一种教学用集成式自动化打标平台的制作方法
1.本发明属于专业教学用具技术领域,具体涉及一种教学用集成式自动化打标平台。
背景技术:
2.在大学教学过程中,工业生产以及工厂制造等课题的教学,一般都是采用视频或者图纸的方式进行演示讲解,这种方式虽然对自动化生产以及设备仪器制造等过程能够起到一定的教学辅助效果,但是这种教学效果以及细节说明都不能够很好的讲解,对学生的启发性以及课题吸引力都不够明显。
3.因此,有必要设计一种占地面积小、能够对大学所学内容中常见的生产运用设备进行教学演示的装置。
技术实现要素:
4.为了解决现有工业打标生产线占地面积大、无法实现功能拆分不适用于现场教学和演示的问题,本方案提供了一种教学用集成式自动化打标平台。
5.本发明所采用的技术方案为:
6.一种教学用集成式自动化打标平台,包括:
7.输送演示机构,包括送料输送线、出料输送线、工位输送线和返回输送线;出料输送线设置于送料输送线的上方,返回输送线设置于工位输送线的上方;在送料输送线与工位输送线之间设置有用于转运的第一升降输送线;在工位输送线与返回输送线之间设置有用于转运的第二升降输送线;在返回输送线与出料输送线之间设置有用于转运的第三升降输送线;
8.打标演示台,包括回转输送盘、激光测距仪、镭射打标头和视觉检测器;所述回转输送盘呈圆盘状并能够水平转动,沿所述回转输送盘周向的外侧分别设置有取放工位、测距工位、打标工位和检测工位;激光测距仪设置于测距工位处并用于对工件测距;镭射打标头设置于打标工位处并用于对工件打标;视觉检测器设置于检测工位处并用于对工件进行打标后的检测;在回转输送盘上设置有多个工件放置位,工件放置到回转输送盘上时,工件能够随回转输送盘同步转动;激光测距仪测距后将数据反馈给控制台,控制台再下达控制第一升降气缸或者第二升降气缸,镭射打标头移动至需要尺寸后开始打标;
9.以及机械手,设置于抓取工位处,所述机械手能够将工位输送线上的工件抓取至工件放置位处,或者将工件放置位上检测合格的工件抓放回工位输送线处,或者将工件放置位上检测不合格的工件抓移至设置于打标演示台一侧的不合格品框中。
10.可选的:在回转输送盘的每个工件放置位处均设置有双向气动夹具,所述双向气动夹具包括夹座、活动气缸、左夹臂、端座和右夹臂;夹座呈l型,活动气缸固定在夹座竖向部分的上端,端座固定在夹座横向部分的上方;该端座的上端面处设置有用于工件的下端定位的端部定位槽;活动气缸能够控制左夹臂和右夹臂夹紧或松开所述工件的上端。
11.可选的:沿所述回转输送盘周向的外侧设置有八个工位,八个工位分别为四个取放工位、一个测距工位、两个打标工位和一个检测工位,八个工位沿顺时针或逆时针方向布置;每个取放工位处均设置有一个机械手,且不合格品框位于在一个取放工位的一侧处,且该工位处的机械手能够将工件抓放回工位输送线上或者抓移至不合格品框中;每个打标工位处均设置有一个镭射打标头。
12.可选的:两个镭射打标头处设置有除尘吸气管,除尘吸气管垂直于回转输送盘的径向并横向覆盖两个镭射打标头,在除尘吸气管上具有吸气孔;在两个镭射打标头远离除尘吸气管的一侧设置有集尘口,除尘吸气管与集尘口连通并用于将工件打标过程中产生的粉尘吹入集尘口中。
13.可选的:所述打标演示台还包括机台,在打标工位处设置有打标安装架,打标安装架上设置有第一升降气缸和第二升降气缸,该打标安装架与机台固定连接;两个镭射打标头位于打标工位所对应的两个工件的正上方,并分别通过第一升降气缸和第二升降气缸连接到打标安装架上,第一升降气缸和第二升降气缸分别控制两个镭射打标头竖向升降。
14.可选的:在检测工位处设置有视觉检测架,视觉检测架上设置有第三升降气缸,视觉检测器位于检测工位所对应的工件的正上方并通过第三升降气缸连接到视觉检测架上,第三升降气缸用于控制视觉检测器的竖向升降。
15.可选的:第一升降气缸、第二升降气缸和第三升降气缸根据激光测距仪所测距离对应控制镭射打标头和视觉检测器的位置;视觉检测器的下端设置有罩盖,检测时罩盖罩于工件上。
