一种活塞卡簧装配系统的制作方法
1.本发明涉及活塞卡簧装配技术领域,尤其涉及一种活塞卡簧装配系统。
背景技术:
2.活塞为发动机上的重要零部件,活塞的侧面具有侧面孔,侧面孔中安装有胶套,需要在侧面孔安装卡簧将胶套固定。
3.现有技术中,采用手工作业的方式来组装卡簧,具体为:人工使用卡簧钳夹住卡簧,人工使用夹钳夹住活塞,将卡簧压入活塞的侧面孔中。卡簧的体积小、重量轻,手工操作不易控制卡簧的姿态,手工操作也不易定位活塞,在卡簧压装过程容易出现压偏、压浅的情况,并且压装效率低。
4.有鉴于此,提供一种能够自动化作业的活塞卡簧装配系统成为必要。
技术实现要素:
5.本发明的目的在于提供一种能够自动化作业的活塞卡簧装配系统,以提高卡簧的压装质量,并提高压装效率。
6.本发明技术方案提供一种活塞卡簧装配系统,包括卡簧上料装置和处于所述卡簧上料装置前侧的活塞定位装置;
7.所述活塞定位装置包括机架和安装在所述机架的后端且用于定位活塞的定位工装;
8.所述卡簧上料装置包括具有承接平台的支架、安装在所述支架上且用于引导卡簧落到所述承接平台上的引导杆、可枢转地安装在所述支架上且能够在水平状态和垂直状态转换的翻转台及固定安装所述支架上且沿着前后方向延伸的承接套筒;
9.所述翻转台处于所述承接平台的前侧,所述翻转台上具有用于吸附卡簧的吸附元件;
10.所述承接套筒处于所述翻转台的下方,所述承接套筒的前端朝向所述定位工装,所述承接套筒的顶部具有套筒开口;
11.所述支架上还安装有用于驱动所述翻转台翻转的翻转驱动机构、用于将所述承接平台上的卡簧推送到处于水平状态的所述翻转台上的第一推料机构、用于将处于垂直状态的所述翻转台上的卡簧向下推入所述套筒开口中的第二推料机构和用于将所述承接套筒中的卡簧向前推送到所述定位工装中的活塞上的第三推料机构。
12.在其中一项可选技术方案中,在所述翻转台处于水平状态时,所述翻转台挨在所述支撑平台的前侧,所述翻转台的台面与所述支撑平台的上表面平齐;
13.在所述翻转台处于垂直状态时,所述翻转台向前翻转并离开所述支撑平台,所述翻转台的台面与所述支撑平台的上表面垂直。
14.在其中一项可选技术方案中,所述翻转驱动机构包括驱动部、翻转板、枢转轴和连接轴;
15.所述翻转板通过所述枢转轴与所述支架连接,所述驱动部的输出端与所述翻转板铰接;
16.所述连接轴固定安装在所述翻转板上,所述连接轴与所述枢转轴间隔布置,且所述连接轴与所述枢转轴平行;
17.所述翻转台处于所述翻转板的一侧,所述翻转台与所述连接轴固定连接。
18.在其中一项可选技术方案中,所述支架包括两条间隔布置的支架梁,所述翻转台处于两条所述支架梁之间,所述翻转驱动机构处于所述支架梁的外侧。
19.在其中一项可选技术方案中,所述支架上处于所述翻转台的前侧还安装有引导板,所述引导板处于所述承接套筒的上方;
20.所述引导板的后侧具有上下贯通的引导槽,所述引导槽的下端朝向所述套筒开口;
21.在所述翻转台处于垂直状态时,所述翻转台上的卡簧处于所述引导槽中。
22.在其中一项可选技术方案中,所述引导杆的下端与所述承接平台之间的间隙为d,卡簧的厚度为d,其中,d≤d<2d。
23.在其中一项可选技术方案中,所述第一推料机构包括第一驱动缸和用于将所述支撑平台上的卡簧向前推出的第一推片;
24.所述第一驱动缸安装在所述承接平台的后方,所述第一驱动缸的第一活塞杆朝向所述承接平台延伸,所述第一推片连接在所述第一活塞杆的前端;
25.在垂直方向上,所述第一推片处于所述引导杆的下端与所述支撑平台之间。
26.在其中一项可选技术方案中,所述第二推料机构包括第二驱动缸和用于将处于垂直状态的所述翻转台上的卡簧向下推出的第二推片;
