一种打火机内机头及底座自动焊接机的制作方法
1.本发明涉及一种打火机内机头及底座自动焊接机,属于打火机生产设备技术领域。
背景技术:
2.打火机是我们常见的生活用品,打火机主要由壳体、内机头、底座等构件组成,生产过程中各构件单独生产,然后进行组装。市场上常见的打火机市场售价也就在1元钱左右,而生产厂家的出厂价更低,企业想要获得更多的利润,现目前主要的手段就是提供生产效率。
3.现目前打火机的组装过程中,内机头和底座都是使用不同的设备分开组装,而内机头和底座的整个组装过程又分为装配和焊接2道工序,这2道工序又需要2台不同的设备进行完成。因此,内机头和底座的组装至少需要4台设备,每台设备都需要1个工人进行操作。而且现有的设备生产效率比较低。主要原因在于:
4.首先,内机头的装配效率严重制约了打火机的生产效率。内机头一般从打火机壳体顶部装入其内部,而且要保证内机头带有内螺纹(即设置有开口)的一端朝上设置。现目前的装配机构几乎都是使用振动盘对内机头进行筛选,使得内机头开口端朝上,但是实际筛选出来的效果不是很好,仍然有部分内机头的开口端朝下,这就需要花费大量的时间将错误放置的内机头挑出。而且振动盘最多可以设置4条送出通道,严重制约了内机头的装配效率。
5.再者,底座的装配效率严重制约了打火机的生产效率。现目前底座装配过程中,一次最多只能装配2个底座,装配速度比较慢。再者,装配过程中需要将打火机壳体调转过来,使得底部朝上才好装配底座,底座装配、焊接完毕后,又需要将整个打火机壳体再次调转,使得底部朝下,这样才好装配其它的部件,打火机翻转比较麻烦,从而严重制约了打火机的生产效率。
6.还有,现目前常见的内机头焊接机都是一个单独的机器,使用过程中将装入有内机头的打火机壳体放置在其下方,上部焊接头下行后对其进行焊接,一次只能焊接一个内机头,焊接速度比较慢,而且现目前的内机头焊接机结构形式导致其焊稳定性差,焊接精度不高。
技术实现要素:
7.本发明的目的在于,提供一种打火机内机头及底座自动焊接机。该焊接机一台设备即可分别实现内机头和底座的装配、焊接,而且生产效率较之现有设备提高了几倍,整个焊接机只需要1个人就可以操作。
8.本发明的技术方案:一种打火机内机头及底座自动焊接机,包括有操作平台,操作平台上设置有矩形结构、且闭合成环的壳体输送轨道,壳体输送轨道的4个转角处各设有1个壳体模具推送气缸,沿壳体输送轨道的运动方向顺序设置有内机头装配机构、内机头焊
接装置、底座装配机构和底座焊接装置,其中内机头装配机构、内机头焊接装置设置在壳体输送轨道的正上方,而底座装配机构设置在壳体输送轨道的正下方,底座焊接装置部分结构位于壳体输送轨道的正上方、部分结构位于壳体输送轨道的正下方。
9.前述的打火机内机头及底座自动焊接机中,所述操作平台的侧面还设置有打火机壳体输送装置,打火机壳体输送装置包括有1个位于操作平台下部的工作平台,工作平台的尾部设置有u形结构的推送轨道,推送轨道头端连接有壳体传送带,推送轨道的2个转角处各设有1个壳体移动气缸,其中第一个转角处的工作平台底部竖直设有壳体上行装置,所述壳体上行装置包括有壳体上行气缸,壳体上行气缸的输出端连接有推板,推板上沿壳体输送轨道方向间隔设置有多个推出杆,推出杆正上方的推送轨道和壳体输送轨道底部设有多个导通孔,推送轨道第二个转角正上方的壳体输送轨道底部亦设有多个导通孔,壳体输送轨道的两处导通孔位置处各设置有1个壳体支撑装置,壳体支撑装置包括有支撑气缸,支撑气缸的输出端连接有位于壳体输送轨道的导通孔正下方的支撑板,支撑板上设有多个与导通孔位置正对的支撑孔。
10.前述的打火机内机头及底座自动焊接机中,所述内机头装配机构包括有位于壳体输送轨道正上方的支架,支架之间安装有旋转筒体,旋转筒体一端与旋转电机固定连接,旋转筒体上部设有内机头转输装置,支架顶部还设有门架,门架位于内机头转输装置上方,门架沿其长度方向设有一排穿入孔,每个穿入孔经1根导管与上方的储料箱连通,旋转筒体上沿其长度方向设有一排竖直通孔,每一个竖直通孔所在的旋转筒体断面上还对称设置有2个沉孔,2个沉孔均与竖直通孔呈垂直分布,每个沉孔中固定有1根导柱。
