一种活塞杆加工转移系统及其加工转移方法与流程
1.本发明涉及活塞杆加工领域,更具体地,涉及一种活塞杆加工转移系统。
背景技术:
2.活塞杆是支持活塞做功的连接部件,大部分应用在油缸、气缸运动执行部件中,是一个运动频繁、技术要求高的运动部件。
3.在传统工艺上,液压缸活塞杆的加工过程中,需要将活塞杆料杆进行转移,两头插入机床,调试料杆加工位置,对其两头分别进行加工,而送料杆加工的过程中需要人工进行转移,则耗费时间长、效率低,耗费人力物力,导致成本增加。
技术实现要素:
4.本发明为克服上述现有技术所述的耗费时间长和效率低缺陷,提供一种活塞杆加工转移系统,提高了效率,减少了运送过程和加工过程中调试装置耗费的时间。
5.为解决上述技术问题,本发明的技术方案如下:
6.一种活塞杆加工转移系统,包括定位提升架、活塞杆放置架、机床、活塞杆加工固定座和活塞杆支撑装置,所述定位提升架前后两侧均设有活塞杆放置架,两个定位提升架分别用于放置待加工的活塞杆和已加工的活塞杆,所述定位提升架左右两侧均设有机床,两个机床分别用于加工活塞杆的两端,所述机床的进料孔处安装有活塞杆加工固定座,所述活塞杆加工固定座用于固定活塞杆,所述活塞杆支撑装置设置于机床旁,活塞杆支撑装置用于支撑加工时活塞杆漏出机床的一端,所述定位提升架用于活塞杆在加工时的转移
7.优选地,所述定位提升架包括第一支架、定位横梁、定位纵梁和提升机构,所述定位横梁和定位纵梁水平设置于第一支架顶部,定位横梁两侧各设有一个定位纵梁,两个定位纵梁互相平行且与定位横梁垂直,所述定位纵梁顶部设置有第一滑轨,定位横梁两端分别架设在定位纵梁上,定位横梁通过第一滑轨与定位纵梁滑动连接,所述提升机构安装在定位横梁上,定位横梁侧面设置有第二滑轨,提升机构设置于定位横梁上,提升机构通过第二滑轨与定位横梁滑动连接,所述提升机构包括第一壳体、液压装置、第一提升臂和液压机械手爪,所述液压装置设于第一壳体内,第一壳体表面设有竖直凹槽,第一提升臂插入凹槽中且与液压装置传动连接,液压机械手爪安装在第一提升臂下端。
8.优选地,所述定位横梁与提升机构均设有滑轮,定位横梁第一滑轨连接处安装有滑轮,提升机构设有两排平行于第二滑轨的滑轮,滑轮套设在第二滑轨上。活塞杆料杆通过定位提升架的机械臂抓取转移至机床加工和加工完成后转移,解决了人工在运送时间上长的问题。
9.优选地,所述活塞杆放置架包括第二支架、塑胶垫、提升装置,所述第二支架上表面设有若干平行安装的第一支撑杆,所述塑胶垫固定在支撑杆上表面,所述塑胶垫为波浪形结构,所述第二支架一侧设置有平行且竖直安装的第二支撑杆,所述第一支撑杆相对水平面倾斜且第一支撑杆靠近第二支撑杆的一端的水平高度低于另一端,所述提升装置设于
竖直安装的第二支撑杆上,所述提升装置包括第二壳体、升降气缸和第二提升臂,所述第二壳体设置于第二支撑杆上,升降气缸设置于第二壳体内,第二壳体上表面设有通孔,第二提升臂插入通孔中且与升降气缸的传动轴传动连接。
10.优选地,所述第一支撑杆较低一端旁的支架上表面还设有三角形的塑胶防滚块。活塞杆放置架减少了料杆因为翻滚或与支架碰撞的损伤率,并且提升装置能自动将料杆逐一抬起等待下一步加工,节约了人工成本。
11.优选地,所述活塞杆支撑装置包括底座、第一气缸、第一水平支撑板、第二水平支撑板、第三水平支撑板、第一连接柱、第二连接柱、滚轮座和滚轮,所述底座顶部设有水平台面,所述第一气缸固定在水平台面下方,水平台面上设有通孔,第一气缸的输出轴穿过所述通孔并与第一水平支撑板的底部固定连接,第二水平支撑板设置于第一水平支撑板正上方,第二水平支撑板和第一水平支撑板之间通过若干第一连接柱连接,第二水平支撑板上表面并排设有2个滚轮座,滚轮座上设有滚轮,第三水平支撑板和第二水平支撑板之间通过若干第二连接柱连接,第三水平支撑板下表面并排设有2个滚轮座,滚轮座上设有滚轮,四个滚轮之间的空间用于容纳活塞杆。
