下压还实现了对盖体的输送与自动拼装功能,同时,利用弹性升降杆的弹性升降,在滑套左移时位于较高位置跟随滑套左移,并经过内芯支撑板的顶部,还实现了将内芯自动推入至盒体内部的功能,进而配合后续的滑套的下压盒盖,完成了对poe供电器的和不断体循环组装功能,且利用滑套推动导向框右移时,下弯板对盒体的卡合推动,还实现了对组装好的poe供电器的自动下料的推动功能,从而极大的提高了设备的组装速度,大大的增强了设备使用的功能性和实用性;
18.2、本发明通过在加工台的两端分别设置刷胶板和印刷器,在滑套下降的过程中,利用外延压杆对刷胶板的压动,可以对刷胶板和印刷器同时进行下压,进而对孔的盒体进行下压刷胶,并向组装完毕的poe供电器的盖体顶部进行文字印刷,同时,通过在导杆的内部安装软管,在盖体承压框压动导向框下移时,活塞压缩注射腔,将内部的胶水从出胶管挤入至刷胶板中,完成对盒体的同步涂胶功能,而在后期滑套上移,活塞和弹性升降杆在拉力弹簧拉动下自动上移时,利用吸胶管从外部储胶设备吸取胶水待用,进一步的提高了设备
使用的实用性和功能性。
附图说明
19.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
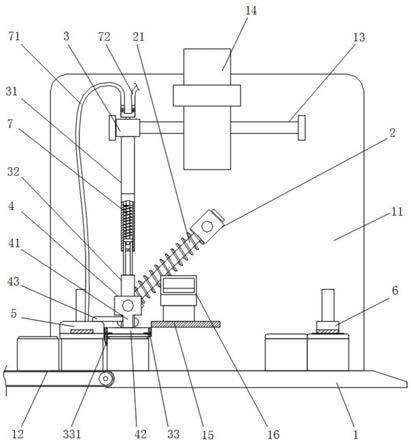
20.图1为本发明的压盖状态示意图。
21.图2为本发明的工作过程示意图。
22.图3为本发明的取盖状态示意图。
23.图4为本发明压盖状态下盖体承压框的结构放大图。
24.图5为本发明图1状态下的左视图。
25.图6为本发明图1状态下的俯视图。
26.图7为本发明盖体承压框的俯视图。
27.图8为本发明盖体承压框运载至盖体上料仓底部时的俯视图。
28.图9为本发明图导杆的内部结构示意图。
29.附图标记说明:
30.1、加工台;11、支撑架;12、壳体输送器;13、横杆;14、盖体上料仓;141、挡料板;142、推动板;15、内芯支撑板;16、内芯输送管;2、转动块;21、摆动杆;22、转动接头;3、滑座;31、导杆;311、活塞;32、弹性升降杆;321、外凸块;322、连接杆;33、导向框;331、下弯板;4、滑套;41、连接块;42、盖体承压框;43、外延压杆;44、挡片;441、外延弯折段;5、刷胶板;6、印刷器;7、软管;71、出胶管;72、吸胶管;8、连接架。
具体实施方式
31.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明做进一步的详细介绍。
32.本发明提供了如图1
‑
8所示的一种网络摄像机的poe供电器组装设备,包括加工台1,所述加工台1一侧的顶部固定连接有支撑架11,所述加工台1的其中一端安装有壳体输送器12,所述支撑架11中部的内侧转动安装有转动块2,所述转动块2由驱动设备转动驱动,所述转动块2的内部滑动安装有摆动杆21,所述支撑架11顶端的内侧设置有横杆13,所述横杆13的外部滑动安装有滑座3,所述滑座3的底部固定连接有竖直设置的导杆31,所述导杆31的底端滑动安装有弹性升降杆32,且所述弹性升降杆32具有自动向上的回弹力,所述摆动杆21的一端通过转动接头22转动连接有滑套4,所述滑套4滑动套接于导杆31和弹性升降杆32的外部,所述弹性升降杆32底端的外侧固定连接有导向框33,所述滑套4外侧的底部通过连接块41固定连接有盖体承压框42,且所述盖体承压框42与导向框33的内部均设置有用于盖体下穿的空槽,所述滑座3靠近支撑架11一侧的底部固定连接有下弯板331,所述盖体承压框42内部设置有用于支撑和压制盖体的自动开合机构,且所述自动开合机构在盖体承压框42向下靠近导向框33时自动打开再关闭,所述支撑架11的顶部固定安装有盖体上料仓14,所述盖体上料仓14的底端与盖体承压框42滑动配合,所述盖体上料仓14底端底部设置有自动下料机构,所述加工台1顶部靠近壳体输送器12的位置处设置有内芯支撑板15,所述
