一种热强钢电焊条的制备方法及质检工装与流程
1.本发明涉及焊条生产质检技术领域,特别是涉及一种热强钢电焊条的制备方法及质检工装。
背景技术:
2.热强钢电焊条是一种中合金钢焊接材料,常用于耐热钢结构,因其具有优良的抗高温强度,抗高温蠕变性能,常用于高温高压锅炉电站及石油精练等设备的过热管道,加热器、封头和阀门,也用作航空发动机重要部件。
3.目前制备的热强钢电焊条在应用于涡轮试验器重要部件铸造后的焊补时,通常因与外部件的色泽还热处理规范不同导致焊补后的各项性能得不到满足,另外在制备热强钢电焊条后通常需要对焊条进行硬度或弹性的质检,但目前质检的时候,无专业的质检装置对焊条进行夹持,常需要人工手持对焊条进行质检操作。
技术实现要素:
4.本发明的主要目的是为了提供一种热强钢电焊条的制备方法及质检工装,提供一个成分好和色泽好的热强钢电焊条,另外提供用于对热强钢电焊条进行之间的装置。
5.本发明的目的可以通过采用如下技术方案达到:一种热强钢电焊条的制备方法,焊条包括有焊芯和包裹在焊芯外周面的药皮,包括以下步骤步骤1、准备药皮原料和焊芯,所述药皮原料包含以下组分及各组分的重量份数为:碳酸钙25~40份,氟化物10~15份,二氧化钛2~5份,二氧化硅2~5份,钾长石2-6份,钛铁1-3份,中碳锰铁2-6份,硅铁2-5份,碳素铬铁3-6份,镍粉2-4份,铜粉2-4份,海藻酸钠0.5-1份,铁粉20-30份,焊芯为条状碳钢;步骤2、搅拌药皮原料,将上述药皮原料装入容器内,并向容器内倒入水玻璃,并对其进行搅拌均匀;步骤3、对搅拌后的药皮原料进行检测,在容器内搅拌好药皮原料后,对上述搅拌物进行湿度的检测,并预设湿度范围,若湿度低于预设范围,则继续加入水玻璃,若湿度高于预设范围,则继续加入原料,直至最终的搅拌物的湿度处于预设湿度范围内;步骤4、裹药皮,将上述湿度合适的药皮搅拌物送至条压机,使药皮裹在焊芯上;步骤5、烘干,将裹有药皮的焊芯送至烘干箱,在380℃的状态下烘干至少45分钟,得到电焊条成品;步骤6对焊条成品进行检测,取出烘干后的电焊条进行冷却,室冷至常温后,使用质检工装对焊条进行夹持,将焊条夹持稳定后,对焊条进行缓慢挤压,在挤压过程中,对焊条表面裂缝实时进行检测,在挤压到预设程度后即可完成检测,若当前焊条在挤压后表面裂缝大小和数量达到预定范围,则此批次焊条质量达标,若高于预定范围,则此批次焊条质量不达标,对其作回收处理。
6.优选的,所述步骤5中,药皮在焊芯上的长度至少占焊芯的五分之四。
7.一种用于对热强钢电焊条检测的质检工装,包括有两个对立分布的支撑板,两个所述支撑板之间设置有两个对立分布的吊板,每个所述吊板的底部均滑动连接有挤压板,两个所述挤压板用于稳定夹持电焊条,且两个所述吊板的连接处设置有裂缝检测组件,用于对位于两个挤压板之间的电焊条实时的进行表面裂缝检测,两个所述支撑板之间还设置有两个对立分布的第一挤压组件,用于使两个挤压板相互靠拢或远离,以使在两个挤压板相互靠拢时对电焊条进行挤压,其中一个所述挤压板的侧面贯穿有防护板,所述防护板的一端与其中一个所述支撑板之间设置有第二挤压组件,所述第二挤压组件用于接收裂缝检测组件的信号数据,并根据接收的数据来控制防护板的伸缩,以使防护板的另一端抵至裂缝检测组件的下方,避免电焊条在挤压过程中产生的碎屑崩到裂缝检测组件。
8.优选的,所述第一挤压组件包括有固定于支撑板一侧面的液压油缸组件和固定于液压油缸组件一端的连接杆,所述连接杆与挤压板固定连接。