12.优选地,所述底座包括水平台面和4根支撑腿,支撑腿的上端与水平台面的底部固定连接,支撑腿的下端向侧面延伸出安装版,安装板上设有长条状的通孔,所述水平台面上设有并排的3个通孔,所述气缸包括3根输出轴,3根输出轴分别从3个通孔穿过并与第一水平支撑板的底部固定连接。活塞杆支撑装置实现了对活塞杆的定位和支撑,减轻活塞杆加工时的晃动,提高加工精度。
13.优选地,所述活塞杆加工固定座包括安装座、衬套和固定结构,所述安装座为圆筒结构,其一端向外、向内均延伸出圆环板状结构,所述衬套为圆筒结构,其一端向外延伸出圆环板状结构,衬套上安装有多个固定结构,所述固定结构包括抵块、弹簧、安装杆和拧块,所述安装杆为圆柱结构,衬套上设有若干通孔,各通孔位于衬套的同一横截面上,安装杆穿设于所述通孔中,安装杆一侧端部设有抵块,安装杆另一侧端部设有拧块,所述固定结构设有抵块的一侧安装在衬套内侧,抵块与衬套内壁之间设有弹簧,弹簧两端分别连接抵块和衬套内壁,所述衬套安装在安装座内,衬套的圆环板状结构与安装座向内延伸出的圆环板状结构相连接。
14.优选地,所述安装杆中部的侧壁上设有凸起结构,所述通孔横截面与安装杆凸起处横截面一致,安装杆通过通孔安装在衬套上,所述安装杆连接圆弧状抵块一端设有限位部,抵块中部设置有盲孔,盲孔内壁上设有限位凸起,安装杆插入抵块的盲孔,其限位部被限位凸起限制在盲孔内。在加工时,通过调节安装结构上的弹簧来固定不同大小活塞杆。实现了衬套不用更换就能适应各种规格活塞杆的自动调节,提高了活塞杆的加工效率。
15.优选地,本方案提供了一种活塞杆加工转移系统的活塞杆加工转移方法,包括以下步骤:
16.s1:将活塞杆料杆放置在活塞杆放置架上;
17.s2:定位提升架转移料杆,将料杆一端送入第一个机床;
18.s3:调试活塞杆加工固定座和活塞杆支撑装置,使活塞杆加工固定座固定活塞杆,活塞杆支撑装置支撑加工时活塞杆漏出机床的一端,第一个机床加工料杆一端;
19.s4:加工完成后,取出料杆,定位提升架转移料杆料杆,将料杆另一端送进第二个
机床;
20.s5:调试活塞杆第二机床处的加工固定座和活塞杆支撑装置后,使活塞杆加工固定座固定活塞杆,活塞杆支撑装置支撑加工时活塞杆漏出机床的一端,第二个机床加工料杆另一端;
21.s6:加工完成后,定位提升架将料杆取出,转移至另一个活塞杆放置架,完成加工。
22.与现有技术相比,本发明技术方案的有益效果是:本发明提供了一种活塞杆加工转移系统,包括定位提升架、活塞杆放置架、机床、活塞杆加工固定座和活塞杆支撑装置,所述定位提升架前后两侧均设有活塞杆放置架,两个定位提升架分别用于放置待加工的活塞杆和已加工的活塞杆,所述定位提升架左右两侧均设有机床,两个机床分别用于加工活塞杆的两端,所述机床的进料孔处安装有活塞杆加工固定座,所述活塞杆加工固定座用于固定活塞杆,所述活塞杆支撑装置设置于机床旁,活塞杆支撑装置用于支撑加工时活塞杆漏出机床的一端,所述定位提升架用于活塞杆在加工时的转移。通过本发明减少了运送过程和加工过程中调试装置耗费的时间,提高了活塞杆加工效率。
附图说明
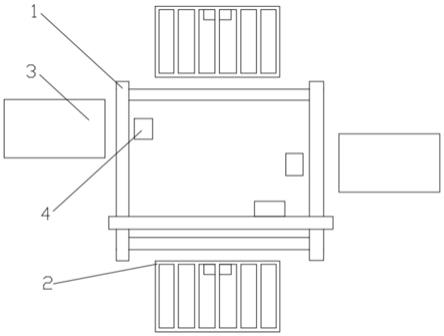
23.图1为活塞杆加工转移系统的仰视图。
24.图2为活塞杆定位提升架的示意图。
25.图3为提升装置的示意图。
26.图4为活塞杆放置架的示意图。
