一种铣削扭矩测量传感器
1.本发明涉及机械制造领域。
背景技术:
2.我国目前的铣削扭矩检测技术全部采用间接测量的方法,通过测量其它物理量间接获得铣削扭矩,现有的铣削扭矩检测方法有应变计法、电机电流法、加速度计法、位移量检测法等。应变计检测方法又分为金属箔应变片式、半导体应变片式、压电式、pvdf薄膜式、布拉格光纤光栅应变计式、磁致弹性应变测量方法等,应变计式铣削扭矩传感器主要分为主轴旋转结构和台面固定结构两种,主轴旋转结构的通用性优于台面固定结构,工作带宽更高。金属箔式应变片分辨率低、噪声大,但性能稳定;半导体式应变片分辨率高,但温漂大,时漂大;压电式传感器分辨率和带宽都很高,但成本高、有热电效应、电荷积累易导致零漂;pvdf薄膜、磁致弹性的分辨率和精度均较高,但是前者有热电效应,后者也易受温度影响,且需消除主轴横向弯曲影响;布拉格光纤光栅分辨率高,但是动态响应差。电机电流式、加速度计式检测方法的分辨率和带宽都比较高,但是通用性不强,位移量检测方法分为电涡流、电容变极距式和激光测距式三种,传感器的分辨率和带宽较好,但电涡流测量方法的温漂大,电容变极距式检测方法线性度低,激光测距需要刀头进给跟踪装置。一般来讲,不同检测方法的灵敏度、带宽和通用性不同,而追求各性能的均衡提高是当前铣削扭矩传感器研发的关注重点。针对上述存在的问题,研究设计一种新型的铣削扭矩测量传感器,克服现有铣削扭矩测量传感器中所存在的问题是十分必要的。
技术实现要素:
3.为了解决现有的铣削扭矩测量传感器存在的上述问题,本发明提供了一种铣削扭矩测量传感器。
4.本发明为实现上述目的所采用的技术方案是:一种铣削扭矩测量传感器,包括延长刀柄、定极板套筒、延长叶片、定极板、动极板和电路系统;所述延长刀柄一端与铣床的刀柄连接,所述延长刀柄的另一端与铣床的铣刀夹头连接;所述定极板套筒为圆筒状且套于所述延长刀柄径向外侧;所述延长叶片的截面为倒l形,所述延长叶片为多个,且沿所述延长刀柄周向呈扇叶状均匀布置;所述定极板设置于所述定极板套筒的径向外侧,所述动极板设置于所述延长叶片的径向内侧,所述定极板与动极板相对设置组成电容,多个所述电容组成电容列阵;所述电路系统分别与所述定极板和动极板相连,用于将电容阵列电容值的变化转换为无线数字信号。
5.优选的,所述延长刀柄为圆筒型结构。
6.优选的,所述定极板套筒设置于所述延长刀柄靠近所述铣刀夹头的一端,所述定极板套筒径向部分为钢材料制作,所述定极板套筒的周向部分为亚克力材料制作。
7.优选的,所述延长叶片设置于所述延长刀柄靠近所述刀柄的一端,所述延长叶片为4片,所述延长叶片与所述定极板套筒始终保持不接触状态,所述延长叶片径向部分为钢
材料制作,所述延长叶片周向部分为亚克力材料制作。
8.优选的,所述定极板与所述动极板数量相同。
9.优选的,所述定极板与所述动极板均为铜箔电极,所述定极板与所述动极板径向方向上互相错开且有部分正对面积,所述定极板轴向切面长度大于所述动极板轴向切面长度。
10.优选的,所述定极板通过定极板应变胶固定在所述定极板套筒的径向外侧,所述定极板与所述定极板应变胶之间设有定极板绝缘介质层,所述动极板通过动极板应变胶固定在所述延长叶片的径向内侧,所述动极板与所述动极板应变胶之间设有动极板绝缘介质层。
11.优选的,所述电路系统包括高灵敏度交流电桥、交流电压放大器、模数转换器和无线数据发送器,所述高灵敏度交流电桥与所述电容阵列相连,用于将所述电容阵列电容值改变转换为电压值的变化,所述交流电压放大器用于将所述电压放大,所述模数转换器用于将所述电压转化为所述无线数字信号,所述无线数据发送器用于发送所述无线数字信号。