27.所述第二驱动缸的第二活塞杆向下延伸,所述第二推片连接在所述第二活塞杆的下端。
28.在其中一项可选技术方案中,所述第三推料机构包括第三驱动缸和第三活塞杆,所述第三驱动缸安装在所述承接套筒的后侧,所述第三活塞杆与所述承接套筒同轴布置,所述第三活塞杆插入所述承接套筒中。
29.在其中一项可选技术方案中,所述机架包括活动架和固定架,所述活动架处于所述支架与所述固定架之间,所述定位工装安装在所述活动架的后端;
30.在所述固定架与所述活动架之间安装有用于顶紧所述活动架的顶紧机构。
31.在其中一项可选技术方案中,所述顶紧机构包括第四驱动缸、第一连杆和第二连杆;
32.所述固定架的上端朝向所述活动架侧延伸有安装架,所述第四驱动缸安装在所述安装架上,所述第四驱动缸的第四活塞杆向下延伸,所述第一连杆铰接在所述第四活塞杆的下端与所述固定架之间,所述第二连杆铰接在所述第四活塞杆的下端与所述活动架之间。
33.在其中一项可选技术方案中,所述定位工装可调节地安装在所述机架的后端。
34.采用上述技术方案,具有如下有益效果:
35.本发明提供的活塞卡簧装配系统,通过配置卡簧上料装置和活塞定位装置可实现卡簧与活塞的自动装配,提高了卡簧压装的质量,提高了工作效率。
36.压装时,通过活塞定位装置上的定位工装固定住活塞,使得活塞的侧面孔朝向卡簧上料装置。多个卡簧套在卡簧上料装置的引导杆上,每次只有一个卡簧落在支撑平台上。第一推料机构将支撑平台上的卡簧向前推送到处于水平状态的翻转台上。翻转驱动机构驱使翻转台向前翻转90
°
,翻转台带动卡簧转动至垂直状态。第二推料机构将翻转台上的卡簧向下推下,卡簧经套筒开口进入承接套筒中。第三推料机构将承接套筒中的卡簧向前推动并压入活塞的侧面孔中,完成卡簧的压装。
附图说明
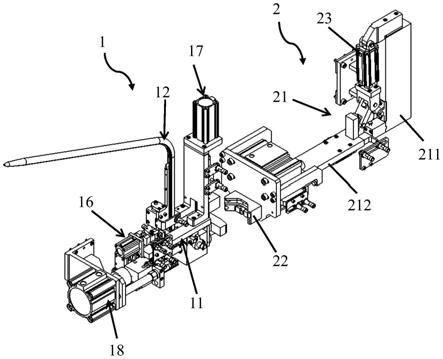
37.图1为本发明一实施例提供的活塞卡簧装配系统在第一视角下的立体图;
38.图2为本发明一实施例提供的活塞卡簧装配系统在第二视角下的立体图;
39.图3为本发明一实施例提供的活塞卡簧装配系统的剖视图;
40.图4为装配在一起的引导杆、支架、翻转台、第一推料机构及引导板的立体图;
41.图5为第一推料机构、引导杆及支撑平台的装配示意图;
42.图6为翻转驱动机构与翻转台的装配立体图;
43.图7为引导板的后侧表面上具有引导槽的立体图;
44.图8为第二推料机构的结构的示意图;
45.图9为承接套筒的剖视图;
46.图10为第三推料机构的示意图;
47.图11为在压装卡簧时,活塞由定位工装夹住时的立体图;
48.图12为机架的后端安装有水平延伸的第一导轨,定位工装安装在第一导轨上的示意图;
49.图13为机架的后端安装有垂直延伸的第二导轨,第一导轨安装在第二导轨上的示意图;
50.图14为活塞的侧面孔中压装有卡簧的示意图;
51.图15为卡簧的立体图。
具体实施方式
52.下面结合附图来进一步说明本发明的具体实施方式。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
53.如图1-6、图8-11和图14-15所示,本发明一实施例提供的活塞卡簧装配系统,包括卡簧上料装置1和处于卡簧上料装置1前侧的活塞定位装置2。
54.活塞定位装置2包括机架21和安装在机架21的后端且用于定位活塞3的定位工装22。
55.卡簧上料装置1包括具有承接平台110的支架11、安装在支架11上且用于引导卡簧4落到承接平台110上的引导杆12、可枢转地安装在支架11上且能够在水平状态和垂直状态转换的翻转台13及固定安装支架11上且沿着前后方向延伸的承接套筒14。