16.可选的:机械爪包括第一机械抓手、第二机械抓手、第三机械抓手和第四机械抓手,四个机械爪对应设置于四个取放工位处,第二机械抓手和第三机械抓手位于工位输送线的上方,第一机械抓手和和第四机械抓手位于工位输送线与打标演示台之间;第一机械抓手和第二机械抓手用于抓取工位输送线一端的工件,第三机械抓手和第四机械抓手用于抓取工位输送线另一端的工件。
17.可选的:所述送料输送线、出料输送线、工位输送线、返回输送线、第一升降输送线、第二升降输送线和第三升降输送线均为相互独立的输送线,每个输送线均包括杆架和多个传动辊;两根杆架相互平行,各个传动辊转动连接于两根杆架之间,在每个传动辊的端部均固定连接有两个链轮,相邻传动辊之间通过与链条相连,链条与链轮咬合配合。
18.可选的:其运行过程,包括输送演示流程和打标演示流程;
19.所述输送演示流程包括:
20.s1:第一升降输送线将装有工件的物料框水平移送到第一升降输送线上;第一升降输送线下移并对齐工位输送线右端,物料框由第一升降输送线移送至工位输送线上;
21.s2:工位输送线将物料框水平移送到其左端的第二升降输送线上;第二升降输送线上移并对齐返回输送线的左端,物料框由第二升降输送线移送至返回输送线上;
22.s3:返回输送线将物料框水平移送到其右端的第三升降输送线上;第三升降输送线下移并对齐出料输送线,物料框由第三升降输送线移送至出料输送线上;
23.所述打标演示流程包括:
24.s1:当工位输送线将物料框输送到指定位置后,四个机械手分别抓取工位输送线左右两端的工件放置到回转输送盘上;
25.s2:回转输送盘逆时针旋转,并将工件依次移经至测距工位、打标工位、检测工位后返回取放工位;
26.s3:当工件被检测为合格品时,该工件由对应的机械手放回工位输送线的初始位置;当工件被检测为不合格品时,该工件由第四机械抓手放入到不合格品框中。
27.本发明的有益效果为:
28.1.本方案中的输送演示机构和打标演示台相互独立,能够独立演示工件的输送过程和镭射打标过程,并且两者之间通过机械手进行抓放,不仅能够保证两者运作的独立性,还能够实现两者之间的配合,使得输送过程的演示和打标过程的演示方式更加灵活;
29.2.输送演示机构采用循环式的输送方式,其工件的取放位置相互靠近,从而减少演示过程中工件的搬运距离,同时方便于输送线路的演示;此外,采用升降机构控制升降输送线进行物料的转运,能够实现不同高度位置物料的升降转运,充分利用教学场所的空间进行合理的组合;
30.3.采用回转输送盘进行打标过程中的工件输送,能够有效节省空间,使其在空间较小的教室中也能完成全部过程的演示,并配合各个工位所设置的激光测距仪、镭射打标头、视觉检测器等部件,能够方便的实现测距、打标和检测等打标过程;确保每个零件的打标深度及打标位置的准确性。
31.4.产品在上下料、打标的全过程中,全程实现无人化,通过机器视觉来对产品进行检测,大幅度提升产品合格率;打标全程进行吸风除尘处理,将废气进行过滤后收集粉尘,避免对环境进行污染
32.5.利用本打标平台,能够对大学书本内容中容易出现的激光、输送/升降装置、电机/步进电机控制、摄像设备、传感器、机械手、激光、风机、气动装置等工程应用中的常见设备进行全方位的了解,同时,也可以通过相应的软件编程的学习,掌握相应的软件的运用等知识。能够对大学学习的主要课程都进行较为全面的覆盖和练习,从而促进学生掌握相关知识。
附图说明
33.下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
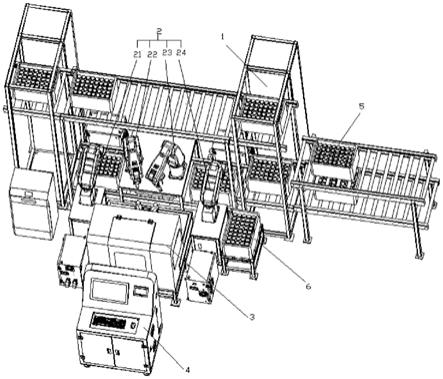
34.图1是本方暗中的教学用集成式自动化打标平台的立体结构图;
35.图2是输送演示机构的结构图;
36.图3是输送演示机构的输送线的内部结构图;
37.图4是打标演示台的结构图;
38.图5是打标演示台去掉壳罩后的结构图;
39.图6是双向气动夹具结构图。
40.附图说明:1-输送演示机构;11-送料输送线;111-杆架;112-链轮;113-链条;114-传动辊;12-第一升降输送线;13-工位输送线14-第二升降输送线;15-返回输送线;16
‑‑
