马达钢片组装机及其组装方法与流程
1.本发明涉及马达组装领域技术,尤其是指一种马达钢片组装机及其组装方法。
背景技术:
2.马达在日常生活中的应用十分广泛,例如汽车座椅调节、汽车车窗玻璃调节、电吹风机,智能家电中自动卷帘等等;马达主要由固定有磁极的壳体、转子以及包含电刷的后盖构成;在马达的组装过程中需要先将壳体、转子和后盖组装在一起,再将绝缘片和钢片依次组装到马达之后盖中,绝缘片和钢片依次组装到位后利用冷打机将钢片紧固于马达之后盖上,使得钢片与马达之后盖的连接更紧密;现有的马达组装设备在对绝缘片和钢片组装时存在组装精度差、组装效率低、自动化程度低的技术问题;因此,针对这一现状,迫切需要开发一种马达钢片组装机及其组装方法,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种马达钢片组装机及其组装方法,其通过采用传输机构、钢片进料机构、马达进出料机构、转盘机构、安装机构和冷打机实现了马达的自动化进料、钢片的自动化进料、马达的自动化进出料、马达的自动化转移、钢片的自动化组装和钢片的自动化压紧,降低了人工成本,提高了工作效率。
4.为实现上述目的,本发明采用如下之技术方案:
5.一种马达钢片组装机,其包括机架、用于对钢片进料的钢片进料机构、用于对马达进出料的马达进出料机构、用于对马达进出料机构上的马达进行转移的转盘机构、用于将钢片进料机构上的钢片搬运至马达之后盖中的安装机构、用于对装入钢片后的马达进行检测的检测机构和用于将钢片铆压至马达之后盖中的冷打机;该机架上设置有用于安装上述各机构的工作台,该马达进出料机构、钢片进料机构、安装机构、检测机构和冷打机依次设置于转盘机构外侧。
6.作为一种优选方案:所述马达钢片组装机还包括用于对马达进行传输的传输机构、用于将组装钢片不合格的马达进行回收的回收料座和用于将转盘机构上的组装钢片不合格的马达转移至回收料座上的转移机构;该转移机构位于转盘机构和回收料座之间。
7.作为一种优选方案:所述钢片进料机构包括用于对钢片振动进料的振动盘和用于对振动盘进料过来的钢片进行分料得到单个钢片的分料组件,该振动盘的输出端连接分料组件;该安装机构位于分料组件和转盘机构之间。
8.作为一种优选方案:所述分料组件包括用于接收钢片的接料装置、用于对钢片分料得到单个钢片的分料装置、用于将接料装置上的钢片转移至分料装置上的送料装置、用于将分料装置上的钢片进行下压的压料装置和用于安装上述各装置的支座;该分料装置具有用于储存钢片的储料槽,该送料装置的送料端可纵向移动式与分料装置之储料槽相对应;该压料装置的压料端可升降式与储料槽相对应;该接料装置包括竖向气缸和接料板,该竖向气缸竖向的安装于支座上,该竖向气缸的轴端连接接料板的一端,该支座的两侧壁上
设置有弧形槽,该接料板上设置有转轴,该转轴与弧形槽活动配合,该接料板在弧形槽的位移范围内向下移动式翻转;该接料板的端部具有向下倾斜的斜面,该斜面上表面设置有用于吸住钢片的第一真空吸盘;该竖向气缸驱动接料板向下移动式翻转将第一真空吸盘平齐的抵接在送料装置之送料端的下表面;该送料装置包括纵向气缸和送料块,该纵向气缸纵向的安装于支座上,该纵向气缸的轴端连接送料块,该送料块的端部设置有第二真空吸盘,上述接料板可转动式与送料块相对应;压料装置包括升降气缸和压料块,该升降气缸安装于支座上,该升降气缸的轴端连接压料块,该压料块的端部可升降式位于储料槽中;所述分料装置还包括横向气缸和分料板,该横向气缸横向的设置于支座上,该横向气缸的轴端连接分料板,上述储料槽设置于支座上,该分料板可横向移动式位于储料槽下侧。