9.优选的,所述第二挤压组件包括有气缸和控制单元,所述气缸的一端固定连接于防护板,所述控制单元用于接收裂缝检测组件的信号并控制气缸的伸缩,若裂缝检测组件检测到的电焊条表面裂缝宽度达到预定范围,则控制单元控制气缸伸出,使防护板挡于裂缝检测组件的底部。
10.优选的,所述挤压板的底部设置有储放盒,所述储放盒包括有盒体,所述盒体的顶面开设有储物槽,所述盒体的端部沿盒体的长度方向开设有滑槽,所述滑槽的高度与盒体的高度等同,所述挤压板的底端面开设有插槽,所述插槽和滑槽交错设置,且挤压板和储放盒之间滑动连接。
11.优选的,所述防护板设置于裂缝检测组件和储放盒之间,且电焊条位于两个挤压板之间时的所处位置低于防护板的位置。
12.本发明的有益技术效果:1、本发明提供的热强钢电焊条可用于涡轮试验器重要部件铸造后的焊补,成分、色泽和其他性能均满足设计要求。
13.2、本发明提供的质检工装可对焊条进行挤压,使焊条处于弯曲状态,对焊条进行强度测试,并在挤压焊条过程中利用裂缝检测组件对焊条表面的焊缝进行检测,另有防护板和第二挤压组件之间的配合使用可有效防止在焊条崩坏后焊芯碎屑崩向裂缝检测组件,有效的提高了裂缝检测组件自身的安全性。
附图说明
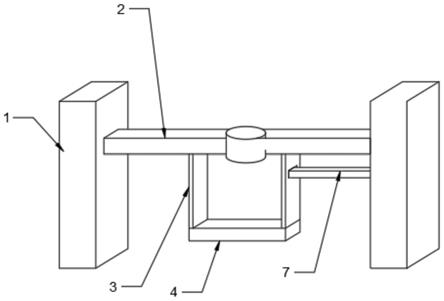
14.图1为按照本发明的实施例的工装立体结构示意图;图2为按照本发明的实施例的储放盒立体结构示意图;图3为按照本发明的实施例的挤压板立体结构示意图;图4为按照本发明的实施例的工装正视结构示意图。
15.图中:1-支撑板,2-吊板,3-挤压板,4-储放盒,401-盒体,402-滑槽,403-储物槽,5-插槽,6-裂缝检测组件,7-防护板,8-液压油缸组件,9-连接杆。
具体实施方式
16.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
17.如图1-图4所示,本实施例提供的热强钢电焊条的制备方法,焊条包括有焊芯和包裹在焊芯外周面的药皮,包括以下步骤步骤1、准备药皮原料和焊芯,药皮原料包含以下组分及各组分的重量份数为:碳酸钙25~40份,氟化物10~15份,二氧化钛2~5份,二氧化硅2~5份,钾长石2-6份,钛铁1-3份,中碳锰铁2-6份,硅铁2-5份,碳素铬铁3-6份,镍粉2-4份,铜粉2-4份,海藻酸钠0.5-1份,铁粉20-30份,焊芯为条状碳钢;步骤2、搅拌药皮原料,将上述药皮原料装入容器内,并向容器内倒入水玻璃,并对其进行搅拌均匀,为考虑到热强钢电焊条的焊接工艺性能,加入了二氧化钛和氧化钾成分;步骤3、对搅拌后的药皮原料进行检测,在容器内搅拌好药皮原料后,对上述搅拌物进行湿度的检测,并预设湿度范围,若湿度低于预设范围,则继续加入水玻璃,若湿度高于预设范围,则继续加入原料,直至最终的搅拌物的湿度处于预设湿度范围内;步骤4、裹药皮,将上述湿度合适的药皮搅拌物送至条压机,使药皮裹在焊芯上;步骤5、烘干,将裹有药皮的焊芯送至烘干箱,在380℃的状态下烘干至少45分钟,得到电焊条成品;步骤6对焊条成品进行检测,取出烘干后的电焊条进行冷却,室冷至常温后,使用质检工装对焊条进行夹持,将焊条夹持稳定后,对焊条进行缓慢挤压,在挤压过程中,对焊条表面裂缝实时进行检测,在挤压到预设程度后即可完成检测,若当前焊条在挤压后表面裂缝大小和数量达到预定范围,则此批次焊条质量达标,若高于预定范围,则此批次焊条质量不达标,对其作回收处理。