11.前述的打火机内机头及底座自动焊接机中,所述支架固定在底板上,底板安装在操作平台上、且其底部距离操作平台存在间距,底板上沿其长度方向设有一排导向孔,当竖直通孔或沉孔处于竖直状态时,竖直通孔或沉孔和底部的导向孔与其处于同一条竖直连线上;旋转筒体外侧设置有1块斜挡板,斜挡板两端分别固定在底板和竖向支撑板上,竖向支撑板固定在底板上,斜挡板至旋转筒体的距离小于内机头的高度。
12.前述的打火机内机头及底座自动焊接机中,所述内机头转输装置包括有设置在支架顶部、旋转筒体正后方的挡板,挡板上方设有移动模具,移动模具上设有一排通孔,移动模具背部连接有推动机构,所述旋转筒体顶部至挡板底面的高度小于内机头的高度;所述推动机构包括有设置在支架背部的安装板,安装板上固定有轨道,轨道尾部固定有第二气缸,轨道上滑动连接有移动块,移动块分别与第二气缸的输出端和移动模具固定连接。
13.前述的打火机内机头及底座自动焊接机中,所述储料箱底部设有滑块,滑块与第一气缸的输出端固定连接,第一气缸固定在储料箱的支撑立杆上,滑块上设有一排连通孔,每个连通孔顶、底部对应连接1根穿入管和导管,穿入管伸入至储料箱中,伸入至储料箱内部的穿入管头端为分叉结构。
14.前述的打火机内机头及底座自动焊接机中,所述底座装配机构包括有振动盘,振动盘上并排设置有多条底座输送导轨,底座输送导轨尾部位于壳体输送轨道下方、且呈垂直布置,底座输送导轨最末端设置有定位块,定位块上设有与底座输送导轨数量相同的竖向滑槽,每个竖向滑槽朝向底座输送导轨一侧设有缺口,定位块正上方的壳体输送轨道上设有多个槽口,槽口两侧的壳体输送轨道上设有壳体夹持装置,定位块正下方设置有壳体推出机构,壳体推出机构包括有伸入至竖向滑槽中的多个推杆,推杆的另一端固定在安装
块上,安装块与推动气缸的输出端固定连接。
15.前述的打火机内机头及底座自动焊接机中,所述壳体夹持装置包括有设置在壳体输送轨道一侧的挡块,挡块正对面的壳体输送轨道另一侧设有活动块,活动块与夹持气缸固定连接,所述挡块和活动块正对的端面上设置有夹紧胶条;所述底座输送导轨尾部上部设置有检测传感器。
16.前述的打火机内机头及底座自动焊接机中,所述内机头焊接装置包括有呈矩形分布、且竖直固定在操作平台上的4根导向柱,4根导向柱均滑动穿过移动安装板,移动安装板的顶面中心设置有焊接装置,焊接装置的底部与位于移动安装板底面中心、且水平设置的焊接头固定连接,焊接头底部沿其长度方向均匀间隔设置有多个焊接导管,4根导向柱顶部与固定安装板固定连接,固定安装板顶部中心固定有焊接推动气缸,焊接推动气缸的输出端穿过固定安装板后经推动机构与移动安装板固定连接,移动安装板正下方的操作平台上设有壳体输送轨道,壳体输送轨道与焊接头平行设置、且处于同一竖直断面上。
17.前述的打火机内机头及底座自动焊接机中,所述推动机构包括有与焊接推动气缸的输出端连接的连杆,连杆底部固定在横向安装块的中心位置,横向安装块底部两端各设有1根推动杆,推动杆的另一端与移动安装板固定连接;所述移动安装板的底部固定连接有4个导向滑套,每根导向柱均穿过1个导向滑套。
18.本发明的有益效果:与现有技术相比,本发明的自动焊接机具有以下几个方面的优点:
19.1、该自动焊接机将内机头和底座的安装和焊接集成在一台设备上,一套设备即可完成4到工序,设备数量减少,而且各道工序均为自动加工,不需要人为操作,本发明的自动焊接机只需要一个工人即可,节省了劳务支出,而且生产效率较之现有生产提高了好几倍。
20.2、该自动焊接机通过设置封闭成环的壳体输送轨道,配合壳体模具推送气缸,可实现单排壳体固定模具在壳体输送轨道内的自动输送,从而实现流水线自动生产。并设置有打火机壳体输送装置,从而将待加工的打火机壳体自动装配至壳体输送轨道中的单排壳体固定模具,但打火机壳体装配、焊接好内机头和底座后,又可以从壳体输送轨道中自动送出至打火机壳体输送装置上,提高了整个设备的自动化生产效率。
21.3、打火机壳体输送装置中通过设置有推送轨道、壳体传送带以及壳体移动气缸,通过壳体传送带将装入有代加工打火机壳体的多排壳体固定模具输送至推送轨道中,通过壳体上行装置将打火机壳体转输至壳体输送轨道以后,通过壳体移动气缸将空的多排壳体固定模具移动至推送轨道下一个转角处,加工好的打火机壳体从壳体输送轨道中掉落至空的多排壳体固定模具中,实现了多排壳体固定模具的自动循环、反复利用。