56.翻转台13处于承接平台110的前侧,翻转台13上具有用于吸附卡簧4的吸附元件133。
57.承接套筒14处于翻转台13的下方,承接套筒14的前端朝向定位工装22,承接套筒14的顶部具有套筒开口141。
58.支架11上还安装有用于驱动翻转台13翻转的翻转驱动机构15、用于将承接平台110上的卡簧4推送到处于水平状态的翻转台13上的第一推料机构16、用于将处于垂直状态的翻转台13上的卡簧4向下推入套筒开口141中的第二推料机构17和用于将承接套筒14中的卡簧4向前推送到定位工装22中的活塞3上的第三推料机构18。
59.本发明提供的活塞卡簧装配系统,用于将卡簧4压装在活塞3的侧面孔31中。
60.活塞卡簧装配系统包括卡簧上料装置1和活塞定位装置2。卡簧上料装置1和活塞定位装置2间隔布置。本发明中,将从卡簧上料装置1向活塞定位装置2的方向定义为前方或前侧,将从活塞定位装置2向卡簧上料装置1的方向定义为后方或后侧。
61.活塞定位装置2用于定位活塞3。卡簧上料装置1用于向活塞定位装置2输送卡簧4。
62.活塞定位装置2包括机架21和定位工装22,定位工装22安装在机架21的后端,定位工装22用于定位活塞3。定位工装22可采用夹爪、卡槽等工装。定位工装22安装在机架21的后端,定位工装22朝向卡簧上料装置1。
63.卡簧上料装置1包括支架11、引导杆12、翻转台13、承接套筒14、翻转驱动机构15、第一推料机构16、第二推料机构17和第三推料机构18
64.支架11上具有承接平台110,用于承接落下的卡簧4。引导杆12安装在支架11上,引导杆12的下端朝向承接平台110,引导杆12的下端与承接平台110之间具有预设距离或预设间隙,该预设距离或预设间隙大于卡簧4的厚度,处于承接平台110的卡簧4可被水平推动。
65.翻转台13安装在支架11上,并能够在支架11上翻转。翻转台13可通过转轴与支架11连接。翻转台13处于承接平台110的前侧,并可被驱动向前翻转。翻转台13上具有吸附元件133,用于吸附住卡簧4。根据需要,可在翻转台13上安装多个吸附元件133,提高吸附卡簧4的能力。吸附元件133可以选择磁铁,也可以选择具有吸气口的吸盘等类似能够临时固定住卡簧4的机构。
66.翻转台13在支架11上具有水平状态和垂直状态,在翻转驱动机构15的作用下,翻转台13可在水平状态与垂直状态之间转换。翻转台13处于水平状态时,翻转台13上具有吸附元件133的台面相应地处于水平状态,可承接从承接平台110推送来的卡簧4。翻转台13处于垂直状态时,翻转台13上具有吸附元件133的台面相应地处于垂直状态,在吸附元件133的吸附作用下,卡簧4不会脱离翻转台13。
67.承接套筒14固定安装在支架11上,承接套筒14沿着前后方向延伸,承接套筒14的前端朝向定位工装22。承接套筒14的顶部具有套筒开口141,套筒开口141的宽度大于卡簧4的厚度。在翻转台13处于垂直状态时,套筒开口141的后侧边基本与翻转台13的台面平齐,以确保从翻转台13的台面上被推下的卡簧4能够落入套筒开口141中。承接套筒14的内径稍大于卡簧4的外径,垂直落入承接套筒14中的卡簧4不会歪倒,保持处于垂直状态。
68.翻转驱动机构15可为电机驱动机构,也可为气缸或油缸驱动机构。翻转驱动机构15可直接驱动翻转台13转动,也可直接驱动翻转台13的转轴转动。在翻转驱动机构15的作用下,翻转台13可从水平状态向前翻转90
°
以处于垂直状态。在翻转驱动机构15的作用下,翻转台13可从垂直状态向后翻转90
°
以处于水平状态。
