一种控制金属流线沿沟道分布的偏心球轴承外圈的成形方法与流程
1.本发明涉及一种偏心球轴承外圈的成形方法。
背景技术:
2.轴承作为关键部件,其失效可能导致事故的发生。轴承失效的主要模式是由摩擦力所引起的轴承套圈滚道磨损及疲劳剥落。众所周知,轴承套圈沟道的耐磨性取决于锻造时形成的微观和宏观组织。金属锻造过程中,在高温和压力作用下会出现晶粒的伸长和非金属夹杂物的聚集,以最大变形方向为导向,形成纤维结构。金属纤维方向的冲击强度比垂直方向高50%~70%。轴承套圈制造中的一个问题是材料宏观组织的形成以及纤维组织(流线)按照一种特殊方式分布。其中最严重的破坏通常发生在接触表面流线露头的地方。因此,纤维组织宏观结构的有利方向应该是与构件接触的作用方向。考虑到锻造各工序时材料宏观结构的变化,有目的地进行轴承套圈坯料的形状变化,将制造具有合理流线分布的轴承套圈成为可能。传统的轴承套圈锻造采用的是先自由锻造制坯、再辗扩成环形件,最后车出沟道的工艺,导致套圈金属流线被切断,严重降低了套圈滚道表面的接触疲劳性能,已成为套圈滚道剥落故障的普遍问题。
技术实现要素:
3.本发明是要解决现有的轴承套圈锻造采用的是先自由锻造制坯、再辗扩成环形件,最后车出沟道的工艺,导致套圈金属流线被切断,严重降低了套圈滚道表面的接触疲劳性能的技术问题,而提供一种控制金属流线沿沟道分布的偏心球轴承外圈的成形方法。
4.本发明的控制金属流线沿沟道分布的偏心球轴承外圈的成形方法是按以下步骤进行的:
5.一、将高径比为1.6~2.5的棒料在1000℃~1150℃保温0.9h~1.2h,然后进行镦粗工序,镦粗比为1.8~2.8;
6.二、制坯采用胎模锻,上模成型采用分流锥冲孔,将冲孔连皮位置设置于坯料的底部;
7.三、将坯料翻转进行穿孔(切底)工序并将穿孔后的坯料返回炉中进行加热;
8.四、待温度恢复始锻温度后用扩孔冲完成第一个道次扩孔,平幅后再进行多道次扩孔至所需尺寸,每次扩孔前需要对坯料进行翻面;每个道次扩孔需要控制扩孔位置确保v字形内孔的位置;通过过孔冲头过里孔消除锥形为直型孔,实现沟道位置的定位;
9.五、在辗环机上进行制造轴承外圈的辗扩成形,套圈沟道通过辗扩直接成形,然后立即进行灰埋冷却;
10.所述的辗环机的芯轴的工作部分为带有异形截面的芯辊;所述的芯辊是由第一部1、第二部2和第三部3组成;所述的第一部1和第三部3均为圆柱体结构且直径相等,第一部1比第三部3薄;所述的第二部2为鼓形结构,第二部2夹在第一部1和第三部3中间,第一部1的直径比第二部2的截面最大直径小;所述的第一部1与芯轴的安装部连接;环坯内径凸起位
置需要放置于第二部2上;
11.六、对辗扩形成金属流线沿沟道分布的轴承外圈进行退火处理、车加工、磨削及超精加工来获得其所需的主轴偏心深沟球轴承外圈零件。
12.本发明具有以下有益效果:
13.本发明通过偏心沟道直接辗扩成形轴承外圈,形成金属流线沿沟道分布的工序代替切削加工外圈沟道的工序,有效避免了切断金属流线,可提高材料的接触疲劳性能和材料利用率。由于采用了较大的镦粗比,增大了变形过程中的应变,同时利用辗扩成形引起材料内部晶粒及一次碳化物的细化,进而提高轴承套圈性能。
附图说明
14.图1是具体实施方式一的套圈锻造工艺流程图;
15.图2是现有方法中冲孔连皮放置于沟道位置时镦粗冲孔过程流线紊乱示意图;