22.4、本发明的内机头装配机构通过设置有旋转筒体,旋转筒体同一个截面错位设置有竖直通孔和沉孔,并在沉孔中设置有导柱,储料箱中的内机头通过导管送入至移动模具中,移动模具向前移动与挡板分离后,移动模具中的内机头掉出,此时旋转筒体的沉孔首先正对移动模具的通孔,若移动模具中的内机头为倒置,则内机头向下掉落刚好套在导柱上,若移动模具中的内机头为正装,则内机头无法掉落,当旋转筒体转动90度后,正装的内机头则可以通过竖直通孔直接掉落至打火机壳体中,而套接在导柱上的内机头在旋转筒体转动180度以后,即可正向掉落至打火机壳体中。整个过程中不再需要对导管中的内机头方向进行调整,通过旋转筒体即可使得反装的内机头正向掉落至打火机壳体中,从而提高了打火
机内机头的装配效率。
23.5、本发明的内机头焊接装置中通过在焊接头上设置有多个焊接导管,可同时对多个装入有内机头的打火机壳体进行焊接,焊接速度比较快、效率高;通过设置有4根导向柱,导向柱上设置有导向滑套,并且还对称设置有2根推动杆,使得整个装置稳定性比较好,导向精度比较高,提高了焊接精度;焊接装置、焊接头、焊接推动气缸、横向安装块、移动安装板以及固定安装板的中心点均处于同一条竖直直线上,提高了整个装置的结构稳定性,移动安装板上下移动比较顺滑,进一步保证了焊接精度;在焊接头底部设置有与其平行、且处于同一竖直断面的轨道,通过轨道对打火机壳体进行精准定位,从而进一步提高了焊接精度,同时可以实现打火机壳体的自动输送,提高了生产效率。
24.6、本发明的底座装配机构通过在壳体输送轨道底部下方设置有与其垂直的底座输送导轨,并在壳体输送轨道上设置有多个槽口,每个槽口对应1道竖直滑槽和1个推杆,打火机壳体从槽口掉落至竖直滑槽中以后即可使得打火机底座卡入打火机壳体的安装槽中,再通过推杆的推出使得装入有打火机底座的打火机壳体再次上行至壳体输送轨道中,在壳体固定模具的推动作用下送至下个工位进行后续加工。整个过程中,不需要将打火机壳体进行翻转,即可实现打火机底座的自动安装,而且每次可以安装多个打火机底座,从而提高了打火机的生产效率。
附图说明
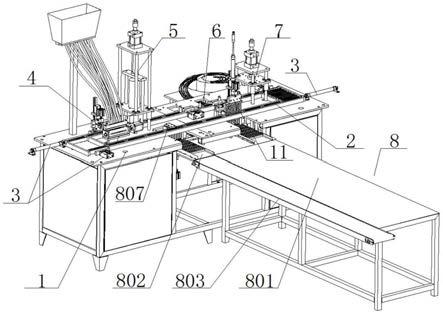
25.附图1为本发明的结构示意图;
26.附图2为附图1的俯视结构示意图;
27.附图3为附图1的背面结构示意图;
28.附图4为内机头装配机构的结构示意图;
29.附图5为附图4的局部放大示意图;
30.附图6为滑块与导管以及穿入管的连接结构示意图;
31.附图7为附图4的正面结构示意图;
32.附图8为附图4的俯视结构示意图;
33.附图9为附图4的侧面结构示意图;
34.附图10为内机头正向装入时的示意图;
35.附图11为内机头正向装入时的示意图;
36.附图12为内机头反向装入时的示意图;
37.附图13为内机头反向装入时的示意图;
38.附图14为内机头焊接装置的结构示意图;
39.附图15为底座装配机构的结构示意图;
40.附图16为附图15的侧面结构示意图;
41.附图17为附图15的俯视结构示意图;
42.附图18为附图17的壳体输送轨道的结构示意图;
43.附图19为打火机壳体输送装置的结构示意图;
44.附图20为附图19的背部结构示意图;
45.附图21为支撑气缸与支撑板的结构示意图。
46.附图标记:1
‑
操作平台,2
‑
壳体输送轨道,3
‑
壳体模具推送气缸,4
‑
内机头装配机构,401
‑
移动块,402
‑
底板,403
‑
导向孔,404
‑
旋转筒体,405
‑
旋转电机,406
‑
挡板,407
‑
移动模具,408
‑
通孔,409
‑
门架,410
‑
穿入孔,411
‑
导管,412
‑
储料箱,413
‑
竖直通孔,414
‑
沉孔,415
‑
导柱,416
‑
斜挡板,417
‑
滑块,418
‑
第一气缸,419
‑
支撑立杆,420
‑
穿入管,421
‑
安装板,422
‑
轨道,423
‑
第二气缸,5
‑
内机头焊接装置,501
‑
导向柱,502
‑
移动安装板,503
‑
焊接装置,504
‑
焊接头,505
‑
焊接导管,506
‑
固定安装板,507
‑
焊接推动气缸,508
‑
连杆,509
‑