69.第一推料机构16处于支撑平台110的后侧,第一推料机构16可为气缸或油缸驱动
机构,其输出端上具有推片。在翻转台13处于水平状态时,第一推料机构16做动,通过推片将支撑平台110上的卡簧4向前推至翻转台13的台面上。此时,卡簧4呈水平状态。
70.第二推料机构17安装在翻转台13的上方,第二推料机构17可为气缸或油缸驱动机构,其输出端上具有推片。在翻转台13处于垂直状态时,卡簧4也呈垂直状态。第二推料机构17做动,通过推片将翻转台13的台面上的卡簧4向下推下,垂直状态的卡簧4经套筒开口141进入承接套筒14中。
71.第三推料机构18安装在承接套筒14的后方,二推料机构17可为气缸或油缸驱动机构,可直接通过其活塞杆推动卡簧4。通过第三推料机构18的活塞杆可将承接套筒14中的卡簧4向前推出,并推入活塞3的侧面孔31中,以完成卡簧4与活塞3的压装装配。
72.本发明提供的活塞卡簧装配系统的操作方式如下:
73.活塞定位装置2上的定位工装22固定住活塞3,并使得活塞3的侧面孔31朝向卡簧上料装置1。
74.多个卡簧4套在引导杆12上,每次只有一个卡簧12落在支撑平台110上。
75.翻转平台13处于水平状态。
76.第一推料机构16将支撑平台110上的卡簧4向前推送到翻转台13的台面上。
77.翻转驱动机构15驱使翻转台13向前翻转90
°
,翻转台13带动卡簧4转动至垂直状态。
78.第二推料机构17将翻转台13上的垂直的卡簧4向下推下。
79.卡簧4经套筒开口141进入承接套筒14中。
80.第三推料机构18将承接套筒14中的卡簧4向前推动并压入活塞3的侧面孔31中,完成卡簧4的压装。
81.由此,本发明提供的活塞卡簧装配系统,通过配置卡簧上料装置1和活塞定位装置2可实现卡簧4与活塞3的自动装配,提高了卡簧压装的质量,提高了工作效率。
82.在其中一个实施例中,翻转台13包括平板131和连接臂132。平板131连接在连接臂132的上端。吸附元件133安装在平板131上。卡簧4被吸附元件133吸附在平板131上。连接臂132通过转轴与支架11枢转连接,或与翻转驱动机构15连接,连接臂132可带动平板131翻转。在翻转台13处于水平状态时,平板131也处于水平状态,在翻转台13处于垂直状态时,平板131也处于垂直状态。通过布置该连接臂132,可增大平板131的向前摆动距离,为第二推料机构17的安装提供了足够的空间。
83.在其中一个实施例中,在翻转台13处于水平状态时,翻转台13挨在支撑平台110的前侧,翻转台13的台面与支撑平台110的上表面平齐。
84.在翻转台13处于垂直状态时,翻转台13向前翻转并离开支撑平台110,翻转台13的台面与支撑平台110的上表面垂直。
85.在翻转台13处于水平状态时,翻转台13的台面与支撑平台110的上表面平齐,台面的后侧与支撑平台110接触,利于将卡簧4顺利从支撑平台110推至翻转台13上。
86.在翻转台13从水平状态向垂直状态转换时,翻转台13向前翻转90
°
,翻转台13离开支撑平台110,翻转台13的台面与支撑平台110的上表面垂直,吸附在翻转台13上的卡簧4也处于垂直状态。此时,卡簧4处于套筒开口141的正上方。
87.平板131为翻转台13的台面,在翻转台13处于水平状态时,平板131的顶面与支撑
平台110的上表面平齐,平板131的后侧与支撑平台110接触,可顺利将卡簧4从支撑平台110推至平板131上。
88.在翻转台13从水平状态向垂直状态转换时,连接臂132翻转并带动平板131翻转90
°
,平板131离开支撑平台110,并与支撑平台110的上表面垂直,吸附在支撑平台110上的卡簧4也处于垂直状态。
