一种带锯条分齿模及其加工方法与流程
1.本发明涉及带锯条加工技术领域,尤其涉及一种带锯条分齿模及其加工方法。
背景技术:
2.硬质合金带锯条广泛应用于锯切难切的金属材料,如模具钢、不锈钢、表面淬硬钢、钛及钛合金、镍基合金、高温合金等,并广泛应用于高速锯切铝合金、硬木材料。目前市场上使用的硬质合金带锯条产品,主要有分齿型和不分齿型两大类。这两种硬质合金带锯条产品都是以优质弹簧钢为背材,在齿尖位置焊接硬质合金颗粒(即硬质合金刀头),通过金刚砂轮将硬质合金刀头磨削成锋利的齿尖,其中弹簧钢背材可保证带体的韧性和刚性,硬质合金齿尖保证良好的切削性能。硬质合金刀头一般有圆球和圆柱两种,圆球一般用于分齿型硬质合金产品,圆柱一般用于不分齿型硬质合金产品。分齿型产品在完成齿尖磨削成形后,最后进行分齿,成为硬质合金带锯条成品。
3.如图1所示,现有的双金属带锯条分齿机上的分齿模中,分齿头2为硬质合金块,通过紧固螺钉8锁紧在模座1上。该分齿模用于双金属带锯条在淬火之前分齿,属于软分齿。硬质合金带锯条分齿前已经进行淬回火热处理,属于硬分齿,这种双金属带锯条分齿模不能满足硬质合金带锯条分齿要求。其主要存在以下问题:
4.(1)分齿头会接触硬质合金齿尖,引起齿尖开裂损伤;
5.(2)分齿头与带体平行分齿,接触线长,分齿力较大,容易损伤分齿模,还会加大分齿量波动。
6.(3)分齿线会打在焊缝位置,容易导致焊缝开裂;
7.(4)分齿量调整不方便,不能实现单侧分齿量独立调整。
技术实现要素:
8.本发明的目的在于提供一种带锯条分齿模及其加工方法,可以解决现有分齿模分硬质合金带锯条存在的技术问题。
9.本发明的技术方案是:一种带锯条分齿模包括模座、分齿头和调节组件,所述模座内设有安装腔,所述分齿头包括夹持部和设于所述夹持部一端的分齿部,所述夹持部安装于所述安装腔内,所述分齿部延伸至模座的外侧,所述调节组件自远离分齿部的一端伸入所述模座内并与夹持部连接,所述调节组件带动所述分齿头相对于所述模座轴向位移。
10.优选的,所述调节组件包括锁紧螺钉和调整螺钉,所述调整螺钉的外周设有外螺纹,内部设有通孔;所述外螺纹与所述模座螺纹连接,所述锁紧螺钉穿过所述调整螺钉的通孔并与所述夹持部螺纹连接。采用螺钉的螺旋调节,一方面,调节更为方便,另一方面,能实现微量调节。
11.优选的,所述调整螺钉与所述夹持部的端部接触。
12.优选的,所述模座具有相对设置的c面和d面,所述c面与d面的连线与所述调节组件的轴线垂直;所述安装腔在d面上为敞口;所述安装腔内设有压块,所述压块位于所述分
齿头的旁侧;在所述d面上盖设有压板,所述压板同时与分齿头和压块贴合。
13.优选的,所述压块的宽度w1与分齿头的宽度w2之和等于安装腔的宽度w。
14.优选的,所述分齿部上设有倾斜的分齿斜线,所述分齿斜线在分齿头的厚度t的方向从d面侧向c面侧向下且凸伸倾斜的三维斜线。
15.优选的,所述分齿部上设有ab面和bb面,所述ab面在分齿头的宽度w2的方向上自分齿部的末端向下倾斜;所述bb面在分齿头的厚度t的方向上自分齿部的一侧向另一侧凸伸倾斜,使所述bb面在分齿头的厚度t方向上的投影为三角形,且该三角形的一个腰边与ab面共边,共边的这条腰边线为分齿斜线。
16.优选的,所述三角形的顶点超过所述分齿头的厚度中线h。以形成更优的分齿斜线,在分齿时得到理想的分齿效果。
17.优选的,所述模座包括第一壁和自所述第一壁弯折设置的第二壁,所述安装腔设于所述第一壁内,所述第二壁上设有至少一个安装孔,所述安装孔为沿模座的宽度w3方向延伸的腰型孔。
18.本发明还提供一种上述带锯条分齿模的加工方法,所述模座具有相对设置的c面和d面,所述c面与d面的连线与所述调节组件的轴线垂直;
19.所述带锯条分齿模加工方法包括如下步骤:
20.1)将分齿模安装在组合夹具上,将组合夹具置于平面磨床磁性平台上,分齿模c面朝向正面(操作者),分齿模的d面朝向平面磨床;先调整左右角度,将组合夹具向左旋转,使分齿模向左侧倾斜5
°
,调节后锁紧角度;再调整前后角度,旋转组合夹具,将c面向d面旋转倾斜22
°
,调节后锁紧角度;两个方向的角度同时调整好后,第一次磨削加工分齿部上的ab面,使ab面位于d面的末端形成尖角;
21.2)保持分齿模c面朝向操作者不变,将组合夹具向右旋转,将分齿模向右侧倾斜12
°
,调整后锁紧角度;再调整前后角度,旋转组合夹具,将d面向c面旋转倾斜8
°
,调节后锁紧角度。两个方向的角度同时调整好后,第二次加工分齿部上的bb面,平磨到步骤“1)”中尖角,并超过尖角,得到尖角处倒角l为0.5mm;使其形成在分齿头厚度方向上向下倾斜的斜面;斜面ab面和斜面bb面相交得到一条分齿斜线;完成带锯条分齿模磨削加工。
22.与相关技术相比,本发明的有益效果为:
23.一、通过分齿模中的调节组件调整分齿量大小,实现分齿量微调;
24.二、设计斜线分齿,能够减小分齿力,保护焊缝和齿尖,实现硬质合金带锯条的硬分齿;
25.三、斜线分齿能够增大齿部扭转角度,提升齿尖切削性能。
附图说明
26.图1为现有的双金属带锯条分齿模的结构示意图;
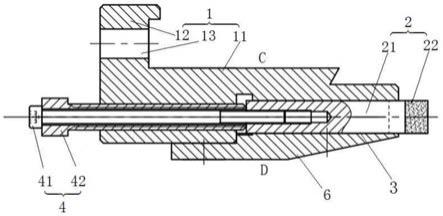
27.图2为本发明提供的带锯条分齿模的剖视结构示意图;
28.图3为图2的仰视图;
29.图4为图3的局部剖示意图;
30.图5为图2中的分齿头和模座的局部放大示意图;
31.图6为图2的左侧视图;
32.图7为本发明提供的带锯条分齿模在加工时装夹的示意图(一);
33.图8为本发明提供的带锯条分齿模在加工时装夹的示意图(二);
34.图9为本发明提供的带锯条分齿模在加工时装夹的示意图(三);
35.图10为本发明提供的带锯条分齿模在加工时装夹的示意图(四);
36.图11为带锯条分齿效果示意图。
37.附图中,1
‑
模座、11
‑
第一壁、12
‑
第二壁、13
‑
安装孔、2
‑
分齿头、21
‑
夹持部、22
‑
分齿部、4
‑
调节组件、41
‑
锁紧螺钉、42
‑
调整螺钉、5
‑
压块、6
‑
压板、7
‑
分齿斜线、8
‑
紧固螺钉。
具体实施方式
38.以下将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。为叙述方便,下文中如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
39.如图2所示,本实施例提供的一种带锯条分齿模包括模座1、分齿头2、安装腔3、调节组件4、压块5、压板6、分齿斜线7和紧固螺钉8。
40.所述模座1包括第一壁11和自所述第一壁11弯折设置的第二壁12,所述安装腔3设于所述第一壁11内,并在安装腔3的旁侧设有贯通的螺纹孔,所述螺纹孔和安装腔3相通。
41.所述分齿头2包括夹持部21和设于所述夹持部21一端的分齿部22,所述夹持部21安装于所述安装腔3内,所述分齿部22延伸至模座1的外侧。所述螺纹孔用于安装调节组件4,且所述调节组件4向安装腔3的方向延伸并与夹持部21相连。
42.所述第二壁12上设有至少一个安装孔13,所述安装孔13为沿模座1的宽度w3方向延伸的腰型孔(如图6所示)。所述第二壁12通过所述安装孔13和内六角螺钉与分齿机(未图示)连接。
43.所述模座1具有相对设置的c面和d面,所述c面与d面的连线与所述调节组件4的轴线垂直。所述安装腔3在d面上为敞口。如图4所示,所述安装腔3内设有压块5,所述压块5位于所述分齿头2的旁侧。所述压块5的宽度w1与分齿头2的宽度w2之和等于安装腔3的宽度w。分齿头2安装在安装腔3内,侧面(宽度方向的旁侧)用压块5消除间隙。实际装配中,w1+w2=w不是绝对的,因存在加工误差等,最终得出的侧面配合间隙在0~0.02mm。即w1+w2+0~0.02mm=w。
