一种蜂窝材料内壁柔性支撑夹紧方法与装置
1.本发明涉及蜂窝材料夹具技术领域,尤其涉及一种蜂窝材料内壁柔性支撑夹紧方法与装置。
背景技术:
2.蜂窝材料是一种轻质高强、耐冲击、抗疲劳、绝缘性能好、隔音的复合材料。然而,蜂窝材料又是一种典型的难加工材料,蜂窝多孔结构和蜂窝壁各向异性特点叠加后,给蜂窝材料的加工带来了极大的挑战。加工过程中,蜂窝壁从与刀具刚刚接触开始直到断裂都处于屈曲变形状态,并随着时间的推移不断加剧,从而导致蜂窝材料出现孔格变形、压溃等现象。此外,蜂窝结构在固持过程存在着易变形、难清理、成本高以及效率低等问题。因此,如何实现蜂窝结构的快速、可靠固持,并抑制蜂窝壁加工过程中的屈曲变形是目前蜂窝材料加工所面临的一大难题。
3.在现有文献资料及专利检索中,大连理工大学开发了一种蜂窝超声切削试验平台(cn108436186a),适用于不同类型的超声切削专用刀具,满足不同规格、不同尺寸的蜂窝材料,并且试验种类多样;成都飞机工业(集团)有限责任公司发明了一种基于凸台固持的蜂窝芯零件加工方法,保证了零件的加工质量,提高了零件生产的效率;成都飞机工业(集团)有限责任公司还提供了一种用于蜂窝芯-碳管组合件的固持方法(cn110640510a),装夹与拆卸零件方便、固持可靠,从而提升了加工质量与加工效率。但是上述文献并未涉及到如何解决蜂窝壁的屈曲变形问题。大连理工大学开发了一种通过冰固持方式固持金属蜂窝材料的固持方法(cn105171460a),使用纯水或切削液对蜂窝孔格进行填充,增加了蜂窝壁的刚性。但是不能用于通常需要防水的蜂窝材料,且辅助工艺用时较长。
4.所以,对于能够解决蜂窝材料在加工过程中屈曲变形的固持方法亟待提出。
技术实现要素:
5.针对现有技术无法解决蜂窝壁加工过程中屈曲变形的问题,本发明提出了一种蜂窝材料内壁柔性支撑夹紧方法与装置。本发明采用的技术手段如下:
6.一种蜂窝材料内壁柔性支撑夹紧装置,包括:振动台、转换板、储液腔以及格栅板,所述储液腔的底部通过转换板与所述振动台相连,所述储液腔用于容纳加工过程中注入的非牛顿流体,所述格栅板与蜂窝材料和储液腔配合,置于储液腔底部,一方面用于支撑定位蜂窝材料,另一方面与蜂窝材料配合形成相对运动趋势,将振动能量传递给储液腔内的非牛顿流体,所述非牛顿流体发生剪切相变后,将蜂窝材料固持。
7.所述格栅板的尺寸参数由待加工的蜂窝材料的几何参数、所选非牛顿流体确定。
8.格栅板的尺寸参数满足:
[0009][0010]
σ=cdρs/t≤[σ]
[0011]
其中,s为振动台的加速度,[σ]为格栅板材料的许用压应力;a为蜂窝材料单个孔格的双层孔壁边长,b为单层孔壁边长,为拐角;
[0012]
c为格栅板单个孔格的长度,d为宽度,h为高度,t为壁厚;
[0013]
ρ为腔内非牛顿流体的密度。
[0014]
进一步地,所述振动台为水平振动台,所述储液腔、转换板和振动台自上而下依次设置,格栅板与蜂窝材料底面接触实现对蜂窝材料高度方向的支撑。
[0015]
进一步地,所述储液腔为五面长方体腔体,所述储液腔的一侧设有便于非牛顿流体排出的流出阀。
[0016]
本实施例还公开了一种蜂窝材料内壁柔性支撑夹紧方法,包括以下步骤:
[0017]
步骤1、将蜂窝材料内壁柔性支撑夹紧装置固定在加工平台上,所述蜂窝材料内壁柔性支撑夹紧装置包括自上而下依次设置的储液腔、转换板和振动台;
[0018]
步骤2、按照待加工蜂窝材料规格选择格栅板,将格栅板置于储液腔底部;
[0019]
步骤3、将非牛顿流体倒入储液腔内;
[0020]
步骤4、将待加工蜂窝材料的底面平行于储液腔底部置于非牛顿流体上,沉入底部与格栅板接触;
[0021]
步骤5、设置振动台振动参数,启动振动台,此时储液腔内的非牛顿流体受到水平方向上的剪切应力τ大于屈服应力τy,非牛顿流体发生相变由液态转变为固态,由于格栅板的作用,蜂窝孔格内外的非牛顿流体成一整体,将蜂窝材料固持在储液腔内;