12.优选的,所述模数转换器电路的采样频率至少为30khz,所述模数转换器电路的采样分辨率至少为16bit,所述无线数据发送器的速率至少为500kbps。
13.优选的,所述延长叶片径向外侧设有防护罩,所述防护罩为圆筒结构且与所述延长刀柄同轴,所述防护罩通过法兰螺纹与所述延长刀柄连接。
14.本发明的一种铣削扭矩测量传感器,可以在铣刀刀柄处直接安装,不用破坏铣刀的原有结构,也可以用于长期监测铣削状态;本发明兼容一定范围内由铣削轴向力、径向力产生的结构形变,并最大限度减少铣削轴向力、径向力对周向扭矩测量的串扰;能支持高速铣削信号处理和传输需求,同时满足铣削周向扭矩灵敏度的测量需求,在生产中,实时监测铣削扭矩大小,提高铣削效率、保证加工质量。
附图说明
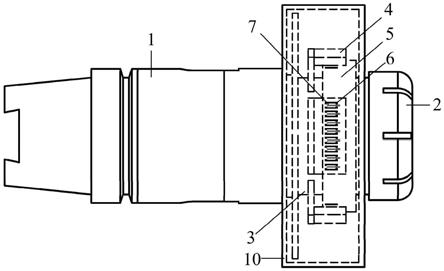
15.图1是本发明实施例的整体结构部分透视示意图;
16.图2是本发明实施例传感器部分立体结构示意图;
17.图3是本发明实施例传感器部分的剖面示意图;
18.图4是本发明实施例的定极板和动极板安装结构部分轴向视图;
19.图5是本发明实施例的定极板和动极板的安装结构放大示意图;
20.图6是本发明实施例的电容阵列极板形状和位置关系周向展开示意图。
21.图中:1、刀柄,2、铣刀夹头,3、延长刀柄,4、延长叶片,5、定极板套筒,6、定极板,7、动极板,8-1、定极板绝缘介质层,8-2、动极板绝缘介质层,9-1、定极板应变胶层,9-2、动极板应变胶,10、防护罩。
具体实施方式
22.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
23.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“竖
直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
24.本发明的一种铣削扭矩测量传感器结构如图1所示,包括延长刀柄3、定极板套筒5、延长叶片4、定极板6、动极板7和电路系统,如图2和图3所示,延长刀柄3的一端与铣床的刀柄1连接,延长刀柄3的另一端与铣床的铣刀夹头2连接,延长刀柄3与刀柄1可以通过传动键和轴向紧固螺钉方式、法兰转接等方式相连,延长刀柄3另一端可以通过螺纹方式、法兰转接方式等与铣刀夹头2连接,铣刀夹头2用于固定铣刀,延长刀柄3可以采用电火花、车削等方式进行加工。延长刀柄3为圆筒型结构,可以使用下式评估圆筒表面的切向位移x变化:
[0025][0026]
其中,m为施加扭矩,l为延长刀柄3的轴向长度,r为延长刀柄3的圆筒外壁半径,g为材料剪切模量,t为延长刀柄3的圆筒厚度。
[0027]
定极板套筒5为圆筒状且套于延长刀柄3的径向外侧,定极板套筒5设置于延长刀柄3靠近铣刀夹头2的一端,定极板套筒5的径向部分通过法兰螺纹与延长刀柄3连接,定极板套筒5的径向部分可以为钢材料制作,定极板套筒5的周向部分可以为亚克力材料制作,定极板套筒5的径向部分与周向部分相互粘贴固定,可以降低加工难度;延长叶片4的截面为倒l形,延长叶片4为多个,且沿延长刀柄3周向呈扇叶状均匀布置,延长叶片4设置于延长刀柄3靠近刀柄1的一端,延长叶片4优选为4片,延长叶片4与定极板套筒5始终保持不接触状态,延长叶片4与延长刀柄3一体制作,可以增加铣削扭矩作用的传递效率,延长叶片4径向部分可以为钢材料制作,延长叶片4周向部分可以为亚克力材料制作。延长叶片4和定极板套筒5分别位于延长刀柄3的两端,该结构对周向扭矩产生的相对位移相比延长刀柄3表面位移有一定放大作用。延长叶片4和定极板套筒5两部分的相对位移x’可用下式近似:
[0028][0029]
其中,m为施加扭矩,l为延长刀柄3的圆筒长度,r为延长叶片4内径,r为延长刀柄3的圆筒外壁半径,g为材料剪切模量,t为延长刀柄3的圆筒厚度,r》r。
[0030]
延长叶片4径向外侧还可以设置防护罩10,防护罩10为圆筒结构且与延长刀柄3同轴,防护罩10可以通过法兰螺纹与延长刀柄3连接,防护罩10不仅可以有效的屏蔽电磁干扰,还可以防止切屑破坏传感器主体。
[0031]
如图4所示,定极板6设置于定极板套筒5的径向外侧,动极板7设置于延长叶片4的径向内侧,定极板6与动极板7的数量相同且位置对应,定极板6与动极板7均可以为铜箔电极,定极板6与动极板7径向方向上互相错开且有部分正对面积,这样可以使得电场边缘效应的影响近似不变,降低边缘效应的影响。定极板6与动极板7相对设置组成电容,相邻电容
呈周向排布并逐个串联,组成电容阵列,优选的,电容阵列为两组差动的形式。在轴向切面上,定极板6投影的轴向长度范围包覆动极板7投影的轴向长度范围。传感器在铣削过程中与加工件相互作用,所受的外力可以分解为径向力、周向力和轴向力,径向力使传感器发生径向弯曲,将电容阵列中的所有电容串联,可以消除径向力弯曲造成的影响,如图6所示,轴向切面上定极板6投影的轴向长度范围包覆动极板7投影的轴向长度范围,可以消除轴向力造成的延长刀柄3轴向拉压变形对电容值的大部分影响。
[0032]
如图5所示,定极板6可以通过定极板应变胶9-1固定在定极板套筒5的径向外侧,定极板6与定极板应变胶9-1之间可以设有定极板绝缘介质层8-1,动极板7可以通过动极板应变胶9-2固定在延长叶片4的径向内侧,动极板7与动极板应变胶9-2之间可以设有动极板绝缘介质层8-2,定极板6、动极板7、定极板绝缘介质层8-1和动极板绝缘介质层8-2可以使用柔性电路板加工方法,定极板绝缘介质层8-1和动极板绝缘介质层8-2为柔性电路板聚酰亚胺或聚酯薄膜等绝缘基底。
[0033]
电路系统分别与定极板6和动极板7相连,用于将电容阵列电容值的变化转换为无线数字信号,电路系统包括高灵敏度交流电桥、交流电压放大器、模数转换器和无线数据发送器,高灵敏度交流电桥与电容阵列相连,用于将电容阵列电容值的改变转换为电压,交流电压放大器用于将电压放大,模数转换器用于将电压转化为无线数字信号,无线数据发送器用于发送无线数字信号。优选的,模数转换器电路的采样频率至少为30khz,模数转换器电路的采样分辨率至少为16bit,无线数据发送器的速率至少为500kbps。由于高速铣削转速和多刀刃作用对铣削扭矩信号的带宽有倍乘的效果,所以电路系统在转换、调理、采样和数据发送各环节的高带宽性能,才能保证铣削速度的要求,且高速运转时需对电路系统进行动态配平,支持高速铣削信号处理和传输需求,同时满足铣削周向扭矩灵敏度的测量需求,这样在生产中,能实时监测铣削扭矩大小,提高铣削效率、保证加工质量。
[0034]
本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1