压力钢管加劲环焊接施工方法与流程
1.本发明属于压力钢管等钢结构制作技术领域,涉及一种压力钢管加劲环焊接施工方法。
背景技术:
2.压力钢管在国内外的水电站开发建设中,是输水建筑物的重要组成部分,主要由压力钢管主管配合加劲环的形式出现。
3.随着压力钢管的广泛应用,其制作安装工程量也越来越大,传统模式下,依靠人工焊接加劲环的施工方法进行生产制作,无法适应当前高成本,短工期的施工现状,因此如何高效的进行压力钢管制作安装,是各施工单位一直在探讨研究的课题。该环节施工依然不能摆脱焊接质量难以控制、高成本,严重影响工期和经济效益。
4.加劲环角焊缝焊接按照常规施工方式,需要根据情况搭设不同高度平台,耗时费力;另外加劲环角焊缝多数采用二氧化碳气体保护焊进行焊接,常规采用两人操控2台气保焊机进行单道加劲环角焊缝同时焊接,经常会出现焊工焊接速度不一致、焊接水平不同出现加劲环角焊缝质量超差,经常返工会极大影响压力钢管出厂质量。
技术实现要素:
5.本发明的一个目的是解决至少上述问题和/或缺陷,并提供至少后面将说明的优点。
6.为了解决现有的施工方法不足,本发明提供一种压力钢管加劲环焊接施工方法,此方法利用自主研制的焊接工作站,采用气体保焊焊接设备进行焊接的施工方法,该施工方法可极大提高焊接质量,实现自动化焊接,节约施工成本。
7.为此,本发明提供的技术方案为:
8.压力钢管加劲环焊接施工方法,包括如下步骤:
9.1)将多个加劲环瓣通过点焊焊接到压力钢管外形成加劲环;
10.2)将步骤1)中的点焊有加劲环的压力钢管固定于滚轮架上,并通过气体保护焊接机对点焊形成的其中一道加劲环角焊缝进行气焊;
11.3)使压力钢管在滚轮架上转动,对剩余的加劲环角焊缝依次进行所述气焊;
12.其中,所述气体保护焊接机上,设置有至少一组焊接枪头同时对一道所述加劲环角焊缝进行所述气焊,所述一组焊接枪头中至少设置有2个焊接枪头,且所述一组焊接枪头的工作端沿同一高度和同一水平线间隔设置;
13.且,所述气焊中,每个焊接枪头的焊接条件均为:二氧化碳的气体流量为15~20l/min,焊接电压为25~30v,焊接电流为280~350a。
14.优选的是,所述的压力钢管加劲环焊接施工方法中,步骤2)中,进行所述气焊时,焊接速度为250~350mm/min。
15.优选的是,所述的压力钢管加劲环焊接施工方法中,步骤2)中,进行所述气焊时,
气体保护焊接机的焊接枪头保持不动,而所述滚轮架以 250~350mm/min的转速沿其轨道进行转动。
16.优选的是,所述的压力钢管加劲环焊接施工方法中,步骤2)中,所述气体保护焊接机上,根据焊角大小对应设置所述焊接枪头的个数或组数。
17.优选的是,所述的压力钢管加劲环焊接施工方法中,若焊角大,则在所述加劲环角焊缝的两侧各自分别以对称方式设置一组焊接枪头。
18.优选的是,所述的压力钢管加劲环焊接施工方法,还包括如下步骤:
19.4)采用埋弧焊接对进行过所述气焊的加劲环角焊缝进行再次焊接,埋弧焊接时,对准加劲环角焊缝的中心位置开始焊接。
20.优选的是,所述的压力钢管加劲环焊接施工方法中,步骤1)中,将2 个加劲环瓣通过点焊形成加劲环,形成有2条所述加劲环角焊缝。
21.优选的是,所述的压力钢管加劲环焊接施工方法中,所述气体保护焊接机采用焊接小车。
22.本发明至少包括以下有益效果:
23.1.本发明自动化水平高、效率高,充分利用自动化设备进行施工,可以大幅度较少人工投入,降低劳动强度和生产成本,提高压力钢管制作质量和生产效率。
24.2.本发明适用范围广,可适用于各种管径压力钢管不同位置的加劲环焊接。
25.3.本发明拓展性强,所述施工方法不仅适用于压力钢管加劲环焊接,还可适用于压力钢管止推环、阻水环、法兰等金属结构环形件的焊接施工。
26.4.本发明极大提升了焊接质量,减少了人员投入,节省了大量施工成本。
27.本发明操作容易、极大提升了焊接质量,实现了焊接自动化,节约施工成本。
28.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
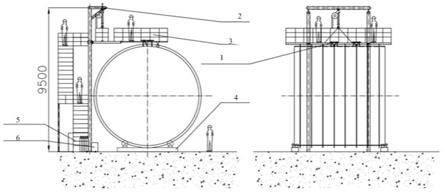
29.图1是本发明实施例中的焊接工作站的结构示意图。
30.图2是本发明实施例中的多枪头焊接小车的结构示意图。
具体实施方式
31.下面结合实施例对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
33.如图1和图2所示,本发明提供一种压力钢管加劲环焊接施工方法,包括如下步骤:
34.1)将多个加劲环瓣通过点焊焊接到压力钢管外形成加劲环;
35.2)将步骤1)中的点焊有加劲环的压力钢管固定于滚轮架上,并通过气体保护焊接机对点焊形成的其中一道加劲环角焊缝进行气焊;
36.3)使压力钢管在滚轮架上转动,对剩余的加劲环角焊缝依次进行所述气焊;