第三升降输送线;17-出料输送线;2-机械手;21-第一机械抓手;22-第二机械抓手;23-第三机
械抓手;24-第四机械抓手;3-打标演示台;31-机台;311-支架;312-下平台;313-上平台;32-视觉检测器;321-第三升降气缸;322-视觉检测架;33-壳罩;34-回转输送盘;35-双向气动夹具;351-左夹臂;352-右夹臂;353-活动气缸;354-夹座;355-端座;356-端部定位槽;36-除尘吸气管;361-集尘口;37-激光测距仪;38-镭射打标头;381-第一升降气缸;382-第二升降气缸;4-控制台;5-工件;6-不合格品框。
41.实施例1
42.如图1至图3所示,本实施例设计了一种输送演示机构1,该输送演示机构1能够独立于打标演示台3的演示过程,并对工件5的输送过程进行演示,演示过程汇总工件5是呈矩阵状的摆放到一个物料框中的。
43.该输送演示机构1包括多个支架和多个输送线,各个输送线分别用于水平输送物料框;每个输送线的输送功能相互独立,各输送线均包括有两根杆架111和多个传动辊114;两根杆架111相互平行,各个传动辊114转动连接于两根杆架111之间,在每个传动辊114上均固定连接有两个链轮112,相邻传动辊114之间通过与链条113相连,链条113与链轮112咬合配合。
44.多个支架分别为第一支架、第二支架、第三支架和第四支架,四者呈一字形排开,四个支架可以连接成为一个总的支架结构。
45.输送线包括有出料输送线17、送料输送线11、工位输送线13、返回输送线15、第三升降输送线16、第一升降输送线12和第二升降输送线14等,每个输送线均能够独立的进行工件5输送。
46.出料输送线17和送料输送线11均设置在第一支架上,并且出料输送线17位于送料输送线11的正上方,出料输送线17与送料输送线11的输送方向相反,送料输送线11用于将工件5递送到第三升降输送线16上。
47.第三升降输送线16和第一升降输送线12均设置在第二支架上,在第二支架的一侧设置有第一柜体,在该第一柜体内设置有第三升降机构和第一升降机构,第三升降机构与第三升降输送线16的侧面固定连接,并控制第三升降输送线16竖向升降。在工位输送线13和送料输送线11之间高度也不同,而第一升降输送线12的作用这是将两者之间的工件5进行转运。在返回输送线15和出料输送线17之间高度不同,而第三升降输送线16用于两者之间的工件5进行转运。第一升降机构与第一升降输送线12的侧面固定连接,并控制第一升降输送线12竖向升降。
48.返回输送线15和工位输送线13均设置在第三支架上,返回输送线15位于工位输送线13上方,并且返回输送线15位于工位输送线13的输送方向相反。
49.第二升降输送线14设置于第四支架上,在第四支架的一侧设置有第二柜体,在该第二柜体内设置有第二升降机构,第二升降机构与第二升降输送线14的侧面固定连接,并控制第二升降输送线14竖向升降。第二升降输送线14的作用这是将工位输送线13和返回输送线15之间的工件5进行转运。并且第二升降输送线14能够双向转动,在第二升降输送线14与工位输送线13处于同一高度位置时,工件5被输送到第二升降输送线14上,而在第二升降输送线14上升至与返回输送线15同一高度位置时,工件5被输送到返回输送线15上。
50.工件5依次经过送料输送线11、第一升降输送线12、工位输送线13、第二升降输送线14、返回输送线15、第三升降输送线16和出料输送线17,由于送料输送线11和出料输送线
17处于同一位置处,便于对工件5输送演示所需的工件5进行取放。而当工件5位于工位输送线13上时,可以将物料框停留在工件5输送线的两端处,从而方便于机械手2的抓取或者放回。
51.实施例2
52.如图1和图4至图6所示,本实施例设计了一种打标演示台3,用于演示工件5的打标过程,包括机台31、壳罩33、回转输送盘34、激光测距仪37、镭射打标头38、视觉检测器32、除尘机构和双向气动夹具35等结构。