9.作为一种优选方案:所述转盘机构包括旋转驱动电机、转动盘和复数个用于放置马达的弹性料座,该旋转驱动电机的轴端连接转动盘,该复数个弹性料座间隔的可升降式安装于转动盘外侧壁上。
10.作为一种优选方案:所述马达进出料机构包括支撑座、升降气缸、旋转气缸和两个夹料气缸,该升降气缸竖向的安装于支撑座上,该升降气缸的输出端连接旋转气缸,该旋转气缸可升降式位于支撑座上,该两个夹料气缸彼此相对的安装于旋转气缸的输出端。
11.作为一种优选方案:所述冷打机包括支架、竖向驱动气缸和两个压杆,该竖向驱动气缸安装于支架上,该两个压杆可升降式位于支架上,该竖向驱动气缸的输出端连接两个压杆,该两个压杆的下端与安装上钢片的马达上端相对应。
12.作为一种优选方案:所述冷打机侧旁设置有用于检测钢片之两个凸柱是否压装到位的压平检测机构,该压平检测机构包括支撑架、升降驱动气缸和两个位移传感器,该升降驱动气缸安装于支撑架上,该两个位移传感器均连接于升降驱动气缸的输出端,该升降驱动气缸驱动两个位移传感器竖向移动,该两个位移传感器与安装上钢片的马达上端相对应。
13.作为一种优选方案:所述转移机构包括支持座、横向驱动气缸、竖向驱动气缸和夹紧气缸,该横向驱动气缸安装于支持座上,该竖向驱动气缸安装于横向驱动气缸的输出端,该夹紧气缸安装于竖向驱动气缸的输出端。
14.所述的马达钢片组装机的组装方法,其包括如下步骤:
15.第一、传输机构对马达进料;
16.第二、马达进出料机构将传输机构上的马达转移至转盘机构上;
17.第三、转盘机构带动马达旋转至钢片进料机构侧旁,安装机构将单个钢片转移组装至转盘机构上马达之后盖中;
18.第四、检测机构检测钢片在马达之后盖中是否组装到位;
19.第五、冷打机下压组装到位后的钢片,将钢片紧固压装到马达之后盖上;
20.第六、压平检测机构检测钢片是否压装到位;
21.第七、转移机构将不合格品转移至回收料座上进行回收;
22.第八、马达进出料机构将合格品从转盘机构转移至传输机构上进行出料。
23.本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用传输机构、钢片进料机构、马达进出料机构、转盘机构、安装机构和冷打机实现了马达的自动化进料、钢片的自动化进料、马达的自动化进出料、马达的自动化转移、钢
片的自动化组装和钢片的自动化压紧,降低了人工成本,提高了工作效率;采用钢片进料机构实现了对钢片的自动化进料、接料、送料、分料、压料和移料,整体结构紧凑,占用面积少,减少了人工成本,提高了工作效率。
24.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
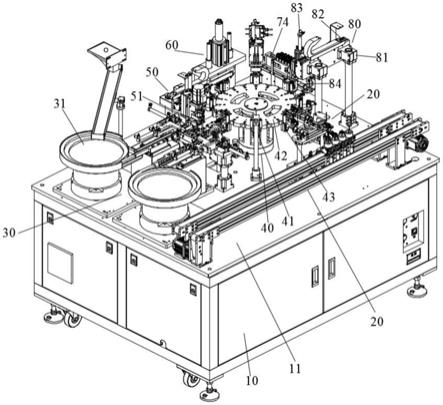
25.图1为本发明之马达钢片组装机立体结构示意图;
26.图2为本发明之马达钢片组装机俯视图;
27.图3为本发明之分料组件第一视角立体结构示意图;
28.图4为本发明之分料组件第二视角立体结构示意图;
29.图5为本发明之分料组件第三视角立体结构示意图;
30.图6为本发明之分料组件俯视图;
31.图7为本发明之马达进出料机构立体结构示意图;
32.图8为本发明之冷打机立体结构示意图;
33.图9为本发明之压平检测机构立体结构示意图。
34.附图标识说明:
35.图中:10、机架;11、工作台;20、马达进出料机构;21、支撑座;22、升降气缸;23、旋转气缸;24、夹料气缸;25、传输机构;30、钢片进料机构;31、振动盘;32、分料组件;321、接料装置;3211、竖向气缸;3212、接料板;3213、弧形槽;3214、转轴;3215、斜面;3216、第一真空吸盘;322、分料装置;3221、储料槽;3222、横向气缸;3223、分料板;3224、嵌置槽;323、送料装置;3231、纵向气缸;3232、送料块;3233、纵向滑动部;3234、横向送料部;3235、第二真空吸盘;3236、限位缓冲器;324、压料装置;3241、升降气缸;3242、压料块;325、支座;3251、限位柱;3252、纵向导轨;40、转盘机构;41、旋转驱动电机;42、转动盘;43、弹性料座;50、安装机构;51、真空吸头;60、冷打机;61、支架;62、竖向驱动气缸;63、压杆;70、压平检测机构;71、支撑架;72、升降驱动气缸;73、位移传感器;74、回收料座;80、转移机构;81、支持座;82、横向驱动气缸;83、竖向驱动气缸;84、夹紧气缸;90、检测机构;91、位移传感器;100、夹紧机构。
具体实施方式
36.本发明如图1至图9所示,一种马达钢片组装机及其组装方法,其包括有机架10、用于对钢片进料的钢片进料机构30、用于对马达进出料的马达进出料机构20、用于对马达进出料机构20上的马达进行转移的转盘机构40、用于将钢片进料机构30上的钢片搬运至马达之后盖中的安装机构50、用于对装入钢片后的马达进行检测的检测机构90和用于将钢片铆压至马达之后盖中的冷打机60;其中:
37.该机架10上设置有用于安装上述各机构的工作台11,该马达进出料机构20、钢片进料机构30、安装机构50、检测机构90和冷打机60依次设置于转盘机构40外侧。
38.该马达钢片组装机还包括用于对马达进行传输的传输机构25、用于将组装钢片不合格的马达进行回收的回收料座74和用于将转盘机构40上的组装钢片不合格的马达转移
至回收料座74上的转移机构80;该转移机构80位于转盘机构40和回收料座74之间。
39.马达之后盖在安装钢片之前,要先安装绝缘片,转盘机构40侧旁设置有用于检测绝缘片是否漏装的光纤传感器,检测马达装上绝缘片后再安装钢片;该安装机构50具有用于吸住钢片的真空吸头51,该真空吸头51可以实现横向移动、竖向移动和旋转以满足移料的方位要求,真空吸头51的横向、竖向移动分别采用横向气缸和竖向气缸来驱动,真空吸头51的旋转采用电机来驱动;横向气缸的输出端连接竖向气缸、竖向气缸的输出端连接电机、电机的轴端连接真空吸头51。
40.该安装机构50侧旁设置有用于将马达夹紧的夹紧机构100,该夹紧机构100包括竖向气缸(图中未示)和安装于竖向气缸轴端的用于夹紧马达的夹紧件,该夹紧件与转盘机构40上的马达相对应。
41.该传输机构25可以采用传动带的方式,该传动带采用电机来驱动;通过采用传输机构25、钢片进料机构30、马达进出料机构20、转盘机构40、安装机构50和冷打机60实现了马达的自动化进料、钢片的自动化进料、马达的自动化进出料、马达的自动化转移、钢片的自动化组装和钢片的自动化压紧,降低了人工成本,提高了工作效率。
42.该检测机构90包括位移传感器91,该位移传感器91可升降式位于马达上侧,该位移传感器91升降可以采用气缸驱动,该位移传感器91可以检测到钢片在马达之后盖中是否安装到位;马达之后盖具有两个凸柱,钢片具有与两个凸柱相对应的通孔,位移传感器91检测钢片的两个通孔位置是否有两个凸柱伸出,如果两个通孔位置对应有两个凸柱伸出说明钢片安装位置正确,反之则说明钢片安装位置不对;钢片在马达之后盖安装到位后,冷打机60对钢片进行冷打,将伸出钢片之通孔处的凸柱铆压延展于通孔的外侧,将钢片紧固安装于马达之后盖中。