27.图5为活塞杆支撑装置对活塞杆定位和支撑的示意图。
28.图6为活塞杆加工固定座的示意图。
29.图7为衬套的仰视图。
30.图8为活塞杆加工转移系统的活塞杆加工转移流程图。
31.其中:1、定位提升架;2、活塞杆放置架;3、机床;4、活塞杆支撑装置;
32.101、第一支架;102、定位纵梁;103、定位横梁;104、提升机构;1041、第一提升臂;1042、液压机械手爪;
33.201、第二支架;202、塑胶垫;203、提升装置;204、第二提升臂;205、第一支撑杆;206、第二支撑杆;207、防滚块;
34.401、底座;402、输出轴;403、第一水平支撑板;404、第二水平支撑板;405、第三水平支撑板;406、第一连接柱;407、第二连接柱;408、滚轮座;409、滚轮;
35.501、安装座;502、衬套;503、固定结构;5031、拧块;5032、安装杆;5033、抵块;5034、弹簧。
具体实施方式
36.附图仅用于示例性说明,不能理解为对本专利的限制;
37.为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;
38.对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
39.下面结合附图和实施例对本发明的技术方案做进一步的说明。
40.实施例1
41.如图1所示,一种活塞杆加工转移系统,包括定位提升架1、活塞杆放置架2、机床3、活塞杆加工固定座和活塞杆支撑装置4,所述定位提升架1前后两侧均设有活塞杆放置架2,两个定位提升架1分别用于放置待加工的活塞杆和已加工的活塞杆,所述定位提升架1左右两侧均设有机床3,两个机床3分别用于加工活塞杆的两端,所述机床3的进料孔处安装有活塞杆加工固定座,所述活塞杆加工固定座用于固定活塞杆,所述活塞杆支撑装置4设置于机床3旁,活塞杆支撑装置4用于支撑加工时活塞杆漏出机床3的一端,所述定位提升架1用于活塞杆在加工时的转移。
42.如图2-3所示,在具体实施过程中,所述定位提升架1包括第一支架101、定位横梁103、定位纵梁102和提升机构104,所述定位横梁103和定位纵梁102水平设置于第一支架101顶部,定位横梁103两侧各设有一个定位纵梁102,两个定位纵梁102互相平行且与定位横梁103垂直,所述定位纵梁102顶部设置有第一滑轨,定位横梁103两端分别架设在定位纵梁102上,定位横梁103通过第一滑轨与定位纵梁102滑动连接,所述提升机构104安装在定位横梁103上,定位横梁103侧面设置有第二滑轨,提升机构104设置于定位横梁103上,提升机构104通过第二滑轨与定位横梁103滑动连接,所述提升机构104包括第一壳体、液压装置、第一提升臂1041和液压机械手爪1042,所述液压装置设于第一壳体内,第一壳体表面设有竖直凹槽,第一提升臂1041插入凹槽中且与液压装置传动连接,液压机械手爪1042安装在第一提升臂1041下端。
43.在具体实施过程中,所述定位横梁103与提升机构104均设有滑轮,定位横梁103第一滑轨连接处安装有滑轮,提升机构104设有两排平行于第二滑轨的滑轮,滑轮套设在第二滑轨上。
44.在需要抓取和移动活塞杆料杆的过程中,通过操作,定位横梁103相对定位纵梁102滑动,移动到活塞杆料杆的上方;与此同时,提升机构104相对定位横梁103移动,移动到活塞杆料杆上方的中点位置。当移动到活塞杆料杆上方时,提升机构104的液压装置工作,提升臂传动连接,同时向下伸出,液压机械手爪1042同时张开手爪,抓住活塞杆料杆。