横向安装块,510
‑
推动杆,511
‑
导向滑套,6
‑
底座装配机构,601
‑
检测传感器,602
‑
底座输送导轨,603
‑
夹持气缸,604
‑
定位块,605
‑
缺口,606
‑
槽口,607
‑
推杆,608
‑
安装块,609
‑
推动气缸,610
‑
挡块,611
‑
活动块,7
‑
底座焊接装置,8
‑
打火机壳体输送装置,801
‑
工作平台,802
‑
推送轨道,803
‑
壳体传送带,804
‑
壳体移动气缸,805
‑
壳体上行气缸,806
‑
推出杆,807
‑
支撑气缸,808
‑
支撑板,809
‑
支撑孔,9
‑
单排壳体固定模具,10
‑
多排壳体固定模具。
具体实施方式
47.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
48.本发明的实施例:一种打火机内机头及底座自动焊接机,如附图1
‑
21所示,包括有操作平台1,操作平台1表面上设置有矩形结构、且闭合成环的壳体输送轨道2,壳体输送轨道2的4个转角处各设有1个壳体模具推送气缸3,4个壳体模具推送气缸3的输出端均连接有1块推动板,该推动板朝向壳体输送轨道2方向设置,推动板朝向的壳体输送轨道2处设有缺口。沿壳体输送轨道2的运动方向顺序设置有内机头装配机构4、内机头焊接装置5、底座装配机构6和底座焊接装置7,其中内机头装配机构4、内机头焊接装置5设置在壳体输送轨道2的正上方,而底座装配机构6设置在壳体输送轨道2的正下方,底座焊接装置7分为2个部分,分别是焊接装置和压紧装置,其中焊接装置位于壳体输送轨道2的正下方、其焊接装置朝向上设置,而压紧装置位于壳体输送轨道2的正上方、可竖直向下移动。
49.整个结构中,壳体输送轨道2沿2个长边设置的轨道宽度刚好可以容纳1个单排壳体固定模具9,而壳体输送轨道2沿2个长边设置的长度刚好等于单排壳体固定模具9长度的整数倍。而壳体输送轨道2沿2个短边设置的轨道宽度刚好等于1个单排壳体固定模具9的长度,而沿2个短边设置的轨道长度刚好等于单排壳体固定模具9宽度的整数倍。整个壳体输送轨道2刚好由2个长边以及2个短边构成4段,每个壳体模具推送气缸3的输出端刚好正对一段壳体输送轨道2的长度方向。每个单排壳体固定模具9中可以卡入10个打火机壳体,下部长边对应的壳体输送轨道2头端设置的壳体模具推送气缸3将单排壳体固定模具9从壳体输送轨道2的右端向左端推动,而左侧短边头端设置的壳体模具推送气缸3将单排壳体固定模具9从下部长边壳体输送轨道2的左端向上端推动,在挤压力作用下使得移动至上部长边对应的壳体输送轨道2左头端,如此循环往复。
50.当装入有待加工打火机壳体的单排壳体固定模具9移动至内机头装配机构4工位时,内机头装配机构4动作将内机头从上部装入至打火机壳体中。装好内机头的打火机壳体继续往下移动至内机头焊接装置5工位处,内机头焊接装置5动作,将内机头焊接固定在打火机壳体中。内机头焊接完毕的打火机壳体继续移动至底座装配机构6处,底座装配机构6动作,将底座从打火机壳体的底部装入打火机壳体底部的安装槽中。装入有打火机底座的
打火机壳体移动至底座焊接装置7时,底座焊接装置7的焊接装置和压紧装置同时动作,上部的压紧装置向下移动压住待焊接的打火机壳体,而底部的焊接装置上行对位于打火机壳体底部的底座进行焊接。至此,整个打火机内机头和底座的装配和焊接工作全部结束,即可将加工好的打火机壳体从单排壳体固定模具9中取出,放入待加工的打火机壳体。
51.所述操作平台1的侧面还设置有1个打火机壳体输送装置8,打火机壳体输送装置8略微低于操作平台1,两者为垂直设置。打火机壳体输送装置8包括有1个位于操作平台1下部的工作平台801,工作平台801的尾部设置有u形结构的推送轨道802,其中推送轨道802头端开口方向设置有壳体传送带803,壳体传送带803的尾端朝向推送轨道802头端开口处。推送轨道802的2个转角处各设有1个壳体移动气缸804,该壳体移动气缸804的设置形式与壳体模具推送气缸3相同。其中第一个转角处的工作平台801底部竖直设有壳体上行装置,所述壳体上行装置包括有壳体上行气缸805,壳体上行气缸805的输出端连接有推板,推板上沿壳体输送轨道2方向间隔设置有多个推出杆806,推出杆806正上方的推送轨道802和壳体输送轨道2底部间隔设有10个导通孔,推送轨道802第二个转角正上方的壳体输送轨道2底部亦设有10个导通孔,每一处的10个导通孔的设置间距与单排壳体固定模具9上的打火机壳体卡入槽间距相同。壳体输送轨道2的两处导通孔位置处各设置有1个壳体支撑装置,壳体支撑装置包括有固定在操作平台1上的支撑气缸807,支撑气缸807的输出端连接有位于壳体输送轨道2的导通孔正下方、且贴邻壳体输送轨道2底面的支撑板808,支撑板808上设有10个与导通孔位置正对的支撑孔809。