53.机台31包括支架、下平台312和上平台313,下平台312和上平台313均连接在支架上,在上平台313位于下平台312的正上方,在上平台313的中部设置有容纳回转输送盘34的孔,驱动机构固定在下平台312上并用于连接和支撑回转输送盘34。支架是由方管焊接而成的框架结构。
54.壳罩33连接与机台31上并将激光测距仪37、镭射打标头38和视觉检测器32罩于其下方;在壳罩33的中部设置有检查口,在该检查口处活动连接有盖板。掀开盖板,能够从壳罩33的前侧对激光测距仪37、镭射打标头38、视觉检测器32等部件的进行检查或检修。
55.回转输送盘34呈圆形,并且该回转输送盘34可转动的设置于机台31上,;在回转输送盘34上环形分布有八个双向气动夹具35,双向气动夹具35用于夹持固定工件5,双向气动夹具35将工件5夹紧并随回转输送盘34同步转动。在下平台312上固定有驱动机构,驱动机构用于连接并驱动所述回转输送盘34转动。双向气动夹具35包括夹座354、活动气缸353、左夹臂351、端座355和右夹臂352;夹座354呈l型,活动气缸353固定在夹座354竖向部分的上端,端座355固定在夹座354横向部分的上方;该端座355的上端面处设置有用于工件5的下端定位的端部定位槽356;活动气缸353能够控制左夹臂351和右夹臂352夹紧或松开所述工件5的上端。
56.沿所述回转输送盘34周向的外侧设置有八个工位,八个工位分别为四个取放工位、一个测距工位、两个打标工位和一个检测工位,八个工位沿逆时针方向布置,也可以根据需要设计为顺时针的布置方式。
57.激光测距仪37通过激光测距架连接到机台31上,测距工位位于在机台31上,该激光测距仪37位于该测距工位处,并伸至测距工位处的工件5的正上方,激光测距仪37朝向布置并能够对移动至其正下方对工件5进行测距。
58.两个打标工位均位于机台31上,每个打标工位处均设置有一个镭射打标头38,两个镭射打标头38均通过打标安装架连接到机台31上,两个镭射打标头38均为与打标工位处,在打标安装架上设置有第一升降气缸381和第二升降气缸382,第一升降气缸381和第二升降气缸382上分别连接一个镭射打标头38,镭射打标头38伸至打标工位处的两个工件5的正上方,并且镭射打标头38朝下设置,当需要对相应的工件5进行打标时,第一升降气缸381或第二升降气缸382控制相应的镭射打标头38竖向下降,从而对工件5打标,打标完成后,第一升降气缸381或第二升降气缸382控制相应的镭射打标头38竖向上升至初始位置。此外,两个镭射打标头38还可以对不同的工件5进行打标。通过镭射打标头38竖直高度位置的调节,可以使得本实施例的打标平台能够兼容不同尺寸的产品,同时在同一产品在放置位置不统一,并造成待打标的工作面到镭射打标头38高度差不一致时,也能根据前一步激光测距仪37测量的结果来控制镭射打标头38的高度,保证产品打标深度一致性。
59.检测工位设置于机台31上,视觉检测器32位于检测工位处并通过第三升降气缸321和视觉检测架322连接到机台31上,第三升降气缸321连接于视觉检测器32与视觉检测架322之间,该第三升降气缸321控制视觉检测器32竖向升降,在机台31上设置有检测工位,该视觉检测器32位于该检测工位处,并伸至检测工位处的工件5的正上方。当需要对相应的工件5的打标完成度进行检测时,第三升降气缸321控制相应的视觉检测器32竖向下降,从而对工件5的打标位置和打标图样进行图像采集,可以人工或者使用相应软件对采集的图像中打标的标记进行检测,所检测的项目包括标记是否清晰、打标完成、打标位置是否正确、打标形状是否满足要求、标记是否有漏打等等;当图像拍照完成后,第三升降气缸321控制视觉检测器32竖向上升至初始位置。通过视觉检测器32竖直高度位置的调节,进一步保证了本实施例的打标平台能够兼容不同尺寸的产品,同时在同一产品在放置位置不统一,并造成待打标的工作面到视觉检测器32高度差的导致产品打标深度不一致时,能根据前一步激光测距仪测量的结果来控制视觉检测器32的高度,保证产品检测的一致性。
