一种电源适配器生产焊接装置的制作方法
1.本发明属于生产焊接技术领域,尤其涉及一种电源适配器生产焊接装置。
背景技术:
2.电源适配器(power adapter)是小型便携式电子设备及电子电器的供电电源变换设备,一般由外壳、变压器、电感、电容、控制ic、pcb板等元器件组成,它的工作原理由交流输入转换为直流输出;按连接方式可分为插墙式和桌面式。广泛配套于安防摄像头、机顶盒、路由器、灯条、按摩仪等设备中。
3.目前在对电源适配器进行焊接的过程中,大多都是人工操作,费时费力,机器焊接难以自动调整焊接位置,且还需要人工来控制焊接头移动,自动化程度低。
技术实现要素:
4.本发明实施例的目的在于提供一种电源适配器生产焊接装置,旨在解决目前在对电源适配器进行焊接的过程中,大多都是人工操作,费时费力,机器焊接难以自动调整焊接位置,且还需要人工来控制焊接头移动,自动化程度低的问题。
5.本发明实施例是这样实现的,一种电源适配器生产焊接装置,所述电源适配器生产焊接装置包括:主机箱,所述主机箱上安装有支撑组件,所述电源适配器设于所述支撑组件上,所述支撑组件用于固定与调节所述电源适配器的位置;操作箱,安装在所述主机箱内部,所述操作箱上安装有紧固组件,用于对所述电源适配器进行挤压固定;焊接组件,安装在所述操作箱上,用于对所述电源适配器进行焊接处理;位置变换组件,安装在所述操作箱内部,所述位置变换组件用于带动所述焊接组件在所述电源适配器上进行自动移动式焊接;优选地,所述支撑组件包括:支撑板,安装在所述主机箱内部,所述支撑板上开设有调节槽;滑动杆,设于所述调节槽内部,所述滑动杆一端安装有螺纹杆,所述滑动杆另一端安装有挡板;紧固螺母,设于所述螺纹杆上,所述紧固螺母与所述挡板相互配合,所述紧固组件设于所述紧固螺母之间;连接板,设于所述螺纹杆之间,所述连接板上开设有滑动槽;滑动板,滑动设置于所述滑动槽内部,所述滑动板上螺纹连接有旋转钮;l型卡板,安装在所述滑动板一端,所述l型卡板与所述电源适配器相互配合。
6.优选地,所述旋转钮的外径大于滑动槽的高度。
7.优选地,所述紧固组件包括:控制块,安装在所述操作箱上,所述控制块上安装有压杆,所述压杆与所述电源适
配器相互配合;压槽,开设于所述控制块上,所述压槽内部设有弹簧,所述弹簧一端连接有滑杆,所述滑杆一端安装有按压板。
8.优选地,所述弹簧自然压缩时的长度不小于压槽深度的二分之一。
9.优选地,所述位置变换组件包括:驱动电机,安装在所述操作箱内部,所述驱动电机的输出端连接有圆盘,所述圆盘一侧安装有斜齿轮段,所述圆盘上安装有齿轮段,所述齿轮段之间的距离与斜齿轮段的长度相等;第一旋转杆,安装在所述操作箱内部,所述第一旋转杆上对称安装有第一锥齿轮和第二锥齿轮,所述第一锥齿轮和第二锥齿轮与所述斜齿轮段相互配合;升降切换组件,安装在所述操作箱上,用于带动所述焊接组件切换焊接位置;移动组件,安装在所述操作箱上,用于带动所述焊接组件进行移动式焊接。
10.优选地,所述升降切换组件包括:第一螺纹杆,转动连接在所述操作箱一侧,所述第一螺纹杆上配合设置有第一螺纹块,所述第一螺纹块一侧安装有v型槽板;第一转盘,安装在所述第一旋转杆上,所述第一螺纹杆与第一转盘之间设有第一传输带;控制板,安装在所述操作箱一侧,所述控制板上开设有第一u型导向槽,所述第一u型导向槽内部设有第一导向块,所述第一导向块上安装有导向杆,所述导向杆设于所述v型槽板内部。
11.优选地,所述移动组件包括:第一齿轮,转动设置在所述操作箱内部,所述第一齿轮与齿轮段相互配合,所述第一齿轮侧部安装有第二转盘,所述第二转盘上转动连接有第一连杆;第二连杆,转动连接在所述第一连杆一端,所述第一连杆与第二连杆连接处设有第三转盘,所述第二连杆一端转动连接有第四转盘,所述第二转盘与第三转盘之间以及第三转盘与第四转盘之间设有第二传输带;操作板,安装在所述操作箱上,所述操作板上开设有第二u型导向槽,所述第二u型导向槽内部设有第二导向块,所述第二导向块上转动连接有第二螺纹杆,所述第四转盘安装在所述第二螺纹杆上;第二螺纹块,设于所述第二螺纹杆上,所述第二螺纹块两侧分别与所述导向杆和焊接组件相连接。
12.本发明实施例提供的一种电源适配器生产焊接装置,具有以下有益效果:在该电源适配器生产焊接装置使用时,先将电源适配器放置在支撑组件上,并对其进行挤压固定,随后根据电源适配器的规格来调节高度,使紧固组件可以对电源适配器进行挤压,将需要焊接的盖板压紧,然后启动位置变换组件和焊接组件,焊接组件会对电源适配器进行焊接操作,而位置变换组件则会带动焊接组件进行移动,在单侧焊接完成后自动切换到另一侧进行焊接操作。