内芯支撑板15远离支撑架11的一端与加工台1固定连接,所述内芯支撑板15的顶部设置有内芯输送管16,所述内芯输送管16远离支撑架11的一侧通过安装架与内芯支撑板15固定安装;
33.进一步的,在上述技术方案中,所述转动接头22与转动块2之间设置有套设于摆动杆21外部的压力弹簧,进而可以推动滑套4远离转动块2保证滑套4始终沿最外界边缘移动;
34.进一步的,在上述技术方案中,所述自动开合机构包括两个挡片44,两个所述挡片44分别安装于盖体承压框42两侧的内部,且两个所述挡片44均沿盖体承压框42的宽度方向滑动安装;
35.进一步的,在上述技术方案中,两个所述挡片44靠近弹性升降杆32的一端均延伸至盖体承压框42的外部,并固定连接有外延弯折段441,两个所述外延弯折段441与弹性升降杆32的外壁滑动配合,所述弹性升降杆32底端的两侧均固定连接有外凸块321,所述挡片44的内侧与盖体承压框42之间固定连接有拉力弹簧,两个所述挡片44在拉力弹簧的拉动下自动靠拢;
36.进一步的,在上述技术方案中,所述自动下料机构包括挡料板141,所述挡料板141滑动安装于盖体上料仓14的底部,所述挡料板141的内部设置有与盖体上料仓14端口相同的用于盖体下穿的穿槽,所述挡料板141靠近支撑架11的一端延伸至盖体上料仓14的外部,并固定连接有推动板142,所述推动板142与盖体上料仓14之间设置有压力弹簧,且所述推动板142与连接块41滑动配合,进而在盖体承压框42经过上料仓14底部时,连接块41会推动推动板142带动挡料板141移动,即可使穿槽与上料仓14底部对接,使盖体自动落入盖体承压框42中,而当盖体承压框42移出时,挡料板(141)自动回弹挡料,从而完成盖体的自动下料功能;
37.实施方式具体为:通过对转动块2进行逆时针转动驱动,进而带动摆动杆21不断的摆动,进而可以带动滑套4以横杆13和摆动杆21为导向边界进行正方形的周向运动,例如,从图2所示位置开始,在转动块2的继续转动过程中,会带动滑套4和滑座3先水平向左运动,使盖体承压框42经过盖体上料仓14的底部,触发自动下料机构,使盖体上料仓14中的盖体下落至盖体承压框42中,并由两个挡片44进行支撑,随后带着盖体继续左移,并在左移至极限后,导杆31不再移动,此时,滑套4开始沿着导杆31和弹性升降杆32竖直下移,而通过在加工台1的一端设置壳体输送器12,利用壳体输送器12向加工台1上输送盒体,此时加工台1的端部已经有了一个盒体,且滑套4在左移的过程中,由于滑套4均位于较高位置,弹性升降杆32在自身弹性的作用下位于高于内芯支撑板15的位置,因此在滑套4左移的过程中,也会带动导向框33在内芯支撑板15的顶部向左移动,并将内芯输送管16输送至内芯支撑板15顶部的供电器内芯向左推动,并掉落至盒体中进行组装,在滑套4左移至极限,并下移后,如图1所示,此时导杆31保持不动,导向框33对准在刚装好内芯的盒体上方,且下弯板331正卡在盒体的外侧,滑套4沿导杆31和弹性升降杆32下移,当滑套4即将移动靠近至导向框33时,两个外延弯折段441会经过两个外凸块321,并在经过时同时向外移动,从而暂时解除对盖体的支撑,使盖体下落,并掉落在装好内芯的盒体上,而后挡片44快速复位,从而在滑套4继续下移的过程中,可以利用挡片44对盖体进行压制,而同时,滑套4的下移时盖体承压框42与导向框33触碰后也会将弹性升降杆32和导向框33整体下压,使其紧贴在装好盖体的盒体上方,且高度低于内芯支撑板15的高度,以便于后期右移时穿过内芯支撑板15,此时挡片44对