18.在本实施例中,如图1所示,步骤5中,药皮在焊芯上的长度至少占焊芯的五分之四。
19.一种用于对热强钢电焊条检测的质检工装,包括有两个对立分布的支撑板1,两个支撑板1之间设置有两个对立分布的吊板2,吊板2可水平可倾斜,吊板2与支撑板1之间固定连接,每个吊板2的底部均滑动连接有挤压板3,可水平滑动也可倾斜滑动,两个挤压板3用于稳定夹持电焊条,且两个吊板2的连接处设置有裂缝检测组件6,裂缝检测组件6可为超声裂缝检测仪,用于对位于两个挤压板3之间的电焊条实时的进行表面裂缝检测,并将检测数据传送给第二挤压组件的控制单元,两个支撑板1之间还设置有两个对立分布的第一挤压组件,用于使两个挤压板3相互靠拢或远离,以使在两个挤压板3相互靠拢时对电焊条进行挤压,在挤压过程中电焊条逐渐弯曲,可根据弯曲度得到电焊条当前的硬度,若弯曲到一定程度后,且当前肉眼可见的裂缝少于一定数目,则当前批次的电焊条符合出厂要求,同一批次的剩余电焊条可直接出厂无需再次质检,若当前电焊条质量不行,在挤压过程中可能会出现断裂的情况,焊芯表面的药皮会向外溅,溅出的药皮极有可能会碰撞到裂缝检测组件6,因此当裂缝检测组件6检测到裂缝宽度达到预定范围,则控制单元控制气缸伸出,使防护板7挡于裂缝检测组件6的底部,其中一个挤压板3的侧面贯穿有防护板7,防护板7的一端与其中一个支撑板1之间设置有第二挤压组件,第二挤压组件用于接收裂缝检测组件6的信号数据,并根据接收的数据来控制防
护板7的伸缩,以使防护板7的另一端抵至裂缝检测组件6的下方,避免电焊条在挤压过程中产生的碎屑崩到裂缝检测组件6。
20.在本实施例中,如图1~图4所示,第一挤压组件包括有固定于支撑板1一侧面的液压油缸组件8和固定于液压油缸组件8一端的连接杆9,连接杆9与挤压板3固定连接。
21.在本实施例中,如图1~图4所示,第二挤压组件包括有气缸和控制单元,气缸的一端固定连接于防护板7,控制单元用于接收裂缝检测组件6的信号并控制气缸的伸缩,若裂缝检测组件6检测到的电焊条表面裂缝宽度达到预定范围,则控制单元控制气缸伸出,使防护板7挡于裂缝检测组件6的底部。
22.在本实施例中,如图1~图4所示,挤压板3的底部设置有储放盒4,储放盒4包括有盒体401,盒体401的顶面开设有储物槽403,盒体401的端部沿盒体401的长度方向开设有滑槽402,滑槽402的高度与盒体401的高度等同,挤压板3的底端面开设有插槽5,插槽5和滑槽402交错设置,且挤压板3和储放盒4之间滑动连接,可保证焊条在挤压过度后,其上的碎屑会直接掉落在储放盒4上,而不受挤压板3位移的影响,保证对药皮碎屑一次性的收集。
23.在本实施例中,如图1~图4所示,防护板7设置于裂缝检测组件6和储放盒4之间,且电焊条位于两个挤压板3之间时的所处位置低于防护板7的位置,为起到很好的防护作用。
24.综上所述,在本实施例中,本实施例提供的质检工装可对焊条进行挤压,使焊条处于弯曲状态,对焊条进行强度测试,并在挤压焊条过程中利用裂缝检测组件对焊条表面的焊缝进行检测,另有防护板和第二挤压组件之间的配合使用可有效防止在焊条崩坏后焊芯碎屑崩向裂缝检测组件,有效的提高了裂缝检测组件自身的安全性。
25.以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1