52.使用过程中,工人主要在工作平台801进行操作,其工作内容为将待加工的打火机壳体装入至多排壳体固定模具10中,每个多排壳体固定模具10设置有5行10列,一次性可装入50个打火机壳体,该多排壳体固定模具10的每一排相当于1个单排壳体固定模具。工人将装入有代加工打火机壳体的多排壳体固定模具10放置在壳体传送带803上,通过壳体传送带803将多排壳体固定模具10输送至推送轨道802中,当多排壳体固定模具10的第一排移动至第一个转角的导通孔位置处时,底部的壳体上行气缸805动作,使得推出杆806推出,推出杆806的头端伸入至打火机壳体内部的安装槽中,从而将打火机壳体从多排壳体固定模具10中推出,并继续上行穿过支撑板808的支撑孔809后和壳体输送轨道2的导通孔后卡入至单排壳体固定模具9的定位孔中,接着支撑请807动作,带动支撑板808后退,指的支撑板808上的支撑孔809与壳体输送轨道2上的导通孔形成错位设置,错位设置的支撑孔809即可支撑住卡入单排壳体固定模具9中的打火机壳体,然后推出杆806下行,壳体输送轨道2中后方单排壳体固定模具9向前推动装入有待加工打火机壳体的单排壳体固定模具9向前移动使其离开原有位置,从而将待加工的打火机壳体从多排壳体固定模具10转移至单排壳体固定模具9中。当多排壳体固定模具10中的待加工打火机壳体全部推出后,其侧面的壳体移动气缸804动作,将空的多排壳体固定模具10推动至推送轨道802的第二个转角处。推送轨道802的第二个转角处正上方的壳体输送轨道2处也设置有导通孔,底座焊接后以后的打火机壳体沿着壳体输送轨道2移动到该处过程中,首先该处导通孔底部的支撑孔809与其形成错位设置,避免加工好的打火机壳体移动过程中直接掉落下去。当装入有加工好的打火机壳体的单排壳体固定模具9停止、且打火机壳体刚好与导通孔正对时,该处的支撑请807动作,使得支撑孔809与导通孔完全重合,加工好的打火机壳体即可从单排壳体固定模具9中通过导通孔、支撑孔809,掉落至多排壳体固定模具10中,并通过后方的壳体移动气缸804逐步将装
入有加工好的打火机壳体的多排壳体固定模具10往前推出。工人将加工好的打火机壳体放入箱体中即可。
53.所述推送轨道802的第二个转角处正上方的壳体输送轨道2处还设置有成品壳体推出装置11,该成品壳体推出装置11结构与壳体上行装置完全一致,不同之处在于设置方向刚好相反,其上的推出杆朝向设置,正对下方的导通孔。当加工好的打火机壳体从导通孔中掉落至下方的多排壳体固定模具10中时,成品壳体推出装置11动作,推出杆向下伸出,伸入至加工好的打火机壳体中,将其完全推入至多排壳体固定模具10中,避免其出现卡顿情况。
54.所述内机头装配机构4包括有位于壳体输送轨道2正上方的支架,支架之间转动安装有1个旋转筒体404,旋转筒体404一端与旋转电机405的输出端固定连接,旋转电机405固定在支架上。旋转筒体404上部设有内机头转输装置,支架顶部还固定设有门架409,门架409位于内机头转输装置上方,门架409沿其长度方向设有一排穿入孔410,每个穿入孔410经1根导管411与上方的储料箱412连通,旋转筒体404上沿其长度方向设有一排竖直通孔413,每一个竖直通孔413所在的旋转筒体404断面上还对称设置有2个沉孔414,2个沉孔414均与竖直通孔413呈垂直分布,每个沉孔414中固定有1根导柱415。
