一种热水器内胆的智能焊接装置及其焊接方法与流程
:
1.本发明涉及智能焊接设备技术领域,更具体的说涉及一种热水器内胆的智能焊接装置及其焊接方法。
背景技术:
2.热水器已经广泛应用于家庭及工业用热水,在储水式热水器中,热水器内胆作为热水器储水部件,其密封性能和内部防腐性能直接影响了热水器的使用寿命。
3.热水器内胆在加工时,第一步骤则是内胆由矩形的板材卷曲后形成,板材卷曲后对接的两端通过焊接的方式连接从而形成第一焊缝,然而,由于第一焊缝的范围最大加上现有的内胆焊接水平,经常会出现焊缝过大、焊接面不均匀等情况,不但会造成焊缝处所在的搪瓷层不均匀,容易引起釉面开裂的情况,而且也会影响后续在内胆两端开口处焊接端盖的加工,因此该焊接步骤尤为重要。
技术实现要素:
4.本发明的目的就是针对现有技术之不足,而提供一种热水器内胆的智能焊接装置及其焊接方法,该焊接方法对于内胆的定位、内胆的焊接以及内胆的下料都是采用自动化手段,未焊接的热水器内胆在放入该智能焊接装置后,通过可活动的竖直定位片就能确保热水器内胆在被夹持收紧固定后其待焊开口是竖直朝下并且不会发生交错现象,另外本装置将焊接头与弧面压条结合在了一起,弧面压条压在了热水器内胆的整个待焊开口处后竖直定位片才随后脱离待焊开口,真正做到了无缝对接,从而使得待焊开口始终保持平整和紧密的状态,即便是在收紧状态下也不会发生交错的现象,最后在焊接时弧面压条一边往后运动,而焊接头则一边焊接,从而使得所形成的第一焊缝既细小又平整。
5.为实现上述技术方案,本发明提供如下技术方案:
6.一种热水器内胆的智能焊接装置,包括底座,其特征在于:所述底座的顶面设有定位机构且在定位机构的左侧方和正后方分别设有夹持下料机构和辅助焊接机构,所述定位机构包括顶板顶面为弧形面的定位架,所述夹持下料机构包括折弯架,折弯架的顶板下方设有承载半圆柱和夹持收紧架,所述辅助焊接机构包括焊接座,焊接座的顶面活动设有弧面压条且在弧面压条的前端设有焊接头。
7.作为上述技术方案的优选,所述折弯架的顶板底面设有竖直固定板且在竖直固定板的前侧壁下端固定有承载半圆柱,夹持收紧架活动设置在承载半圆柱的正上方;所述弧面压条的顶面前端设有焊接安装架,焊接头固定在焊接安装架的顶板中。
8.作为上述技术方案的优选,所述折弯架的顶板顶面设有夹持气缸,夹持气缸的活塞杆穿过折弯架的顶板且连接有夹持收紧架,夹持收紧架的顶板顶面设有竖直导杆,所述夹持收紧架的顶板底面设有压紧弹簧,所述压紧弹簧的底端设有底面为弧形面的上压块,所述夹持收紧架的两侧板内壁上设有一对弧形限位凸起。
9.作为上述技术方案的优选,所述定位机构还包括支撑架,定位架固定在支撑架的
顶板顶面上,支撑架的顶板底面设有调节气缸,调节气缸的活塞杆穿过支撑架的顶板连接有长条座,竖直定位片穿过定位架的顶板且弹性安装在长条座中;所述承载半圆柱的顶面为圆弧面且在顶面设有可移动的下料推块,承载半圆柱的底面设有可移动的降温喷头。
10.作为上述技术方案的优选,所述承载半圆柱的底面设有移动通槽,承载半圆柱的顶面设有与移动通槽相连通的十字滑槽,移动通槽内设有滑行气缸,十字滑槽内滑动设有下料推块,所述降温喷头安装在滑行气缸的底面,滑行气缸的顶面设有传动气缸,传动气缸的活塞杆正对着下料推块的底面具有的传动连接孔。
11.作为上述技术方案的优选,所述焊接座的顶面具有的焊接滑槽中滑动设有焊接辅助座,所述焊接辅助座中设有活动通槽,活动通槽的上下端壁之间设有竖直导向条,弧面压条套设在竖直导向条上,竖直导向条的顶面与活动通槽的上端面之间连接有焊接压簧,竖直导向条的底面为弧形面且在弧形面的后端设有卡槽,所述焊接座的顶面左右两侧设有一对导轨,两个导轨上滑动设有移动调位座,移动调位座的顶面具有的凹槽中转动设有与卡槽相配合的滚轮,所述焊接座的顶面前后两端分别设有前固定板和解锁杆,前固定板与移动调位座之间连接有复位拉簧,所述解锁杆的水平部穿过焊接辅助座且正对着移动调位座。