16.图3是具体实施方式一的冲孔连皮放置于底部位置时镦粗冲孔过程流线演变示意图;
17.图4是具体实施方式一的辗环机的芯轴示意图;
18.图5中从左至右依次为试验一中镦粗、扩孔和最终产物的实物照片;
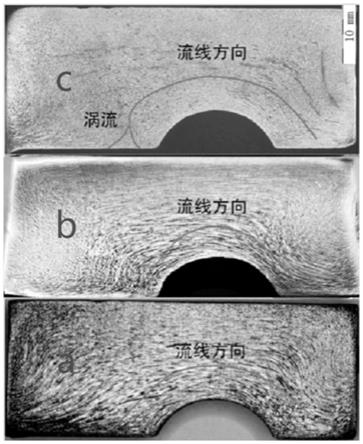
19.图6所示为步骤一中采用3种不同高径比锻造成形的轴承套圈金属流线取样分析图。
具体实施方式
20.具体实施方式一:本实施方式为一种控制金属流线沿沟道分布的偏心球轴承外圈的成形方法,如图1所示,方法流程为:镦粗、冲孔-辗扩成形金属流线沿沟道分布的偏心轴承外圈-灰埋冷却-球化退火处理、车削、磨削和超精加工,具体过程如下:
21.一、将高径比为1.6~2.5的棒料在1000℃~1150℃保温0.9h~1.2h,然后进行镦粗工序,镦粗比为1.8~2.8;
22.金属流线的形成与镦粗、冲孔和辗扩全过程密切相关,是在每个工序中逐步形成并且具有遗传性。因此需要对锻造过程中金属流线进行控制,使其合理分布。原始棒料的金属流线方向与轴向平行(见图3a),不能使金属流线按照轴承套圈理想的走向分布,因此本实施方式进行镦粗工序(图3b);镦粗过程中为了使金属沿径向流动,采用高径比较大的棒料(1.6~2.5)代替原来较小的高径比(1.5左右)进行镦粗,即采用较大的镦粗比进行镦粗(1.8~2.8);
23.二、制坯采用胎模锻,上模成型采用分流锥冲孔,将冲孔连皮位置设置于坯料的底部;
24.制坯是实现沟道流线完整与设计尺寸一致的关键工序,需精确设计环坯形成的每一个道次变形方式和变形尺寸,为最终沟道辗扩合理性提供高质量的环形坯料。传统的制坯工序如图2所示,冲孔连皮放置于距底面1/3位置,冲子直径较大,可以看出,冲连皮后,环坯内径位置出现流线紊乱现象(图2c);图3所示为本实施方式的制坯过程,首先要对所用模具进行预热,预热温度为100℃~300℃,然后冲子在自由锻锤的压力作用下进行冲盲孔,如图3(c)所示;接下来将坯料翻转,用冲子将上一步冲盲孔过程中留下的连皮冲掉(切底),如
图3(d)所示;接下来进行多次扩孔工序直至达到辗扩成形所需尺寸,然后回炉升温,如图3(e-g)所示;
25.上模成型采用分流锥冲孔,通过分流锥分流避免冲孔时内孔金属流线切断现象产生;冲孔连皮放置在坯料底部,消除滚道工作面区域由于连皮去除过程产生的各种缺陷,底部连皮冲切产生的缺陷通过后续加工可以全部清除。
26.三、将坯料翻转进行穿孔工序并将穿孔后的坯料返回炉中进行加热;
27.四、待温度恢复始锻温度后用扩孔冲完成第一个道次扩孔,平幅后再进行多道次扩孔至所需尺寸,每次扩孔前需要对坯料进行翻面;每个道次扩孔需要控制扩孔位置确保v字形内孔的位置;通过过孔冲头过里孔消除锥形为直型孔,实现沟道位置的定位;
28.五、将上一工序得到的环坯放置于辗环机上进行制造轴承外圈的辗扩成形,轴承套圈沟道通过辗扩直接成形,然后立即进行灰埋冷却;
29.所述的辗环机的芯轴的工作部分为带有异形截面的芯辊(见图4);所述的芯辊是由第一部1、第二部2和第三部3组成;所述的第一部1和第三部3均为圆柱体结构且直径相等,第一部1比第三部3薄;所述的第二部2为鼓形结构,第二部2夹在第一部1和第三部3中间,第一部1的直径比第二部2的截面最大直径小;所述的第一部1与芯轴的安装部连接;环坯内径凸起位置需要放置于第二部2上;