[0022]
步骤6、对振动状态下的蜂窝材料进行机械加工,直至加工完成。
[0023]
进一步地,所述振动台的振动参数通过非牛顿流体的剪切特性确定,具体地,
[0024]
选用粘度随剪切变形速率的增加而增加的膨胀流体作为所述非牛顿流体,其本构方程为:
[0025][0026]
其中,τ为剪切应力,k为模量指数,为剪切变形速率,n为幂律指数,且n>1;当剪切应力τ高于屈服应力τy时,流体静止并具有一定的刚度;
[0027]
假定τ不低于τy,则有:
[0028]
τ=v/s≥τy[0029]
其中,v为单个格栅孔格内非牛顿流体侧面所受剪力,s为受力截面面积;对于振动台来说,加速度s、振幅a和振动频率f满足:
[0030]
s=af2/9.81≥τy/ρc
[0031]
由以上公式确定振动台的振幅a和振动频率f阈值由下式确定:
[0032]
af2≥9.81τy/ρc
[0033]
其中,c为单个格栅孔格的长度。
[0034]
与现有技术相比,本发明使用振动台增加了蜂窝材料的水平振动,一方面利用非牛顿流体的剪切增稠特性实现了蜂窝材料的非牛顿流体相变固持,另一方面实现了蜂窝材料与刀具在水平方向上的断续接触,降低了由于蜂窝材料屈曲而引起的孔格变形以及压溃损伤。
附图说明
[0035]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0036]
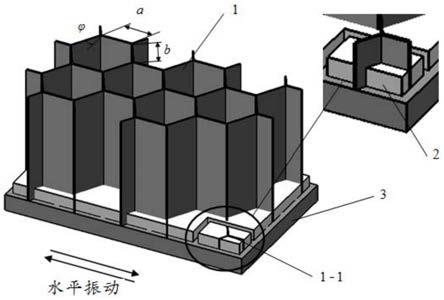
图1为本发明公开的一种蜂窝材料内壁柔性支撑夹紧装置的原理图;
[0037]
图2为本发明公开的一种蜂窝材料内壁柔性支撑夹紧装置的工作示意图;
[0038]
图3为本发明公开的一种蜂窝材料内壁柔性支撑夹紧装置中格栅板的结构立体图;
[0039]
图4为本发明公开的一种蜂窝材料内壁柔性支撑夹紧装置中格栅板与蜂窝材料配合俯视图;
[0040]
图5为本发明公开的一种蜂窝材料内壁柔性支撑夹紧装置中转换板的俯视图;
[0041]
图6为本发明公开的一种蜂窝材料内壁柔性支撑夹紧装置操作流程图;
[0042]
图中:1、蜂窝材料,1-1、蜂窝材料节点,2、非牛顿流体,3、格栅板,4、储液腔,5、转换板,5-1、ⅰ型连接螺纹孔,5-2、ⅱ型连接螺纹孔,6、水平振动台,7、流出阀,8、刀具。
具体实施方式
[0043]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0044]
如图1、图2所示,本发明实施例公开了一种蜂窝材料流体内壁柔性支撑夹紧装置,包括:振动台、转换板、储液腔以及格栅板,所述储液腔的底部通过转换板5与所述振动台相连,所述储液腔用于容纳加工过程中注入的非牛顿流体2,所述格栅板3与蜂窝材料和储液腔4配合,置于储液腔底部,一方面用于支撑定位蜂窝材料,另一方面与蜂窝材料1配合形成相对运动趋势,将振动能量传递给储液腔内的非牛顿流体,使非牛顿流体承受剪切载荷,当非牛顿流体所受应力τ大于其屈服应力τy时,发生剪切相变,将蜂窝材料固持。
[0045]
所述振动台为水平振动台6,可调频调幅,所述振动台顶部设有ⅱ型连接螺纹孔;所述储液腔、转换板和振动台自上而下依次设置,格栅板与蜂窝材料底面接触实现对蜂窝材料高度方向的支撑。
[0046]
所述储液腔为五面长方体腔体,所述储液腔的一侧设有便于非牛顿流体排出的流出阀7,所述储液腔底面设有安装板,所述安装板上设有ⅰ型连接螺纹孔5-1。
[0047]
如图5所示,所述转换板设有两种安装螺纹孔,ⅰ型连接螺纹孔5-1与储液腔底部安装板相互配合连接;ⅱ型连接螺纹孔5-2设有沉头孔,螺栓沉入沉头孔中,与振动台相互配合连接。
[0048]
如图3所示,所述格栅板的尺寸参数由待加工的蜂窝材料的几何参数、所选非牛顿流体确定。
[0049]
格栅板的尺寸参数满足:
[0050]
[0051][0052]
σ=cdρs/t≤[σ]
[0053]
其中,s为振动台的加速度,[σ]为格栅板材料的许用压应力;a为蜂窝材料单个孔格的双层孔壁边长,b为单层孔壁边长,为拐角;
[0054]
c为格栅板单个孔格的长度,d为宽度,h为高度,t为壁厚;
[0055]
ρ为腔内非牛顿流体的密度。
[0056]
当振动台处于非工作状态下,将蜂窝材料置于储有非牛顿流体的储液腔内。此时由于蜂窝材料的轻质性,非牛顿流体的粘度很低,在万有引力的作用下蜂窝材料顺畅地沉入腔底,格栅板与蜂窝材料底面接触实现对蜂窝材料高度方向的支撑,并对蜂窝材料的底面进行定位,保证加工过程中蜂窝材料处于水平。
[0057]
当振动台处于工作状态时,由于受到水平方向上强烈的剪切力,储液腔内的非牛顿流体的粘度急剧增加,发生液—固相变。此时在格栅板的作用下,蜂窝孔格内外的非牛顿流体处于连通状态,在发生相变时储液腔内的非牛顿流体相当于一个整体,同时对蜂窝材料的所有蜂窝壁进行夹紧固定,牢牢地将蜂窝材料固定在储液腔内。此时,格栅板以及蜂窝材料孔格内已发生相变的非牛顿流体限制了蜂窝材料的自由度。另一方面,锯齿刀具8施加给蜂窝材料的高频周期性切削力载荷也传递给储液腔内的非牛顿流体,进一步增强了非牛顿流体的剪切增稠效应。
[0058]
如图4所示,为确保蜂窝孔格的有效固持,需确保每一个格栅板孔格内都存在着一个蜂窝材料节点1-1,此时节点周围固化的非牛顿流体如同三爪卡盘一样将蜂窝孔格牢牢固持。
[0059]
如图6所示,本实施例还公开了一种蜂窝材料内壁柔性支撑夹紧方法,包括以下步骤:
[0060]
步骤1、将蜂窝材料内壁柔性支撑夹紧装置固定在加工平台上,所述蜂窝材料内壁柔性支撑夹紧装置包括自上而下依次设置的储液腔、转换板和振动台;
[0061]
步骤2、按照待加工蜂窝材料规格选择格栅板,将格栅板置于储液腔底部;
[0062]
步骤3、将非牛顿流体倒入储液腔内;
[0063]
步骤4、将待加工蜂窝材料的底面平行于储液腔底部置于非牛顿流体上,在万有引力的作用下沉入底部与格栅板接触;
[0064]
步骤5、设置振动台振动参数,启动振动台,此时储液腔内的非牛顿流体受到水平方向上的剪切应力τ大于屈服应力τy,非牛顿流体发生相变由液态转变为固态,由于格栅板的作用,蜂窝孔格内外的非牛顿流体成一整体,将蜂窝材料牢牢的固持在储液腔内;
[0065]
步骤6、对振动状态下的蜂窝材料进行机械加工,直至加工完成。
[0066]
进一步地,所述振动台的振动参数通过非牛顿流体的剪切特性确定,具体地,
[0067]
选用粘度随剪切变形速率的增加而增加的膨胀流体作为所述非牛顿流体,其本构方程为:
[0068][0069]
其中,τ为剪切应力,k为模量指数,为剪切变形速率,n为幂律指数,且n>1;当剪切应力τ高于屈服应力τy时,流体静止并具有一定的刚度;
[0070]
假定τ不低于τy,则有:
[0071]
τ=v/s≥τy[0072]
其中,v为单个格栅孔格内非牛顿流体侧面所受剪力,s为受力截面面积;
[0073]
v由单个格栅孔格的长度c、宽度d、高度h、和非牛顿流体的密度ρ以及振动台的振动加速度s确定,其中:
[0074]
v=cdhρs
[0075]
s由单个格栅孔格的宽度d和高度h确定,其中:
[0076]
s=dh
[0077]
非牛顿流体的剪切应力τ满足:
[0078]
τ=ρcs≥τy[0079]
对于振动台来说,加速度s、振幅a和振动频率f满足:
[0080]
s=af2/9.81≥τy/ρc
[0081]
由以上公式确定振动台的振幅a和振动频率f阈值由下式确定:
[0082]
af2≥9.81τy/ρc
[0083]
其中,c为单个格栅孔格的长度。
[0084]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1