60.两个镭射打标头38处设置有除尘吸气管36,除尘吸气管36垂直于回转输送盘34的径向并横向覆盖两个镭射打标头38,在除尘吸气管36上具有吸气孔;在两个镭射打标头38远离除尘吸气管36的一侧设置有集尘口361,除尘吸气管36与集尘口361连通并用于将工件5打标过程中产生的粉尘吹入集尘口361中。除尘吸气管36和集尘口361均属于除尘机构的一部分,
61.第一升降气缸381、第二升降气缸382和第三升降气缸321根据激光测距仪37所测距离对应控制镭射打标头38和视觉检测器32的位置;视觉检测器32的下端设置有罩盖,检测时罩盖罩于工件5上。
62.实施例3
63.如图1至图6所示,本实施例设计了一种教学用集成式自动化打标平台,包括实施例1中所述的输送演示机构1、实施例2中所述的打标演示台3以及机械手2、不合格品框6和控制台4。机械手2用于实现输送演示机构1与打标演示台3之间的工件5转移。
64.四个取放工位处分别设置有一个机械手2,且不合格品框6位于一个取放工位处并位于打标演示台3的右侧,且该工位处的机械手2能够工件5抓放回工位输送线13上或者抓移至不合格品框6中。机械爪包括第一机械抓手21、第二机械抓手22、第三机械抓手23和第四机械抓手24,四个机械爪对应设置于四个取放工位处,第二机械抓手22和第三机械抓手23位于工位输送线13的上方,第一机械抓手21和和第四机械抓手24位于工位输送线13与打标演示台3之间;第一机械抓手21和第二机械抓手22用于抓取工位输送线13一端的工件5,第三机械抓手23和第四机械抓手24用于抓取工位输送线13另一端的工件5。
65.本实施例的教学用集成式自动化打标平台在教学过程中,可以分别对输送演示流程和打标演示流程的进行单独演示,也可以对两者进行联合演示。
66.其中输送演示流程为:
67.s1:第一升降输送线12将装有工件5的物料框水平移送到第一升降输送线12上;第一升降输送线12下移并对齐工位输送线13右端,物料框由第一升降输送线12移送至工位输送线13上;
68.s2:工位输送线13将物料框水平移送到其左端的第二升降输送线14上;第二升降输送线14上移并对齐返回输送线15的左端,物料框由第二升降输送线14移送至返回输送线
15上;
69.s3:返回输送线15将物料框水平移送到其右端的第三升降输送线16上;第三升降输送线16下移并对齐出料输送线17,物料框由第三升降输送线16移送至出料输送线17上。
70.打标演示流程为:
71.s1:当工位输送线13将物料框输送到指定位置后,四个机械手2分别抓取工位输送线13左右两端的工件5放置到回转输送盘34上;
72.s2:回转输送盘34逆时针旋转,并将工件5依次移经至测距工位、打标工位、检测工位后返回取放工位;
73.s3:当工件5被检测为合格品时,该工件5由对应的机械手2放回工位输送线13的初始位置;当工件5被检测为不合格品时,该工件5由第四机械抓手24放入到不合格品框6中。
74.控制台4的主要作用是对机械手2、各个输送线、升降机构、镭射打标头38、激光测距仪37、视觉检测器32等电气部件进行控制和参数设置,完成各个功能部件和工艺步骤之间的执行。
75.具体的,在以上步骤中,以榔头作为工件时进行演示时。在打标演示流程的s1步骤中,首先将榔头整齐摆放在物料框内,便于机械手抓取榔头时进行快速的定位,同时也给同学们要做到规范榔头放置的习惯;
76.然后,由相应的输送线运送物料框至机械手处,由机械手将榔头逐个的夹持住,然后放入回转输送盘34的双向气动夹具35处,这个操作,可以让同学们学习机械手的编程,如何操控机械手的动作;
77.在s2步骤中,放入后由相应的传感器检测到该双向气动夹具35有榔头时,回转输送盘34旋转45
°
,让学生了解传感器的工作原理以及回转输送盘34所使用的伺服电机工作需要哪些软件和硬件的支持;
78.放有榔头的双向气动夹具35到达测距工位时,激光测距仪37开始工作,测量榔头表面到激光测距仪37的测距头的距离,然后将距离值反馈给控制台,控制台控制激光测距仪37的高度,让学生了解采用非接触式如何进行距离的测量,如何将所测得的值传送到控制台并发出下一道指令;
79.回转输送盘34继续旋转45
°