45.如图4所示,在具体实施过程中,所述活塞杆放置架2包括第二支架201、塑胶垫202、提升装置203,所述第二支架201上表面设有若干平行安装的第一支撑杆205,所述塑胶垫202固定在支撑杆上表面,所述塑胶垫202为波浪形结构,所述第二支架201一侧设置有平行且竖直安装的第二支撑杆206,所述第一支撑杆205相对水平面倾斜且第一支撑杆205靠近第二支撑杆206的一端的水平高度低于另一端,所述提升装置203设于竖直安装的第二支撑杆206上,所述提升装置203包括第二壳体、升降气缸和第二提升臂204,所述第二壳体设置于第二支撑杆206上,升降气缸设置于第二壳体内,第二壳体上表面设有通孔,第二提升臂204插入通孔中且与升降气缸的传动轴传动连接。
46.在具体实施过程中,所述第一支撑杆205较低一端旁的支架上表面还设有三角形的塑胶防滚块207。
47.将料杆从第一支撑杆205对于水平高度较高的一端放入,料杆在塑胶垫202上向下滚动,防滚块207将料杆挡住。操作提升装置203,升降气缸启动,升起第二提升臂204,活塞杆料杆被第二提升臂204抬起,从而等待提升装置203抓起。
48.如图5所示,在具体实施过程中,所述活塞杆支撑装置4包括底座401、第一气缸、第一水平支撑板403、第二水平支撑板404、第三水平支撑板405、第一连接柱406、第二连接柱407、滚轮409座408和滚轮409,所述底座401顶部设有水平台面,所述第一气缸固定在水平台面下方,水平台面上设有通孔,第一气缸的输出轴402穿过所述通孔并与第一水平支撑板403的底部固定连接,第二水平支撑板404设置于第一水平支撑板403正上方,第二水平支撑板404和第一水平支撑板403之间通过若干第一连接柱406连接,第二水平支撑板404上表面并排设有2个滚轮409座408,滚轮409座408上设有滚轮409,第三水平支撑板405和第二水平支撑板404之间通过若干第二连接柱407连接,第三水平支撑板405下表面并排设有2个滚轮409座408,滚轮409座408上设有滚轮409,四个滚轮409之间的空间用于容纳活塞杆。
49.在具体实施过程中,所述底座401包括水平台面和4根支撑腿,支撑腿的上端与水平台面的底部固定连接,支撑腿的下端向侧面延伸出安装版,安装板上设有长条状的通孔,所述水平台面上设有并排的3个通孔,所述气缸包括3根输出轴402,3根输出轴402分别从3个通孔穿过并与第一水平支撑板403的底部固定连接。
50.在加工活塞杆时,通过气缸调整第一水平支撑板403的高度,将活塞杆一端插入四个滚轮409之间,调整好后将活塞杆一端伸入加工机床3进行加工,使活塞杆与四个滚轮409都保持接触,从而实现对活塞杆的定位和支撑,减轻活塞杆加工时的晃动,并且滚轮409可随活塞杆转动,不会限制加工时活塞杆的转动。
51.如图6-7所示,在具体实施过程中,所述活塞杆加工固定座包括安装座501、衬套502和固定结构503,所述安装座501为圆筒结构,其一端向外、向内均延伸出圆环板状结构,所述衬套502为圆筒结构,其一端向外延伸出圆环板状结构,衬套502上安装有多个固定结构503,所述固定结构503包括抵块5033、弹簧5034、安装杆5032和拧块5031,所述安装杆5032为圆柱结构,衬套502上设有若干通孔,各通孔位于衬套502的同一横截面上,安装杆5032穿设于所述通孔中,安装杆5032一侧端部设有抵块5033,安装杆5032另一侧端部设有拧块5031,所述固定结构503设有抵块5033的一侧安装在衬套502内侧,抵块5033与衬套502内壁之间设有弹簧5034,弹簧5034两端分别连接抵块5033和衬套502内壁,所述衬套502安装在安装座501内,衬套502的圆环板状结构与安装座501向内延伸出的圆环板状结构相连接。