43.该钢片进料机构30包括用于对钢片振动进料的振动盘31和用于对振动盘31进料过来的钢片进行分料得到单个钢片的分料组件32,该振动盘31的输出端连接分料组件;该安装机构50位于分料组件32和转盘机构40之间;振动盘31对钢片振动上料,分料组件32将振动盘31进料的钢片进行分料以得到单个钢片,安装机构50将单个钢片转移至马达之后盖中进行组装,整体结构紧凑,占用面积少。
44.该分料组件32包括有支座325、用于接收钢片的接料装置321、用于对钢片分料得到单个钢片的分料装置322、用于将接料装置321上的钢片转移至分料装置322上的送料装置323和用于将分料装置322上的钢片进行下压的压料装置324;其中:
45.该分料装置322具有用于储存钢片的储料槽3221,该送料装置323的送料端可纵向移动式与分料装置322之储料槽3221相对应;该压料装置324的压料端可升降式与储料槽3221相对应。
46.该用于马达组装的分料组件32为两工位,该接料装置321、分料装置322、送料装置323和压料装置324均为两组,该两组接料装置321、分料装置322、送料装置323和压料装置324彼此靠近的设置于支座325上;接料装置321接收钢片,送料装置323将接料装置321上的钢片转移至分料装置322之储料槽3221中,压料装置324下压储料槽3221中的钢片以将钢片在储料槽3221中的位置摆正,储料槽3221对依次转移过来的钢片呈垛状进行储料,该分料装置322对储料槽3221中的呈垛状分布的钢片进行分料以得到单个钢片;通过采用接料装置321、送料装置323、分料装置322和压料装置324实现了对钢片的自动化接料、送料、分料
和压料,整体结构紧凑,占用面积少,减少了人工成本,提高了工作效率。
47.该接料装置321包括竖向气缸3211和接料板3212,该竖向气缸3211竖向的安装于支座325上,该竖向气缸3211的轴端连接接料板3212的一端,该支座325的两侧壁上均设置有弧形槽3213,该接料板3212上设置有转轴3214,该转轴3214与弧形槽3213活动配合,该接料板3212活动式位于支座325内,该接料板3212在弧形槽3213的位移范围内向下移动式翻转;该接料板3212的端部具有向下倾斜的斜面3215,该斜面3215上表面设置有用于吸住钢片的第一真空吸盘3216;该竖向气缸3211驱动接料板3212向下移动式翻转将第一真空吸盘3216平齐的抵接在送料装置323之送料端的下表面。
48.该送料装置323包括纵向气缸3231和送料块3232,该纵向气缸3231纵向的安装于支座325上,该纵向气缸3231的轴端连接送料块3232,该送料块3232的端部设置有第二真空吸盘3235,上述接料板3212可转动式与送料块3232相对应。
49.该送料块3232呈折弯l形,该送料块3232包括一体式连接的纵向滑动部3233和横向送料部3234,该纵向滑动部3233滑动式位于纵向导轨3252上,上述第二真空吸盘3235设置于横向送料部3234的端部;送料块3232采用一体式折弯l形状的设计,既满足了送料块3232位置移动的要求又满足了送料块3232之第二真空吸盘3235吸附钢片时的位置要求,设计独特,占用空间少。
50.接料板3212通过设置向下倾斜的斜面3215使得在接料板3212向下移动式翻转时,第一真空吸盘3216恰好位于第二真空吸盘3235的下表面,便于将钢片从第一真空吸盘3216转移至第二真空吸盘3235上,设计巧妙。