37.其中,所述气体保护焊接机上,设置有至少一组焊接枪头同时对一道所述加劲环角焊缝进行所述气焊,所述一组焊接枪头中至少设置有2个焊接枪头,且所述一组焊接枪头的工作端沿同一高度和同一水平线间隔设置;
38.且,所述气焊中,每个焊接枪头的焊接条件均为:二氧化碳的气体流量为15~20l/min,焊接电压为25~30v,焊接电流为280~350a。作为优选,本发明首先通过自主研制的集成焊接工作站。结合气体保护焊接设备进行自动化焊接。该焊接工作站集成集中供气系统、多枪头焊接小车、起升装置、滚轮架等构件组成。通过起升装置可实现不同管径的加劲环焊接,利用多枪头焊接小车结合滚轮架实现自动化焊接。
39.本发明在加劲环焊接施工中,设置有至少一组焊接枪头同时对一道所述加劲环角焊缝进行所述气焊,所述一组焊接枪头中至少设置有2个焊接枪头,这样能够对一道加劲环角焊缝从多个起点开始进行焊接,一是提高了焊接效率,二是对单个的焊接枪头来说,其不需要进行旋转或者变向,保持不动即可完成焊接极大地提高了焊接稳定性和焊接质量,实现了焊接自动化,节约施工成本。
40.在上述方案中,作为优选,步骤2)中,进行所述气焊时,焊接速度为 250~350mm/min。该速度可保持焊接质量提升。
41.在上述方案中,作为优选,步骤2)中,进行所述气焊时,气体保护焊接机的焊接枪头保持不动,而所述滚轮架以250~350mm/min的转速沿其轨道进行转动。
42.在本发明的其中一种技术方案中,作为优选,步骤2)中,所述气体保护焊接机上,根据焊角大小对应设置所述焊接枪头的个数或组数。比如一组焊接枪头中设置3个、4个甚至更多个焊接枪头。
43.在上述方案中,作为优选,若焊角大,则在所述加劲环角焊缝的两侧各自分别以对称方式设置一组焊接枪头。该两组焊接枪头可对称设置,这样,可保证,二者对加劲环角焊缝的焊接效果是一致的。
44.在本发明的其中一种技术方案中,作为优选,还包括如下步骤:
45.4)采用埋弧焊接对进行过所述气焊的加劲环角焊缝进行再次焊接,埋弧焊接时,对准加劲环角焊缝的中心位置开始焊接。本发明采用埋弧焊接有助于将加劲环角焊缝的接头处全部熔透,后续无需进行清根处理。
46.在本发明的其中一种技术方案中,作为优选,步骤1)中,将2个加劲环瓣通过点焊形成加劲环,形成有2条所述加劲环角焊缝。
47.在本发明的其中一种技术方案中,作为优选,所述气体保护焊接机采用焊接小车1。
48.为使本领域技术人员更好地理解本发明的技术方案,现提供如下的实施例进行说明:
49.一种压力钢管加劲环焊接施工方法,包括如下步骤:
50.将多个加劲环瓣通过点焊焊接到压力钢管外形成加劲环;
51.将点焊有加劲环的压力钢管固定于滚轮架上,并通过气体保护焊接机对点焊形成的其中一道加劲环角焊缝进行气焊。
52.(1)利用加劲环焊接工作站进行加劲环自动化焊接。该工作站可根据不同管径调
节平台高度,焊接不同管径的钢管加劲环。
53.(2)如图1所示,焊接工作站由多枪头焊接小车1、起升装置2、操作平台3、支撑轮、滚轮架4及集中供气系统5组成。焊接小车布置在工作站顶端,气保焊机和气体集成设置在焊接工作站6下部。操作者只需在焊接前进行焊接小车的调整,其中包括摆正小车位置、调节焊钳高度、调整导向轮等工作,焊接过程注意观察无需其他操作。
54.(3)加劲环焊接实施步骤包括:提升平台前端
→
钢管吊装至滚轮架
→
放下平台前端使支撑轮接触钢管外壁
→
布置双枪头焊接小车
→
焊接前准备(包括调整参数、喷防溅液等)
→
启动滚轮架转动钢管开始焊接
→
焊接完成后起升平台前端吊出钢管。
55.(4)加劲环角焊缝焊接时操作滚轮架转动压力钢管,焊接小车静止不动,钢管与焊枪产生相对运动,调节滚轮架转动速度即可调整焊接速度。焊接小车可根据焊角大小加设焊枪101数量,焊枪在小车上位置角度相比手持焊枪比较固定,这样在保证焊接速度的同时保证焊接质量。实现了单人同时操作多台气保焊接进行自动化焊接。
56.(5)加劲环焊接参数
57.焊脚高度焊接电流焊接电压气体流量滚轮架转速焊枪数量单位:mm单位:a单位:v单位:l/min单位:mm/min单位:把123002718320117300271828012433028183002
58.备注:具体焊接参数可根据焊接工艺进行调整
59.使压力钢管在滚轮架上转动,对剩余的加劲环角焊缝依次进行所述气焊。
60.采用埋弧焊接对进行过所述气焊的加劲环角焊缝进行再次焊接,埋弧焊接时,对准加劲环角焊缝的中心位置开始焊接。
61.这里说明的模块数量和处理规模是用来简化本发明的说明的。对本发明的压力钢管加劲环焊接施工方法的应用、修改和变化对本领域的技术人员来说是显而易见的。
62.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1