52.在具体实施过程中,所述安装杆5032中部的侧壁上设有凸起结构,所述通孔横截面与安装杆5032凸起处横截面一致,安装杆5032通过通孔安装在衬套502上,所述安装杆5032连接圆弧状抵块5033一端设有限位部,抵块5033中部设置有盲孔,盲孔内壁上设有限位凸起,安装杆5032插入抵块5033的盲孔,其限位部被限位凸起限制在盲孔内。
53.活塞杆加工固定座安装在加工机床3的活塞杆插入口处,在活塞杆送进加工机床3前,转动各固定机构拧块5031,转至拧块5031通过通孔后,将安装杆5032凸起结构卡在衬套502外壁上,弹簧5034拉紧;此时将活塞杆通过衬套502送进加工机床3加工口,活塞杆放稳后,将各固定机构拧块5031转动,转至通过通孔,松开弹簧5034,各固定机构将活塞杆抵住抵紧,即可开始进行活塞的加工。
54.实施例2
55.本实施例提供了一种活塞杆加工转移系统的活塞杆加工转移方法,如图8所示,包括以下步骤:
56.s1:将活塞杆料杆放置在活塞杆放置架2上;具体为将料杆从第一支撑杆205对于水平高度较高的一端放入,料杆在塑胶垫202上向下滚动,防滚块207将料杆挡住后,操作提升装置203,升降气缸启动,升起提升臂,料杆被提升臂抬起;
57.s2:定位提升架1转移料杆,将料杆一端送入第一个机床3;具体为定位提升架1转移料杆,将料杆一端送入第一个机床3在需要抓取活塞杆料杆的过程中,通过操作,定位横梁103相对定位纵梁102滑动,移动到活塞杆料杆的上方;与此同时,提升机构104相对定位横梁103移动,移动到活塞杆料杆上方的中点位置,当移动到活塞杆料杆上方时,提升机构104的液压装置工作,提升臂向下伸出,液压机械手爪1042张开手爪,抓住活塞杆料杆,抓住活塞杆料杆之后,定位横梁103移动到机床3上方,提升臂向下移动,在料杆一端对准机床3的进料口位置后,提升机构104相对定位横梁103移动,将料杆下放;
58.s3:调试活塞杆加工固定座和活塞杆支撑装置4,使活塞杆加工固定座固定活塞杆,活塞杆支撑装置4支撑加工时活塞杆漏出机床3的一端,第一个机床3加工料杆一端;具体为调试活塞杆支撑装置4,首先调整第一水平支撑板403的高度,料杆一端插入滚轮409之间,与四个滚轮409保持接触,随后活塞杆通过机床3的活塞杆加工固定座插入机床3进料孔后,将提前拉紧弹簧5034的固定机构放松,固定机构将活塞杆抵紧,即可加工料杆一端;
59.s4:加工完成后,取出料杆,定位提升架1转移料杆料杆,将料杆另一端送进第二个机床3;
60.s5:调试活塞杆第二机床3处的加工固定座和活塞杆支撑装置4后,使活塞杆加工固定座固定活塞杆,活塞杆支撑装置4支撑加工时活塞杆漏出机床3的一端,第二个机床3加工料杆另一端;具体为调试活塞杆支撑装置4,首先调整第一水平支撑板403的高度,料杆一端插入滚轮409之间,与四个滚轮409保持接触,随后活塞杆通过机床3的活塞杆加工固定座插入机床3进料孔后,将提前拉紧弹簧5034的固定机构放松,固定机构将活塞杆抵紧,即可加工料杆另一端;
61.s6:加工完成后,定位提升架1将料杆取出,转移至另一个活塞杆放置架2,完成加工。
62.相同或相似的标号对应相同或相似的部件;
63.附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制;
64.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1