89.在其中一个实施例中,如图6所示,翻转驱动机构15包括驱动部151、翻转板152、枢转轴153和连接轴154。
90.翻转板152通过枢转轴153与支架11连接,驱动部151的输出端与翻转板152铰接。
91.连接轴154固定安装在翻转板152上,连接轴154与枢转轴153间隔布置,且连接轴154与枢转轴153平行。
92.翻转台13处于翻转板152的一侧,翻转台13与连接轴154固定连接。
93.本实施例中,翻转驱动机构15主要包括驱动部151、翻转板152、枢转轴153和连接轴154。驱动部151可为气缸或油缸。翻转板152通过枢转轴153与支架11连接,枢转轴153沿着支架11的宽度方向延伸。翻转板152套在枢转轴153上,翻转板152可绕着枢转轴153转动。连接轴154固定安装在翻转板152上,连接轴154与枢转轴153间隔且平行。翻转台13处于翻转板152的一侧,翻转台13与连接轴152固定连接,具体地连接轴154可与连接臂132固定连接。
94.驱动部151的输出端(活塞杆)与翻转板152铰接。在驱动部151的输出端的伸缩时,可带动翻转板152绕着枢转轴153转动,进而通过连接轴154带动翻转台13转动。在翻转板152转动90
°
时,翻转台13也随之转动90
°
。根据需要,可在支架11上设置相应的限位机构,用于限制翻转板152的转动角度,且确保翻转板152每次仅能翻转90
°
。
95.在其中一个实施例中,如图2和图4所示,支架11包括两条间隔布置的支架梁111,翻转台13处于两条支架梁111之间,翻转驱动机构15处于支架梁111的外侧,方便结构布置。
96.在其中一个实施例中,如图4和图7所示,支架11上处于翻转台13的前侧还安装有引导板19,引导板19处于承接套筒14的上方。
97.引导板19的后侧具有上下贯通的引导槽191,引导槽191的下端朝向套筒开口141。
98.在翻转台13处于垂直状态时,翻转台13上的卡簧4处于引导槽191中。
99.本实施例中,引导板19处于翻转台13的前侧并处于承接套筒14的上方。引导板19的后侧表面开设有引导槽191,引导槽191的下端朝向套筒开口141,用于引导卡簧4落入套筒开口141中。
100.在翻转台13处于垂直状态时,翻转台13的台面与引导板19的后侧表面接触,翻转台13的台面上的卡簧4处于引导槽191中。
101.第二推料机构17的推片可从上向下插入引导槽191中,以将卡簧4向下推动使得卡簧4克服吸附元件133的吸附力,并沿着引导槽191下落,最终从套筒开口141落入承接套筒14中。
102.在其中一个实施例中,如图5所涉及,引导杆12的下端与承接平台110之间的间隙为d,卡簧4的厚度为d,其中,d≤d<2d,以确保每次只有一个卡簧4落在承接平台110上。第一推料机构16的推片的厚度≤d,并且第一推料机构16的推片的底面与承接平台110的顶面平齐,以确保每次只推动一个卡簧4。
103.在其中一个实施例中,如图5所示,第一推料机构16包括第一驱动缸161和用于将支撑平台110上的卡簧4向前推出的第一推片162。
104.第一驱动缸161安装在承接平台110的后方,第一驱动缸161的第一活塞杆1611朝向承接平台110延伸,第一推片162连接在第一活塞杆1611的前端。
105.在垂直方向上,第一推片1611处于引导杆12的下端与支撑平台110之间。
106.本实施例中,第一推料机构16包括第一驱动缸161和第一推片162。第一驱动缸161处于承接平台110的后方,其第一活塞杆1611向前延伸。第一推片162连接在第一活塞杆1611的前端,且能够插入引导杆12的下端与支撑平台110之间的间隙。