盖体进行紧密压制,而随着转动块2的继续转动,会带动滑套4和导杆31向右移动,从而利用下弯板331将组装好的poe供电器向有推送,从而完成对poe供电器的下料推动功能,以此循环,即可实现不断的自动装内芯,自动取盖,自动压盖等自动组装功能,极大的提高了poe供电器的组装效率,因此,通过对转动块2进行转动驱动,利用横杆13对滑座3的导向以及导杆31对滑套4的导向,实现对滑套4的正方形周向移动驱动,进而不仅利用滑套4经过盖体上料仓14底部实现了自动取盖的功能,而且利用滑套4的下压还实现了对盖体的输送与自动拼装功能,同时,利用弹性升降杆32的弹性升降,在滑套4左移时位于较高位置跟随滑套4左移,并经过内芯支撑板15的顶部,还实现了将内芯自动推入至盒体内部的功能,进而配合后续的滑套4的下压盒盖,完成了对poe供电器的和不断体循环组装功能,且利用滑套4推动导向框33右移时,下弯板331对盒体的卡合推动,还实现了对组装好的poe供电器的自动下料的推动功能,从而极大的提高了设备的组装速度,大大的增强了设备使用的功能性和实用性。
38.如图1和9所示的一种网络摄像机的poe供电器组装设备,所述加工台1顶部靠近壳体输送器12的一端设置有刷胶板5,所述刷胶板5的一端与支撑架11滑动连接,且所述刷胶板5与加工台1之间设置有压力弹簧,所述刷胶板5设置为空心板状,且所述刷胶板5的底部设置有刷胶海绵,所述刷胶板5的底壁与刷胶海绵之间设置有渗透孔;
39.进一步的,在上述技术方案中,所述加工台1顶部远离壳体输送器12的一端设置有印刷器6,所述印刷器6的一端与支撑架11滑动连接,且所述印刷器6与加工台1之间设置有压力弹簧;
40.进一步的,在上述技术方案中,所述连接块41靠近支撑架11的一侧固定连接有外延压杆43,所述刷胶板5与印刷器6的外侧之间固定连接有连接架8;
41.进一步的,在上述技术方案中,所述导杆31底端的内部滑动安装有活塞311,所述活塞311的底部固定连接有连接杆322,所述连接杆322的底端贯穿导杆31的底壁,并与弹性升降杆32固定连接,所述活塞311的顶壁与导杆31的内腔顶壁之间设置有拉力弹簧;
42.所述导杆31的内部固定安装有软管7,所述软管7的底端贯穿活塞311,并延伸至活塞311底部的空腔,所述软管7的顶端延伸至导杆31的顶端,并固定连接有出胶管71和吸胶管72,所述出胶管71和吸胶管72的内部均安装有单向阀,且所述出胶管71与刷胶板5的内部连接,所述吸胶管72与外部储胶设备连接;
43.实施方式具体为:通过在加工台1的两端分别设置刷胶板5和印刷器6,并通过连接架8将二者相连,进而在滑套4下降的过程中,利用外延压杆43对刷胶板5的压动,可以对刷胶板5和印刷器6同时进行下压,进而可以使刷胶板5向位于壳体输送器12上方的盒体进行下压刷胶,并利用印刷器6向已经组装完毕的poe供电器的盖体顶部进行文字印刷,进一步的提高装置的功能性,加快对poe供电器的生产效率,同时,通过在导杆31的内部设置活塞311,并利用连接杆322与活塞311的连接,对弹性升降杆32进行升降滑动支撑,且利用拉力弹簧对活塞311的拉力,可以支撑弹性升降杆32自动上升,进而完成对弹性升降杆32和导向框33在无盖体承压框42压制的情况下自动上移,并到达内芯支撑板15上方的位置,同时,通过在导杆31的内部安装软管7,并将软管7的底端活塞311,进而使活塞311的底部形成一个注射腔,进而利用出胶管71和吸胶管72的单向阀作用,在盖体承压框42压动导向框33下移时,活塞311压缩注射腔,将内部的胶水从出胶管71挤入至刷胶板5中,此时刷胶板5被外延
压杆43压动下移,进而完成了对盒体的同步涂胶功能,而在后期滑套4上移,活塞311和弹性升降杆32在拉力弹簧拉动下自动上移时,利用吸胶管72从外部储胶设备吸取胶水待用,进一步的提高了设备使用的实用性和功能性。
44.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1