51.接料板3212之第一真空吸盘3216将钢片吸住,竖向气缸3211的轴端向下移动时,接料板3212与竖向气缸3211轴端连接的一端向下移动,转轴3214从弧形槽3213的上端下降至弧形槽3213的下端,接料板3212的一端从弧形槽3213的上端下降至弧形槽3213的下端,同时接料板3212相对于支座325翻转,将具有第一真空吸盘3216的一端上升抵接至第二真空吸盘3235的下表面,此时第一真空吸盘3216平齐的位于第二真空吸盘3235的下表面;第二真空吸盘3235开启,第一真空吸盘3216关闭,第二真空吸盘3235将钢片从第一真空吸盘3216上表面吸附至第二真空吸盘3235下表面;纵向气缸3231驱动送料块3232纵向移动,送料块3232之第二真空吸盘3235带着钢片纵向移动至分料装置322之储料槽3221中;通过竖向气缸3211驱动接料板3212相对于支座325翻转,将钢片从接料板3212上转移至送料块3232上,纵向气缸3231驱动送料块3232将钢片送料至储料槽3221中,整体结构紧凑,设计独特,满足了钢片在转移过程中角度和位置的需求。
52.该压料装置324包括升降气缸3241和压料块3242,该升降气缸3241安装于支座325上,该升降气缸3241的轴端连接压料块3242,该压料块3242的端部可升降式位于储料槽3221中;该分料装置322还包括横向气缸3222和分料板3223,该横向气缸3222横向的设置于支座325上,该横向气缸3222的轴端连接分料板3223,上述储料槽3221设置于支座325上,该分料板3223可横向移动式位于储料槽3221下侧。
53.送料块3232将钢片转移至储料槽3221中后,升降气缸3241驱动压料块3242下降将钢片下压至储料槽3221的底部,防止钢片在储料槽3221中的位置发生偏移;分料板3223可横向移动式位于储料槽3221的下侧,横向气缸3222驱动分料板3223横向移动远离储料槽3221时,分料板3223将储料槽3221最下端的单个钢片从储料槽3221转移出来。
54.该支座325上设置有用于限定接料板3212位置的限位柱3251,该接料板3212的一端可上下移动式环套于限位柱3251外侧,该接料板3212的一端侧壁可上下移动式抵接在限位柱3251下表面;当接料板3212在不翻转的情况下,接料板3212的一端抵接在限位柱3251的下表面,限定了接料板3212的初始位置。
55.该分料板3223的端部设置有用于容置单个钢片的嵌置槽3224,上述横向气缸3222驱动分料板3223横向移动,分料板3223横向移动带动嵌置槽3224远离或靠近储料槽3221的下表面;初始位置时嵌置槽3224位于储料槽3221的下表面,嵌置槽3224可以嵌置单个钢片,横向气缸3222驱动分料板3223横向移动远离储料槽3221时,分料板3223之嵌置槽3224将储料槽3221最下端的单个钢片从储料槽3221转移出来;采用横向气缸3222驱动分料板3223横向移动将储料槽3221中分离出单个钢片,操作简单,设计独特,满足了钢片的位置移动要求。
56.该支座325上设置有纵向导轨3252,上述送料块3232滑动式位于纵向导轨3252上,上述纵向气缸3231驱动送料块3232在纵向导轨3252上纵向移动;通过设置纵向导轨3252使得送料块3232在支座325上移动更加顺畅,提高了送料块3232移动的精准度;该纵向导轨3252侧旁设置有用于限定送料块3232纵向移动位置的限位缓冲器3236,该送料块3232纵向移动式抵接在限位缓冲器3236上;限位缓冲器3236可以限定送料块3232在支座325上纵向移动的最大位置,同时在送料块3232抵接在限位缓冲器3236上时起到缓冲作用,避免了刚性碰撞。