30.注意辗扩前要对辗扩机芯轴进行预热,防止由于芯轴温度过低,导致与芯轴接触部分坯料温度下降,进而产生裂纹等缺陷;
31.六、对辗扩形成金属流线沿沟道分布的轴承外圈进行退火处理、车加工、磨削及超精加工来获得其所需的主轴偏心深沟球轴承外圈零件。
32.具体实施方式二:本实施方式与具体实施方式一不同的是:步骤一中将高径比为1.75的棒料在1000℃~1150℃保温0.9h~1.2h。其他与具体实施方式一相同。
33.具体实施方式三:本实施方式与具体实施方式二不同的是:步骤一中将高径比为1.75的棒料在1075℃保温0.9h~1.2h。其他与具体实施方式二相同。
34.具体实施方式四:本实施方式与具体实施方式三不同的是:步骤一中将高径比为1.75的棒料在1075℃保温1h。其他与具体实施方式三相同。
35.具体实施方式五:本实施方式与具体实施方式四不同的是:步骤一中镦粗比为2.8。其他与具体实施方式四相同。
36.用以下试验对本发明进行验证:
37.试验一:本试验为一种控制金属流线沿沟道分布的偏心球轴承外圈的成形方法,具体是按以下步骤进行的:
38.一、将高径比为1.75的棒料在1075℃保温1h,然后进行镦粗工序,镦粗比为2.8;
39.二、制坯采用胎模锻,上模成型采用分流锥冲孔,将冲孔连皮位置设置于坯料的底部;
40.三、将坯料翻转进行穿孔(切底)工序并将穿孔后的坯料返回炉中进行加热;
41.四、待温度恢复始锻温度后用扩孔冲完成第一个道次扩孔,平幅后再进行多道次扩孔至所需尺寸,每次扩孔前需要对坯料进行翻面;每个道次扩孔需要控制扩孔位置确保v字形内孔的位置;通过过孔冲头过里孔消除锥形为直型孔,实现沟道位置的定位;
42.五、在辗环机上进行制造轴承外圈的辗扩成形,套圈沟道通过辗扩直接成形,然后
立即进行灰埋冷却;
43.所述的辗环机的芯轴的工作部分为带有异形截面的芯辊;所述的芯辊是由第一部1、第二部2和第三部3组成;所述的第一部1和第三部3均为圆柱体结构且直径相等,第一部1比第三部3薄;所述的第二部2为鼓形结构,第二部2夹在第一部1和第三部3中间,第一部1的直径比第二部2的截面最大直径小;所述的第一部1与芯轴的安装部连接;环坯内径凸起位置需要放置于第二部2上;
44.六、对辗扩形成金属流线沿沟道分布的轴承外圈进行退火处理、车加工、磨削及超精加工来获得其所需的主轴偏心深沟球轴承外圈零件。
45.图5中从左至右依次为试验一中镦粗、扩孔和最终产物的实物照片,可以看出轴承套圈成形完整,表面质量良好。
46.图6所示为步骤一中采用3种不同高径比锻造成形的轴承套圈金属流线取样分析图,可以看出,当高径比为1.5时,虽然沟道处流线基本沿套圈几何外形分布,但部分流线分布仍然不合理图(如6a)。当高径比为1.75时,金属流线呈有序放射性分布,沟道底部流线密度致密,沿沟道至边沿逐渐形成均匀散开的流线,并未出现涡流和紊乱现象(如图6b)。当镦粗比为3时,我们可以看到出现了明显的涡流现象(如图6c)。以上结果说明采用本发明可得到金属流线分布合理的偏心深沟球轴承外圈锻件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1