107.在第一活塞杆1611向前伸出时,第一推片162入引导杆12的下端与支撑平台110之间的间隙,以将承接平台110上的卡簧4向前推向处于水平状态的翻转台13上。
108.在第一活塞杆1611向后缩回时,第一推片162退出引导杆12的下端与支撑平台110之间的间隙,引导杆12上的一个卡簧4落在支撑平台110上。
109.在其中一个实施例中,如图8所示,第二推料机构17包括第二驱动缸171和用于将处于垂直状态的翻转台13上的卡簧4向下推出的第二推片172。
110.第二驱动缸171的第二活塞杆1711向下延伸,第二推片172连接在第二活塞杆1711的下端。
111.本实施例中,第二推料机构17包括第二驱动缸171和第二推片172。第二驱动缸171处于翻转台13的斜上方,其第二活塞杆1711向下延伸。第二推片172连接在第二活塞杆1711的下端,并能够将处于垂直状态的翻转台13上的卡簧4向下推出。
112.在翻转台13上吸附住卡簧4且翻转至垂直状态时,第二活塞杆1711向下伸出,带动第二推片172向下移动,第二推片172处于翻转台13的台面的前侧,第二推片172与翻转台13的台面之间的横向距离小于卡簧4的厚度,从而可以将台面上的卡簧4向下推出,使得卡簧4克服吸附元件133的吸附力而脱离翻转台13向下降落。
113.在第二活塞杆1711向上缩回时,第二推片172上移并离开翻转台13,不影响翻转台13的复位。
114.在其中一个实施例中,如图10所示,第三推料机构18包括第三驱动缸181和第三活塞杆182,第三驱动缸181安装在承接套筒14的后侧,第三活塞杆182与承接套筒14同轴布置,第三活塞杆182插入承接套筒14中。
115.本实施例中,第三推料机构18包括第三驱动缸181和第三活塞杆182。第三活塞杆182与承接套筒14同轴布置,第三活塞杆182可从后向前插入承接套筒14中。在卡簧4落入承接套筒14后,第三活塞杆182向前伸出,将承接套筒14中处于垂直状态的卡簧4向前推出,并压入活塞3的侧面孔31中。之后,第三活塞杆182向后回缩,并退至套筒开口141的后侧。
116.在其中一个实施例中,第三活塞杆182的前端安装有橡胶垫183,避免第三活塞杆182与卡簧4硬接触,起到保护作用。
117.在其中一个实施例中,如图9所示,承接套筒14包括主套筒142和与主套筒142连接的副套筒143,副套筒143朝向活塞定位装置2侧延伸。
118.套筒开口141设置在主套筒142的筒壁上。主套筒142的内径大于卡簧4的外径,副套筒143的内径稍小于卡簧4的外径。主套筒142的内壁与副套筒143的内壁之间连接有斜面144。斜面144与承接套筒14的轴线之间的夹角大约在10
°
左右。
119.第三推料机构18的输出端(第三活塞杆182)的半径小于副套筒143的内径。
120.第三推料机构18处于初始状态时,第三推料机构18的输出端(第三活塞杆182)处于主套筒142中,并紧挨着套筒开口141后侧边缘。当卡簧4经套筒开口141落入主套筒142中后,卡簧4的后侧被第三推料机构18的输出端顶住,卡簧4的前侧被斜面144限制,因此卡簧4在套筒开口141的下方基本保持竖直,不会歪倒。当在第三推料机构18作动时,在第三推料机构18的输出端的作用下,卡簧4被推动并沿着斜面144进入副套筒143中,然后从副套筒143中顶出。当然,卡簧4在从主套筒142进入副套筒143的过程中会发生适应性的变形,但不会影响其性能。