55.使用过程中,打火机内机头放置在储料箱412中,内机头顺延导管411充满其中,导管411中的内机头有些为正向装入、有些则是反向装入。导管411底部的内机头又通过门架409上的穿入孔410掉落至内机头转输装置中,通过内机头转输装置将内机头移动至旋转筒体404的正上方。此时旋转筒体404的沉孔414刚好处于竖直状态,若此时内机头转输装置中的内机头为正向(即开口端朝上、未开口端朝下),此时沉孔414中的导柱415抵住内机头,使得内机头无法掉落至沉孔中;若此时内机头转输装置中的内机头为反向(即开口端朝下、未开口端朝上),则反向的内机头刚好向下掉落套接在导柱415上。然后旋转电机405带动旋转筒体404顺时针转动90度,此时内机头转输装置与竖直通孔413位置正对,前期正向、未掉落至沉孔414中的内机头则直接正向掉落至竖直通孔413中,而竖直通孔413的底部又刚好与底板402上的导向孔403正对,每个导向孔403正下方的壳体输送轨道2上刚好放置有1个打火机壳体,则正向的内机头直接从竖直通孔413掉落至打火机壳体中,完成安装。旋转筒体404从沉孔414处于竖向、至转动90度后竖直通孔413处于竖向,内机头转输装置中装入的内机头全部掉出,然后内机头转输装置退回,进行二次装入内机头。二次装入内机头的过程中,旋转电机405会带动旋转筒体404顺时针再次转动90度,此时套接有内机头的导柱415已经转动了180度,内机头就会从导柱415上掉出、进入至打火机壳体中,完成一次全过程的打火机安装。每个打火机壳体中均装入有1颗内机头,将装入有内机头的打火机壳体取走,放入下一批次的打火机壳体,重复上述过程即可。
56.所述支架固定在底板402上,底板402安装在操作平台1上、且其底部距离操作平台1一定高度,底板402上沿其长度方向设有一排导向孔403,当竖直通孔413或沉孔414处于竖直状态时,竖直通孔413或沉孔414和底部的导向孔403与其处于同一条竖直连线上。使用过程中,打火机壳体放置在底板402底部的壳体输送轨道2上。导向孔403便于内机头穿过底板402掉落至打火机壳体中。
57.所述内机头转输装置包括有设置在支架顶部、旋转筒体404正后方的1块挡板406,挡板406上方设有1块移动模具407,移动模具407上设有一排通孔408,移动模具407背部连
接有推动机构。
58.使用过程中,推动机构未推动移动模具407向前推出时,移动模具407上的每个通孔408刚好与1个穿入孔410对应,从而使得导管411中的内机头首先掉落至移动模具407的通孔408中。由于移动模具407底部支撑有挡板406,使得内机头无法从通孔408中掉出,每个通孔408的深度刚好放入1个内机头。然后推动机构带动移动模具407向前移动,当移动模具407的通孔408与挡板406的头端错开时,每个通孔408刚好正对旋转筒体404上的1个沉孔414,若此时通孔408中的内机头为正向(即开口端朝上、未开口端朝下),此时沉孔414中的导柱415抵住内机头,使得内机头无法掉落至沉孔中;若此时通孔408中的内机头为反向(即开口端朝下、未开口端朝上),则反向的内机头刚好向下掉落套接在导柱415上。然后旋转电机405带动旋转筒体404顺时针转动90度,此时通孔408与竖直通孔413位置正对,前期正向、未掉落至沉孔414中的内机头则直接正向掉落至竖直通孔413中,而竖直通孔413的底部又刚好与底板402上的导向孔403正对,每个导向孔403正下方的壳体输送轨道2上刚好放置有1个打火机壳体,则正向的内机头直接从竖直通孔413掉落至导向孔403中,然后再通过导向孔403掉落至打火机壳体中,完成安装。旋转筒体404从沉孔414处于竖向,至转动90度后竖直通孔413处于竖向,移动模具407的通孔408中装入的内机头全部掉出,然后移动模具407在推动机构的作用下向后退回,进行二次装入内机头。
59.所述旋转筒体404顶部至挡板406底面的高度小于内机头的高度,当沉孔414处于竖直位置,而通孔408中的内机头为正向放置时,内机头无法掉落至沉孔414中,此时需要保持通孔408中的内机头处于竖直状态,避免内机头从通孔408中掉出,故将旋转筒体404顶部至挡板406底面的高度设置为小于内机头的高度,这样就可以实现上述功能。