12.作为上述技术方案的优选,所述焊接滑槽的前后两端转动设有移动丝杆,焊接辅助座螺接在移动丝杆上,焊接座的后侧壁上设有驱动移动丝杆转动的移动电机。
13.本发明另一个要解决的技术问题是采用该焊接装置得到一种热水器内胆的焊接方法。
14.本发明要解决上述技术问题的方案是:一种热水器内胆的焊接方法,包括如下步骤:
15.a、将弯曲成型的内胆放在承载半圆柱上,使内胆的待焊开口朝下且使竖直定位片处在待焊开口中;
16.b、夹持收紧架下降将内胆的上端压住并且对内胆的两端进行限位收紧;
17.c、弧面压条伸入内胆中然后压靠在整个待焊开口处,此时竖直定位片弹性缩回一部分,随后调节气缸的活塞杆缩回,长条座下降,竖直定位片彻底脱离内胆;
18.d、弧面压条一边往后移动,焊接头一边对待焊开口进行焊接,完成后,降温喷头对焊缝进行喷洒降温,最后通过下料推块将焊接好的内胆推出承载半圆柱。
19.本发明的有益效果在于:该焊接方法对于内胆的定位、内胆的焊接以及内胆的下料都是采用自动化手段,未焊接的热水器内胆在放入该智能焊接装置后,通过可活动的竖直定位片就能确保热水器内胆在被夹持收紧固定后其待焊开口是竖直朝下并且不会发生交错现象,另外本装置将焊接头与弧面压条结合在了一起,弧面压条压在了热水器内胆的整个待焊开口处后竖直定位片才随后脱离待焊开口,真正做到了无缝对接,从而使得待焊开口始终保持平整和紧密的状态,即便是在收紧状态下也不会发生交错的现象,最后在焊接时弧面压条一边往后运动,而焊接头则一边焊接,从而使得所形成的第一焊缝既细小又平整。
附图说明
20.下面结合附图对本发明做进一步的说明:
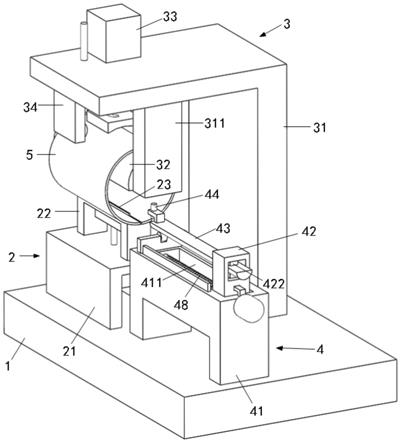
21.图1为本发明焊接装置进行焊接时的后视三维立体图;
22.图2为本发明焊接装置的右视图;
23.图3为本发明焊接装置的正视图;
24.图4为本发明焊接装置中辅助焊接机构的结构示意图;
25.图5为本发明焊接装置中承载半圆柱的下视三维立体图;
26.图6为本发明焊接装置中承载半圆柱的内部结构示意图;
27.图7为本发明焊接装置的结构示意图。
具体实施方式
28.以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。本实施例中提到的“上方”、“下方”与附图本身上方、下方的方向一致,仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,也当视为本发明可实施的范畴。
29.见图1至图7所示,一种热水器内胆的智能焊接装置,包括底座1,所述底座1的顶面设有定位机构2且在定位机构2的左侧方和正后方分别设有夹持下料机构3和辅助焊接机构4,所述定位机构2包括顶板顶面为弧形面的定位架22,所述夹持下料机构3包括折弯架31,折弯架31的顶板下方设有承载半圆柱32和夹持收紧架34,所述辅助焊接机构4包括焊接座41,焊接座41的顶面活动设有弧面压条43且在弧面压条43的前端设有焊接头44。
30.进一步地说,所述折弯架31的顶板底面设有竖直固定板311且在竖直固定板311的前侧壁下端固定有承载半圆柱32,夹持收紧架34活动设置在承载半圆柱32的正上方;所述弧面压条43的顶面前端设有焊接安装架441,焊接头44固定在焊接安装架441的顶板中。
31.进一步地说,所述折弯架31的顶板顶面设有夹持气缸33,夹持气缸33的活塞杆穿过折弯架31的顶板且连接有夹持收紧架34,夹持收紧架34的顶板顶面设有竖直导杆341,所述夹持收紧架34的顶板底面设有压紧弹簧391,所述压紧弹簧391的底端设有底面为弧形面的上压块39,所述夹持收紧架34的两侧板内壁上设有一对弧形限位凸起342。
32.进一步地说,所述定位机构2还包括支撑架21,定位架22固定在支撑架21的顶板顶面上,支撑架21的顶板底面设有调节气缸25,调节气缸25的活塞杆穿过支撑架21的顶板连接有长条座24,竖直定位片23穿过定位架22的顶板且弹性安装在长条座24中;所述承载半圆柱32的顶面为圆弧面且在顶面设有可移动的下料推块35,承载半圆柱32的底面设有可移动的降温喷头36。