121.在其中一个实施例中,如图1-3所示,机架21包括活动架212和固定架211。活动架212处于支架11与固定架211之间。定位工装22安装在活动架212的后端。在固定架211与活动架212之间安装有用于顶紧活动架212的顶紧机构23。
122.本实施例中,机架21包括有活动架212和固定架211。固定架211处于活动架212的前侧,活动架212处于支架11与固定架211之间。定位工装22安装在活动架212的后端。
123.活动架212可根据需要前后调节,以适应现场环境的需求。为了保证在压紧卡簧4时,活动架212保持不动,在固定架211与活动架212之间安装有顶紧机构23,用于顶紧活动架212,利于第三活塞杆182将卡簧4压入活塞3的侧面孔31中。
124.顶紧机构23可为气缸、油缸等直线伸缩机构。
125.在其中一个实施例中,如图3所示,顶紧机构23包括第四驱动缸231、第一连杆232和第二连杆233。
126.固定架211的上端朝向活动架212侧延伸有安装架2111,第四驱动缸231安装在安装架2111上,第四驱动缸231的第四活塞杆2311向下延伸,第一连杆232铰接在第四活塞杆2311的下端与固定架211之间,第二连杆233铰接在第四活塞杆2311的下端与活动架212之间。
127.本实施例中,顶紧机构23主要由第四驱动缸231、第一连杆232和第二连杆233组成。
128.固定架211的上端安装有安装架2111,安装架2111朝向活动架212侧延伸。第四驱动缸231为油缸或气缸。第四驱动缸231的上端固定安装在安装架2111上,其第四活塞杆2311向下延伸。第一连杆232铰接在第四活塞杆2311的下端与固定架211之间,第二连杆233铰接在第四活塞杆2311的下端与活动架212之间。
129.当第四活塞杆2311向下伸出时,第一连杆232与第二连杆233撑开,固定架211不动,从而通过第二连杆233撑住活动架212。当第四活塞杆2311向上缩回时,第一连杆232与第二连杆233收缩,固定架211不动,从而通过第二连杆233带动活动架212向前移动,为在定位工装22上更换活塞3提供了空间。
130.在其中一个实施例中,如图12-13所示,定位工装22可调节地安装在机架21的后端。
131.定位工装22在机架21的后端或活动架212的后端可横向和竖向调节,以实现工位调整,使得活塞3的侧面孔31与承接套筒14对齐。
132.具体地,在机架21的后端或活动架212的后端安装有横向延伸的第一导轨24和竖向延伸的第二导轨26。第一导轨24与第二导轨26滑动连接。定位工装22与第一导轨24滑动
连接。
133.在第一导轨24上安装有用于驱动定位工装22在第一导轨24上滑动的第一驱动构件25。第一驱动构件25可为气缸或油缸。
134.在第二导轨26上安装有用于驱动第一导轨24在第二导轨26上滑动的第二驱动构件27。第二驱动构件27可为气缸或油缸。
135.通过第一驱动构件25的作用,可使得定位工装22在第一导轨24上滑动,实现定位工装22的水平调整。
136.通过第二驱动构件27的作用,可使得第一导轨24在第二导轨26上滑动,实现定位工装22的竖直调整。
137.综上所述,本发明提供的活塞卡簧装配系统,通过配置卡簧上料装置和活塞定位装置可实现卡簧与活塞的自动装配,提高了卡簧压装的质量,提高了工作效率。
138.根据需要,可以将上述各技术方案进行结合,以达到最佳技术效果。
139.以上所述的仅是本发明的原理和较佳的实施例。应当指出,对于本领域的普通技术人员来说,在本发明原理的基础上,还可以做出若干其它变型,也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1