一种用于机床多工位上下料的机器人加工系统及加工方法与流程
1.本发明涉及起重机领域,尤其涉及一种用于机床多工位上下料的机器人加工系统及加工方法。
背景技术:
2.在工业自动化领域,自动化程度决定了一个企业或工厂的先进生产水平和效率。现有工业生产模式中,传统的桁架机械手虽然实现了一定程度上的自动化,但由于只能完成xyz三个轴运动,如想完成涉及多个工位的整套加工工艺则受到限制。故现有的桁架机械手的应用具备一定的局限性,亟待设计一种适用于多工位机床加工的自动化上下料系统及方法。
3.因此,本领域的技术人员致力于开发一种用于机床多工位上下料的机器人加工系统,满足多工位机床加工的自动上下料需求。
技术实现要素:
4.有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是:如何提高机床上下料的生产效率和工厂的自动化水平的生产效率和工厂的自动化水平。
5.为实现上述目的,本发明提供了一种用于机床多工位上下料的机器人加工系统,所述系统包括机器人、中转台、机床,所述中转台被配置成能够检测所述机器人放置工件的正反,所述机床对所述中转台的工件进行加工。
6.进一步地,所述机器人包括大扭矩拧紧枪和末端夹指,所述大扭矩拧紧枪包括伺服电机、伸缩气缸和套筒,所述末端夹指包括夹指、接近开关和限位块。
7.进一步地,所述的末端夹指具有三种夹持方式。
8.进一步地,所述大扭矩拧紧枪和末端夹指通过所述机器人末端的安装法兰机构与机器人连接。
9.进一步地,所述中转台包含上下两层,分别为上料层中转台、下料层中转台,所述中转台还具有换手台。
10.进一步地,还包括托盘,所述托盘包括来料托盘和成品托盘,所述托盘具有四个工位。
11.进一步地,还包括控制柜,所述控制柜控制所述机床。
12.进一步地,还包括围栏,所述围栏限制所述机器人的活动范围。
13.进一步地,所述机床为日式复合加工机床。
14.进一步地,还包括一种用于机床多工位上下料的机器人加工方法,所述方法包括:
15.(1)毛坯上料,人工将托盘放到位后,机器人控制夹指抓取工件至中转台检测正反,并放置到上料层中转台直至工位上满;
16.(2)机床上料,机床门开启,机器人从上料层中转台夹取工件,并根据红外检测的正反决定夹持的方向,将工件补充至机床外托盘上工位,伸出伺服电机拧紧螺丝;机器人夹
取换手台工件夹住并放置机床外托盘下工位;
17.(3)成品下料,机床加工完毕后通知机器人夹取托盘上工位的工件放到换手台上,夹取托盘下工位的工件放到下料层中转台。
18.与现有技术相比,本发明至少具有如下有益技术效果:
19.本发明的机床具有多个工位,满足了多工位机床加工的自动上下料需求,节省了人力,降低了劳动强度,提高了在线加工的自动化水平,提升了效率,避免了人工操作导致的工件刮擦等人为失误,极大地降低了工件报废率。
20.以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
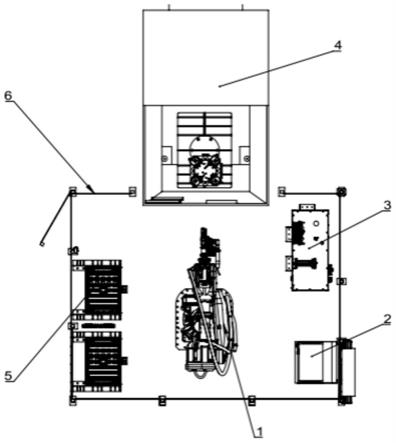
21.图1是本发明总体布局示意图;
22.图2是本发明机器人末端复合机构的结构示意图;
23.图3是本发明中转台的结构示意图;
24.图4是本发明夹指的第一种夹持方式;
25.图5是本发明夹指的第二种夹持方式;
26.图6是本发明夹指的第三种夹持方式;
27.其中,1-机器人、2-控制柜、3-中转台、4-机床、5-托盘、6-围栏、11-伺服电机、12-伸缩气缸、13-套筒、14-传感器、15-夹指、16-接近开关、17-限位块、18-安装法兰、31-上料层中转台、32下料层中转台、33-红外传感器、34-换手台、35-气缸。
具体实施方式
28.以下参考说明书附图介绍本发明的优选实施例,使其技术内容更加清楚和便于理解。本发明可以通过许多不同形式的实施例来得以体现,本发明的保护范围并非仅限于文中提到的实施例。
29.在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本发明并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
30.如图1所示,本发明提供的一种用于机床多工位上下料的机器人加工系统,包括机器人1、控制柜2、中转台3、机床4、托盘5和围栏6,机器人1还具有机器人末端复合法兰机构,机器人末端复合法兰机构通过安装法兰18与机器人1连接。
31.如图2所示,机器人末端复合法兰机构包括包括大扭矩拧紧枪和末端夹指,大扭矩拧紧枪包括伺服电机11、伸缩气缸12和套筒13,末端夹指则包括传感器14、夹指15、接近开关16和限位块17。机器人1可以实现工位的拧紧、松开动作,并与机床4工作台配合,可以实现一次性上下料,工位为全自动工位。
32.末端夹指具有三种夹持方式,具体夹持方式分别如图4至图6所示。在夹持的过程中,夹指15接触面安装有接近开关,可以进行物料有无的判断。
33.如图3所示,中转台3包含上下两层,分别为上料层中转台31和下料层中转台32,下层还具有换手台34和气缸35,中转台3上还设置有红外传感器33,中转台被能够检测机器人
1放置工件的正反。
34.托盘5包括来料托盘和成品托盘,且托盘具有四个工位。操作者通过控制柜2控制机床4。围栏6限定出机器人1的活动范围。机床4为日式复合加工机床。
35.本发明还提供了一种加工方法,用于机床多工位上下料的机器人系统,主要包括三个工序:毛坯上料、机床上料和成品下料。
36.工序一:毛坯上料。人工将托盘5放到位后,按毛坯库位按钮告知机器人1料已经到位可动作,机器人夹指15采取夹取方式一(如图4所示),张开夹爪,竖直方向到达托盘5上方,移动到第一行第一列工件上方,向下移动来确认当前位置是否有工件。若有工件,抓取完成后续动作,下次按顺序抓取,若无工件,则沿列进行检查。机器人带工件到中转台红外检测工位,水平方向上距离红外传感器33设置为100mm,竖直方向距离台面15mm,以保证红外传感器33能检测到工件的中心孔,以区分正反。将检测好正反的零件放入上料层中转台31的缓存位,机器人1记录并再抓取,重复上述动作,缓存位上满四个工件后,毛坯工位的气缸35伸出,将四个工件统一定位然后松开。
37.工序二:机床上料。机床4把门打开,机器人1采用夹取方式二(如图5所示)从缓冲位置取下工件,并根据红外检测的正反决定夹持的方向,将工件补充至机床外托盘上工位,并伸出伺服电机11拧紧螺丝,拧紧后缩回,然后松开夹爪,机器人1采用夹取方式三(如图6所示)将换手台34上的工件夹住放到机床4的托盘下工位。机器人1退出,通知机床旋转外工位90
°
。重复上述步骤4次,将机床的外托盘的上下四个工位填充完毕,机床4关门开始加工。
38.工序三:成品下料。机床4加工完毕后通知机器人1夹取上工位的工件放到换手台34上,夹取下工位的工件放到下料层中转台32的成品缓存位,将四个工件从机床拿出后,再由缓存位夹取放置到成品托盘中。
39.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1