33.进一步地说,所述承载半圆柱32的底面设有移动通槽321,承载半圆柱32的顶面设有与移动通槽321相连通的十字滑槽322,移动通槽321内设有滑行气缸37,十字滑槽322内滑动设有下料推块35,所述降温喷头36安装在滑行气缸37的底面,滑行气缸37的顶面设有传动气缸38,传动气缸38的活塞杆正对着下料推块35的底面具有的传动连接孔351。
34.进一步地说,所述焊接座41的顶面具有的焊接滑槽411中滑动设有焊接辅助座42,所述焊接辅助座42中设有活动通槽421,活动通槽421的上下端壁之间设有竖直导向条422,弧面压条43套设在竖直导向条422上,竖直导向条422的顶面与活动通槽421的上端面之间连接有焊接压簧432,竖直导向条422的底面为弧形面且在弧形面的后端设有卡槽431,所述焊接座41的顶面左右两侧设有一对导轨452,两个导轨452上滑动设有移动调位座45,移动
调位座45的顶面具有的凹槽中转动设有与卡槽431相配合的滚轮451,所述焊接座41的顶面前后两端分别设有前固定板453和解锁杆47,前固定板453与移动调位座45之间连接有复位拉簧454,所述解锁杆47的水平部穿过焊接辅助座42且正对着移动调位座45。
35.进一步地说,所述焊接滑槽411的前后两端转动设有移动丝杆48,焊接辅助座42螺接在移动丝杆48上,焊接座41的后侧壁上设有驱动移动丝杆48转动的移动电机46。
36.结合图1至图7来说明本发明的焊接方法以及整个工作原理:
37.1、将弯曲成型的内胆5放在承载半圆柱32上,使内胆5的待焊开口朝下且使竖直定位片23处在待焊开口中,启动夹持气缸33,夹持收紧架34下降,首先上压块39压住内胆5的上端,随后两个弧形限位凸起342接触到内胆5的两侧外壁使对内胆5进行限位收紧,而内胆5的下端又被限制在定位架22的弧形顶面中,此时相当于内胆5的上下左右四个方位都被限制,实现了定位和固定,而且由于竖直定位片23的存在使得内胆5的待焊开口即便在收紧的状态下也不容易发生交错的情况;
38.2、启动移动电机46,焊接辅助座42往前移动,弧面压条43慢慢伸入内胆5内,当弧面压条43底部的卡槽431移动到滚轮451处时,此时,滚轮451正好卡入卡槽431,并且在焊接压簧432的作用下,弧面压条43下降并弹性压靠在内胆5的待焊开口处,与此同时竖直定位片23也在弧面压条43的压力下缩回长条座24内一部分,随后调节气缸25的活塞杆缩回,长条座24下降,竖直定位片23彻底脱离内胆5,此时内胆5的待焊开口真正闭合了,虽然竖直定位片23脱离了但是由于弧面压条43的压靠也不会使内胆5的待焊开口发生交错的现象,待焊开口始终保持平整和紧密的状态,真正做到了无缝对接的技术效果;
39.3、移动电机46的输出轴反转,焊接辅助座42复位,启动焊接头44,弧面压条43一边往后移动,焊接头44一边对待焊开口进行焊接,在移动过程中弧面压条43始终是压靠在内胆5的下端内壁上的,从而使得形成的焊缝更加的平整,在弧面压条43往后移动的过程中,由于滚轮451正好卡入卡槽431中,因此也带动了移动调位座45的移动,当完成焊接后,移动调位座45移动到了焊接座41的后方,并且被解锁杆47顶靠,然后滚轮451脱离卡槽431并且在复位拉簧454的作用下往前移动复位,此时弧面压条43自动上升不再压靠内胆5;
40.4、完成焊接后,滑行气缸37前后来回移动一趟,降温喷头36对焊缝进行喷洒降温,随后夹持气缸33的活塞杆复位,此时整个内胆5不再受到束缚,然后启动传动气缸38,传动气缸38的活塞杆插入传动连接孔351中,同样在滑行气缸37的作用下,下料推块35往前移动将焊接好的内胆5推出承载半圆柱32实现自动下料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1