附图说明
13.图1为本发明实施例提供的一种电源适配器生产焊接装置的结构示意图;图2为本发明实施例提供的一种电源适配器生产焊接装置的局部侧视图;图3为图1中a处的局部放大图;图4为图1中b处的局部放大图;图5为图1中c处的局部放大图;图6为图1中d处的局部放大图;图7为图1中e处的局部放大图;图8为图2中f处的局部放大图;图9为图2中g处的局部放大图。
14.附图中:1
‑
主机箱;2
‑
支撑组件;21
‑
支撑板;22
‑
调节槽;23
‑
滑动杆;24
‑
螺纹杆;25
‑
挡板;26
‑
紧固螺母;27
‑
连接板;28
‑
滑动槽;29
‑
滑动板;210
‑
旋转钮;211
‑
l型卡板;4
‑
操作箱;5
‑
紧固组件;51
‑
控制块;52
‑
压杆;53
‑
压槽;54
‑
弹簧;55
‑
滑杆;56
‑
按压板;6
‑
焊接组件;7
‑
位置变换组件;71
‑
驱动电机;72
‑
圆盘;73
‑
斜齿轮段;74
‑
齿轮段;75
‑
第一旋转杆;76
‑
第一锥齿轮;77
‑
第二锥齿轮;78
‑
第一螺纹杆;79
‑
第一螺纹块;710
‑
v型槽板;711
‑
第一转盘;712
‑
第一传输带;713
‑
控制板;714
‑
第一u型导向槽;715
‑
第一导向块;716
‑
导向杆;717
‑
第一齿轮;718
‑
第二转盘;719
‑
第一连杆;720
‑
第二连杆;721
‑
第三转盘;722
‑
第四转盘;723
‑
第二传输带;724
‑
操作板;725
‑
第二u型导向槽;726
‑
第二导向块;727
‑
第二螺纹杆;728
‑
第二螺纹块。
具体实施方式
15.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.以下结合具体实施例对本发明的具体实现进行详细描述。
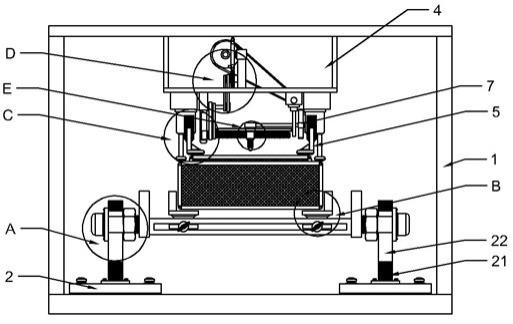
17.如图1所示,在本发明实施例中,所述电源适配器生产焊接装置包括:主机箱1,所述主机箱1上安装有支撑组件2,所述电源适配器设于所述支撑组件2上,所述支撑组件2用于固定与调节所述电源适配器的位置;操作箱4,安装在所述主机箱1内部,所述操作箱4上安装有紧固组件5,用于对所述电源适配器进行挤压固定;焊接组件6,安装在所述操作箱4上,用于对所述电源适配器进行焊接处理;位置变换组件7,安装在所述操作箱4内部,所述位置变换组件7用于带动所述焊接组件6在所述电源适配器上进行自动移动式焊接。
18.在该电源适配器生产焊接装置使用时,先将电源适配器放置在支撑组件2上,并对其进行挤压固定,随后根据电源适配器的规格来调节高度,使紧固组件5可以对电源适配器进行挤压,将需要焊接的盖板压紧,然后启动位置变换组件7和焊接组件6,焊接组件6会对电源适配器进行焊接操作,而位置变换组件7则会带动焊接组件6进行移动,在单侧焊接完成后自动切换到另一侧进行焊接操作。
19.如图1、图3和图4所示,在本发明实施例中,所述支撑组件2包括:
支撑板21,安装在所述主机箱1内部,所述支撑板21上开设有调节槽22;滑动杆23,设于所述调节槽22内部,所述滑动杆23一端安装有螺纹杆24,所述滑动杆23另一端安装有挡板25;紧固螺母26,设于所述螺纹杆24上,所述紧固螺母26与所述挡板25相互配合,所述紧固组件5设于所述紧固螺母26之间;连接板27,设于所述螺纹杆24之间,所述连接板27上开设有滑动槽28;滑动板29,滑动设置于所述滑动槽28内部,所述滑动板29上螺纹连接有旋转钮210;l型卡板211,安装在所述滑动板29一端,所述l型卡板211与所述电源适配器相互配合。
20.使用时,将电源适配器放置在l型卡板211上,随后调节滑动板29的位置,使l型卡板211将电源适配器卡紧固定,随后通过控制旋转钮210来对滑动板29的位置进行固定,随后调节滑动杆23的位置来调整电源适配器的高度,并通过控制紧固螺母26来固定高度。
21.在本发明实施例中,所述旋转钮210的外径大于滑动槽28的高度。