60.所述旋转筒体404外侧设置有1块斜挡板416,斜挡板416两端分别固定在底板402和竖向支撑板上,竖向支撑板固定在底板402上,斜挡板416至旋转筒体404的距离小于内机头的高度。当套接有内机头的沉孔414转动至角度为斜向下时,导柱415上的内机头在自重作用下会从导柱415上滑出,为了避免沉孔414还未转动至竖直位置时,内机头已经掉落,故设置有斜挡板416,斜挡板416至旋转筒体404的距离小于内机头的高度,可以挡住内机头,避免其掉出。
61.所述储料箱412底部设有滑块417,滑块417与第一气缸418的输出端固定连接,第一气缸418固定在储料箱412的支撑立杆419上,滑块417上设有一排连通孔,每个连通孔顶、底部对应连接1根穿入管420和导管411,穿入管420伸入至储料箱412中。使用过程中,第一气缸418带动滑块417下上移动,滑动417又带动穿入管420在储料箱412中来回移动,这样储料箱412中的内机头更容易进入到穿入管420中,最终进入到导管411中。
62.伸入至储料箱412内部的穿入管420头端为分叉结构,方便储料箱412中的内机头进入到穿入管420中。
63.所述推动机构包括有设置在支架背部的安装板421,安装板421上固定有轨道422,轨道422尾部固定有第二气缸423,轨道422上滑动连接有移动块401,移动块401分别与第二气缸423的输出端和移动模具407固定连接。第二气缸423动作即可带动移动块401沿着轨道422来回直线移动,移动块401又带动与之连接的移动模具407来回移动,从而实现内机头的装入、送出。
64.所述内机头焊接装置5包括有呈矩形分布、且竖直固定在操作平台上的4根导向柱
501,4根导向柱501均滑动穿过移动安装板502,4根导向柱501均以移动安装板502的中点为中心呈对称分布。移动安装板502的顶面中心设置有焊接装置503,焊接装置503的底部与位于移动安装板502底面中心、且水平设置的焊接头504固定连接,焊接头504底部沿其长度方向均匀间隔设置有多个焊接导管505,4根导向柱501顶部与固定安装板506固定连接,固定安装板506顶部中心固定有焊接推动气缸507,焊接推动气缸507的输出端穿过固定安装板506后经推动机构与移动安装板502固定连接。
65.使用过程中,经壳体模具推送气缸3将多个装入有内机头的打火机壳体沿着壳体输送轨道2推动至焊接头504的正下方,焊接推动气缸507动作其输出端经推动机构推动移动安装板502沿着导向柱501向下移动,使得每根焊接导管505伸入至1个打火机壳体中,焊接导管505头端挤出焊接剂将内机头与打火机壳体焊接在一起。焊接推动气缸507带动移动安装板2上行,壳体模具推送气缸3将焊接好的打火机壳体推离。
66.所述推动机构包括有与焊接推动气缸507的输出端连接的连杆508,连杆508底部固定在横向安装块509的中心位置,横向安装块509底部两端各设有1根推动杆510,推动杆510的另一端与移动安装板502固定连接。通过2根推动杆510推动移动安装板502移动,保证移动安装板502表面受力均匀,从而使得移动安装板502能够沿着导向柱501上下移动比较顺滑,避免出现卡顿。
67.所述移动安装板502、固定安装板506以及横向安装块509的中心位于同一条竖直直线上;焊接装置503、焊接头504的中心点与移动安装板502的中心点重合;2根推动杆510以横向安装块509的中心为中点对称设置;焊接推动气缸507的中心点与固定安装板506的中心点重合。该设计使得焊接装置503、焊接头504、焊接推动气缸507、横向安装块509、移动安装板502以及固定安装板506的中心点均处于同一条竖直直线上,提高了整个装置的结构稳定性,使得移动安装板502上下移动比较顺滑,进一步保证了焊接精度。
68.所述移动安装板502的底部固定连接有4个导向滑套511,每根导向柱501均穿过1个导向滑套511,设置有导向滑套511可以提高导向精度、保证移动安装板502顺利、平稳下滑,从而进一步提高焊接精度。