,第一个镭射打标头38开始启动,打标字符“某某同学”,完成后回转输送盘34再次旋转45
°
至第二个镭射打标头38,到位后第二个镭射打标头38开始启动,打标字符“某年某月某日制”,在两个镭射打标头38打标过程中,除尘机构持续运转,将打标过程中产生的粉尘吸入集尘口361内,如果尺寸比较小、打标深度比较浅,可实现一次性打印全部字符;使学生了解如何设置字符,字符如何定位,以及激光打标的原理与过程,以及了解风道的设计的原理等;
80.打标完成后,回转输送盘34再次旋转45
°
至视觉检测器下方,通过软件算法检测第一打标和第二打标所打标字符大小、形态、位置是否正确,并将信息反馈给控制台,该步骤主要学习软件算法的架构以及软件的运用,如何设置检测区域,如何提高检测效率;
81.完成后,回转输送盘34继续旋转45
°
,对于打标合格的榔头,由机械手抓取后放回物品框内,对于不合格品,由另外一只机械手抓取放入不合格品框,增益效果是如何利用前边所收集的数据进行不合格品的分选;
82.回转输送盘34旋转过程中,机械手持续的将榔头抓入双向气动夹具35中,后续工
序连续工作,待合格品打标满一箱后,将物料框运送到出料输送线17处,待分发给各位同学。
83.利用以上集成式自动化打标平台作为教具使用时,比如以榔头作为工件,将头整齐摆放在物料框内,然后让学生从送料输送线位置放入工件,不仅能够规范学生的物料放置的习惯,还能够保证放置的安全性和便捷性,仅仅使用输送演示机构,可以帮助学生了解输送控制、位置检测、以及物品流转等过程的学习,有利于学生掌握齿链传动、升降移动、水平移动、位置传感器触发、以及电动机控制等控制过程的知识。
84.在物料循环输送的过程中,能够帮助学生学习机械手控制的相关知识,比如机械手编程控制、以及机械手操作轨迹控制、多机械手协作控制、机械手的机械结构等相关知识。
85.在回转盘机械手引入回转输送盘,能够帮助学生学习气缸控制、气动控制编程、气动控制结构、物品交叉流转、步进电机控制、高精度位移控制等过程的相应知识。
86.通过激光测距仪37,能够帮助学生学习掌握部分非接触式距离的测量、传感器技术、传感器数据处理以及编程、等相应知识;通过镭射打标头38,能够帮助学生掌握相应的编程控制、镭射处理、激光技术、激光控制等领域相关知识;通过视觉检测器32,能够帮助学生掌握视频处理技术、视频数据转换、视频特征识别等知识。
87.通过除尘机构,能够帮助学生学习掌握风机控制、气压检测以及相关的编程控制等知识。
88.总的来说,利用本打标平台,能够对大学书本内容中容易出现的激光、输送/升降装置、电机/步进单机控制、摄像设备、传感器、机械手、激光、风机、气动装置等工程应用中的常见设备进行全方位的了解,同时,也可以通过相应的软件编程的学习,掌握相应的软件的运用等知识。能够对大学学习的主要课程都进行较为全面的覆盖和练习,从而促进学生掌握相关知识。
89.实施例4
90.视觉检测器32在检测产品打标标记时,可以利用现有的深度学习技术,深度学习是由传统神经网络发展的一类机器学习算法,通过类似脑神经网络的深度学习模型,让计算机像人一样在真实世界中吸收、学习和理解复杂的信息,完成高难度的识别任务,可用于字符定位、识别,缺陷检测,图像分类,目标检测等工作。深度学习基于一定的数据基础,所以在深度学习前需要对大量的数据集进行训练,参与训练的数据集,需要进行标签的标注,需要尽可能的保证数据的多样性,对分辨率要求较低,以字符定位为例,需要至少150张的图片样本;因此,需要搭建一个用于对照比对的数据库,数据库中存储若干用于比对的标识识别样本,其样本数量越多越好。在控制台中,可以使用训练工具进行样本的训练,从而获得足够的模型样本;样本训练的内容包括缺陷检测样本训练、字符样本训练、图像分类样本训练、目标检测样本训练等。在实际使用时,可以直接通过模型比对完成对工件上标识的检测,而通过样本训练不仅能够丰富模型样本,还能够提高工件检测的准确性。上述实施例仅仅是为了清楚的说明所做的举例,而并非对实施方式的限定。对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1