57.该转盘机构40包括旋转驱动电机41、转动盘42和复数个用于放置马达的弹性料座43,该旋转驱动电机41的轴端连接转动盘42,该复数个弹性料座43间隔的可升降式安装于转动盘42外侧壁上;旋转驱动电机41驱动转动盘42转动,转动盘42转动带动复数个弹性料座43转动以对应加工工位,弹性料座43可以相对于振动盘31升降以满足马达组装时的位置要求。
58.该马达进出料机构20包括支撑座21、升降气缸22、旋转气缸23和两个夹料气缸24,该升降气缸22竖向的安装于支撑座21上,该升降气缸22的输出端连接旋转气缸23,该旋转气缸23可升降式位于支撑座21上,该两个夹料气缸24彼此相对的安装于旋转气缸23的输出端;升降气缸22驱动旋气缸和两个夹料气缸24升降,旋转气缸23驱动两个夹料气缸24旋转,将传输机构25上未组装的马达和转盘机构40上已经组装的马达进行交换进出料。
59.该冷打机60包括支架61、竖向驱动气缸8362和两个压杆63,该竖向驱动气缸8362安装于支架61上,该两个压杆63可升降式位于支架61上,该竖向驱动气缸8362的输出端连接两个压杆63,该两个压杆63的下端与安装上钢片的马达上端相对应;竖向驱动气缸8362驱动两个压杆63同步下降将钢片紧固安装于马达之后盖中。
60.该冷打机60侧旁设置有用于检测钢片之两个凸柱是否压装到位的压平检测机构70,该压平检测机构70包括支撑架71、升降驱动气缸72和两个位移传感器73,该升降驱动气缸72安装于支撑架71上,该两个位移传感器73均连接于升降驱动气缸72的输出端,该升降驱动气缸72驱动两个位移传感器73竖向移动,该两个位移传感器73与安装上钢片的马达上端相对应;两个位移传感器73在升降驱动气缸72的驱动下下降至马达上方,两个位移传感器73对钢片之两个凸柱进行检测判断是否压装到位,两个位移传感器73检测凸柱伸出通孔的尺寸来判断凸柱是否被铆压在通孔的外侧,冷打到位后的钢片凸柱应该与通孔基本相平
即凸柱压平于通孔上侧。
61.该转移机构80包括支持座81、横向驱动气缸82、竖向驱动气缸8362和夹紧气缸84,该横向驱动气缸82安装于支持座81上,该竖向驱动气缸8362安装于横向驱动气缸82的输出端,该夹紧气缸84安装于竖向驱动气缸8362的输出端;夹紧气缸84在横向驱动气缸82和竖向驱动气缸8362的驱动下进行横向和竖向移动以便于满足夹紧气缸84位置移动的要求。
62.该马达钢片组装机的组装方法,其包括如下步骤:
63.第一、传输机构对马达进料;
64.第二、马达进出料机构将传输机构上的马达转移至转盘机构上;
65.第三、转盘机构带动马达旋转至钢片进料机构侧旁,安装机构将单个钢片转移组装至转盘机构上马达之后盖中;
66.第四、检测机构检测钢片在马达之后盖中是否组装到位;
67.第五、冷打机下压组装到位后的钢片,将钢片紧固压装到马达之后盖上;
68.第六、压平检测机构检测钢片是否压装到位;
69.第七、转移机构将不合格品转移至回收料座上进行回收;
70.第八、马达进出料机构将合格品从转盘机构转移至传输机构上进行出料。
71.本发明的设计重点在于,通过采用传输机构、钢片进料机构、马达进出料机构、转盘机构、安装机构和冷打机实现了马达的自动化进料、钢片的自动化进料、马达的自动化进出料、马达的自动化转移、钢片的自动化组装和钢片的自动化压紧,降低了人工成本,提高了工作效率;采用钢片进料机构实现了对钢片的自动化进料、接料、送料、分料、压料和移料,整体结构紧凑,占用面积少,减少了人工成本,提高了工作效率。
72.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1