69.所述底座装配机构6包括有1个振动盘,振动盘上并排设置有5条底座输送导轨602,底座输送导轨602尾部位于壳体输送轨道2的下方,且底座输送导轨602与壳体输送轨道2呈垂直布置,而底座输送导轨602则位于操作平台1的台面下方。底座输送导轨602最末端设置有1个定位块604,定位块604固定在台面的下方,定位块604上设有与底座输送导轨602数量相同的5道竖向滑槽,每道竖向滑槽朝向底座输送导轨602一侧设有1个缺口605,定位块604正上方的壳体输送轨道2上设有5个槽口606,每个槽口606正对下方的1道竖向滑槽。槽口606两侧的壳体输送轨道2上设有壳体夹持装置,定位块604正下方设置有壳体推出机构,壳体推出机构包括有伸入至竖向滑槽中的多个推杆607,推杆607的另一端固定在安装块608上,安装块608与推动气缸609的输出端固定连接,推动气缸609固定在台面底部设置的安装杆上,推杆607和竖向滑槽结构与打火机壳体结构类似。
70.使用过程中,在振动盘中放置有很多的打火机底座,在振动盘的振动筛选作用下,打火机底座正向放置在底座输送导轨602上,并顺延底座输送导轨602输送至其头端。同时推杆607在推动气缸609的作用下使其顶端端面与缺口605的底面平齐,底座输送导轨602头端的打火机底座从缺口605处进入到竖向滑槽中,并停留在推杆607的顶端面。当单排壳体
固定模具9移动至槽口606处时,单排壳体固定模具9中的5个打火机壳体各自对应一个槽口606,并从槽口606中掉落下去,掉落过程中单排壳体固定模具9对打火机壳体起到一个导向作用,保证打火机壳体竖直掉落至竖向滑槽中,使得推杆607顶端的打火机底座刚好卡入打火机壳体底部的安装槽中。接着推动气缸609动作,推动打火机底座以及打火机壳体一起向上移动,直到打火机壳体底面与壳体输送轨道2的底面平齐。此时推动气缸609保持推出状态,后续的单排壳体固定模具9沿着壳体输送轨道2向前移动,将装入有打火机底座的打火机壳体推离槽口606位置,使得另外5个未装入打火机底座的打火机壳体刚好与槽口606位置对应。接着壳体夹持装置动作,将对应5个槽口606的5个打火机壳体夹持住,然后推动气缸609下行,使得推杆607顶端与缺口606的底面再次平齐,使得打火机底座再次停留在推杆607顶部,接着壳体夹持装置动作松开,使得5个打火机壳体从槽口606掉下。如此往复,即可实现将打火机底座从打火机壳体底部装入其安装槽中。而装入有打火机底座的打火机壳体在后续单排壳体固定模具9的推动作用下与槽口606错位,就不会从打火机壳体中掉出。
71.所述壳体夹持装置包括有设置在壳体输送轨道2一侧的挡块610,挡块610正对面的壳体输送轨道2另一侧设有活动块611,活动块611与夹持气缸603固定连接。使用过程中,活动块611在夹持气缸603的驱动作用下向前推出,与挡块610一起将打火机壳体夹持住,从而避免推杆607未下行到位时,打火机壳体即从槽口606往下掉。活动块611在夹持气缸603的驱动作用下向后回收,打火机壳体即可从槽口606往下掉落。
72.所述挡块610和活动块611正对的端面上设置有沿其长度方向设置的夹紧胶条,夹持过程中夹紧胶条抵住打火机壳体的外壁,将其夹持住。设置夹紧胶条可提高与打火机壳体的摩擦力,而且夹紧胶条为弹性结构,可避免打火机壳体在夹持力作用下出现损坏,而且夹紧胶条夹持过程中不会在打火机壳体表面出现划痕。
73.所述底座输送导轨602尾部上部设置有检测传感器601,通过到检测传感器604检测每道底座输送导轨602上是否有打火机底座,若其中1道底座输送导轨602上没有打火机底座则发出报警信号,同时整个设备停止动作。保证每个打火机壳体底部均装入有打火机底座。
74.所述底座焊接装置7分为2个部分,分别是焊接装置和压紧装置,其中焊接装置与内机头焊接装置5相同,仅仅是设置方向相反而已。底座焊接装置7的焊接装置设置在操作平台1的底面,其焊接导管朝向上设置,底座焊接装置7的焊接导管正对壳体输送轨道2的底面设置,壳体输送轨道2与其正对的底面设置有多个与焊接导管正对的导向孔,该导向孔可供焊接导管穿过,但是小于打火机壳体的底面,从而避免打火机壳体从该导向孔掉出。
75.底座焊接装置7的压紧装置位于壳体输送轨道2的正上方、可竖直向下移动。其结构与内机头焊接装置5类似,仅仅是将内机头焊接装置5中的焊接头504和焊接导管505更换为一块压板而已。使用过程中,底座焊接装置7的压板下行压住打火机壳体,然后底座焊接装置7的焊接导管向上移动穿过导向孔后即可对底座进行焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1