22.如图1和图5所示,在本发明实施例中,所述紧固组件5包括:控制块51,安装在所述操作箱4上,所述控制块51上安装有压杆52,所述压杆52与所述电源适配器相互配合;压槽53,开设于所述控制块51上,所述压槽53内部设有弹簧54,所述弹簧54一端连接有滑杆55,所述滑杆55一端安装有按压板56。
23.在本发明实施例中,所述弹簧54自然压缩时的长度不小于压槽53深度的二分之一。
24.如图1、图5至图9所示,在本发明实施例中,所述位置变换组件7包括:驱动电机71,安装在所述操作箱4内部,所述驱动电机71的输出端连接有圆盘72,所述圆盘72一侧安装有斜齿轮段73,所述圆盘72上安装有齿轮段74,所述齿轮段74之间的距离与斜齿轮段73的长度相等;第一旋转杆75,安装在所述操作箱4内部,所述第一旋转杆75上对称安装有第一锥齿轮76和第二锥齿轮77,所述第一锥齿轮76和第二锥齿轮77与所述斜齿轮段73相互配合;升降切换组件,安装在所述操作箱4上,用于带动所述焊接组件6切换焊接位置;移动组件,安装在所述操作箱4上,用于带动所述焊接组件6进行移动式焊接。
25.如图1、图5至图9所示,在本发明实施例中,所述升降切换组件包括:第一螺纹杆78,转动连接在所述操作箱4一侧,所述第一螺纹杆78上配合设置有第一螺纹块79,所述第一螺纹块79一侧安装有v型槽板710;第一转盘711,安装在所述第一旋转杆75上,所述第一螺纹杆78与第一转盘711之间设有第一传输带712;控制板713,安装在所述操作箱4一侧,所述控制板713上开设有第一u型导向槽714,所述第一u型导向槽714内部设有第一导向块715,所述第一导向块715上安装有导向杆716,所述导向杆716设于所述v型槽板710内部。
26.使用时,启动驱动电机71,则驱动电机71会通过圆盘72来带动斜齿轮段73和齿轮段74旋转,则斜齿轮段73会间歇式的切换与第一锥齿轮76和第二锥齿轮77之间的配合关
系,则第一旋转杆75会进行旋转、停止、反向旋转、停止的往复式运动,进而通过第一转盘711和第一传输带712来带动第一螺纹杆78同步旋转,则第一螺纹块79会在第一螺纹杆78上间歇式移动,并带动v型槽板710移动,则v型槽板710会通过导向杆716先带动第一导向块715在第一u型导向槽714的限制下向上运动,使焊接组件5脱离工位,随后向电源适配器的另一侧移动,并在运动至端点时下降,使焊接组件5运动至另一侧工位上,对电源适配器的另一侧进行焊接操作。
27.如图1、图5至图9所示,在本发明实施例中,所述移动组件包括:第一齿轮717,转动设置在所述操作箱4内部,所述第一齿轮717与齿轮段74相互配合,所述第一齿轮717侧部安装有第二转盘718,所述第二转盘718上转动连接有第一连杆719;第二连杆720,转动连接在所述第一连杆719一端,所述第一连杆719与第二连杆720连接处设有第三转盘721,所述第二连杆720一端转动连接有第四转盘722,所述第二转盘718与第三转盘721之间以及第三转盘721与第四转盘722之间设有第二传输带723;操作板724,安装在所述操作箱4上,所述操作板724上开设有第二u型导向槽725,所述第二u型导向槽725内部设有第二导向块726,所述第二导向块726上转动连接有第二螺纹杆727,所述第四转盘722安装在所述第二螺纹杆727上;第二螺纹块728,设于所述第二螺纹杆727上,所述第二螺纹块728两侧分别与所述导向杆716和焊接组件5相连接。
28.使用时,升降切换组件中的第一旋转杆75会进行旋转、停止、反向旋转、停止的往复式运动,当第一旋转杆75进行停止的运动状态时,齿轮段74会与第一齿轮717啮合,则第一齿轮717会带动第二转盘718同步旋转,进而通过第二传输带723来带动第三转盘721和第四转盘722旋转,则第四转盘722会带动第二螺纹杆727旋转,并通过第二螺纹块728来带动焊接组件5移动,实现自动焊接操作。
29.综上,在该电源适配器生产焊接装置使用时,先将电源适配器放置在支撑组件2上,并对其进行挤压固定,随后根据电源适配器的规格来调节高度,使紧固组件5可以对电源适配器进行挤压,将需要焊接的盖板压紧,然后启动位置变换组件7和焊接组件6,焊接组件6会对电源适配器进行焊接操作,而位置变换组件7则会带动焊接组件6进行移动,在单侧焊接完成后自动切换到另一侧进行焊接操作。
30.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1