44.所述压板6盖设于所述d面上,且所述压板6通过螺钉(如图3所示未标号)同时与分齿头2和压块5贴合。压板6将分齿头2和压块5压住限位,配合间隙在0~0.02mm。
45.所述调节组件4包括锁紧螺钉41和调整螺钉42,所述调整螺钉42的外周设有外螺纹,内部设有通孔。所述外螺纹与所述模座1上的螺纹孔螺纹连接。所述锁紧螺钉41穿过所述调整螺钉42的通孔并与所述夹持部21螺纹连接。且所述调整螺钉42与所述夹持部21的端部接触并顶紧。
46.所述调整螺钉42可以轴向调整分齿头2的位置,轴向指调整螺钉42的轴向。所述锁紧螺钉41可以锁紧分齿头2。
47.所述调节组件4的调节方法为:旋转调整螺钉42,推动分齿头2在安装腔3内滑动并向外伸出,直至伸到合适的位置,再通过旋紧锁紧螺钉41将分齿头2的位置固定,与调节螺
钉42成为一个整体。如需将分齿头2缩回,则先松开锁紧螺钉41,反方向旋转调整螺钉42,再旋紧锁紧螺钉41,使分齿头2在安装腔3内滑动并缩回紧靠调节螺钉42前端面,与调节螺钉42锁紧成为一个整体。由此实现在轴向上的分齿头2位置的调整,从而实现分齿量的调整。
48.同时,为了减小分齿力,并保证分齿打击位置不影响齿尖及焊缝,所述分齿部22上设有倾斜的分齿斜线7,所述分齿斜线7在分齿头2的厚度t的方向从d侧向c侧向下倾斜,同时所述分齿斜线7还具有从e点向远离e点方向的倾斜(凸伸)的三维斜线。
49.具体为,如图5所示,所述分齿部22上设有ab面和bb面,所述ab面在分齿头2的宽度w2的方向上自分齿部22的末端向下倾斜。所述bb面在分齿头2的厚度t的方向上自分齿部22的一侧向另一侧凸伸倾斜,使所述bb面在分齿头2的厚度t方向上的投影为三角形。厚度t方向上的投影指将分齿模1摆放如图5所示的位置时的投影。所述三角形的一个腰边与ab面共边,共边的这条腰边线为分齿斜线7。所述三角形的顶点超过所述分齿头2的厚度中线h。
50.硬质合金带锯条为淬火后的硬分齿,从分齿头角度设计方面入手,以实现减少同时接触的长度,以减小分齿力。同时,为了保证分齿线与硬质合金齿尖焊缝保持安装距离,需要将分齿线设计为斜线,形成如图5所示的分齿斜线7。
51.本发明还提供一种上述带锯条分齿模的加工方法,需要对分齿头的分齿部进行特殊磨削,以能够形成分齿斜线7,具体包括如下步骤:
52.1)分齿模c面朝向正面(操作者),分齿模的d面朝向平面磨床;如图7所示,先调整左右角度,将组合夹具向左旋转,使分齿模向左侧倾斜5
°
,调节后锁紧角度;如图8所示,再调整前后角度,旋转组合夹具,将c面向d面旋转倾斜22
°
,调节后锁紧角度。两个方向的角度同时调整好后,第一次磨削加工分齿部上的ab面,使ab面位于d面的末端形成尖角;
53.2)保持分齿模c面朝向操作者不变,如图9所示,将组合夹具向右旋转,将分齿模向右侧倾斜12
°
,调整后锁紧角度;如图10所示,再调整前后角度,旋转组合夹具,将d面向c面旋转倾斜8
°
,调节后锁紧角度。两个方向的角度同时调整好后,第二次加工分齿部上的bb面,平磨到步骤“1)”中尖角,并超过尖角,得到尖角处倒角l为0.5mm。使其形成在分齿头厚度方向上向下倾斜的斜面;斜面ab面和斜面bb面相交得到一条分齿斜线;完成带锯条分齿模磨削加工。
54.这种分齿模加工时得到的分齿效果如图11所示。
55.所述安装孔13采用腰型孔设计,可以调整分齿模在分齿机上的安装方向,以调整分齿斜线7与硬质合金齿尖焊缝距离,保证该距离符合工艺要求。
56.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1