一种包粉管材的制备工艺和生产线的制作方法
1.本发明涉及到冷弯焊管的制备和生产线,具体涉及到一种包粉管材的制备工艺和生产线。
背景技术:
2.目前,诸如药芯焊条等包粉管材的生产通常都采用了三步法,即:第一步先用带钢(也称钢带)制得空心管坯;第二步:将药粉灌入空心管坯中;第三步,将灌有药粉的管坯经过减径形成药芯焊条。整个生产周期较长,生产效率较低,而且,用工成本和劳动强度都较高。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种一步法生产药芯焊条等包粉管材的包粉管材的制备工艺。
4.为解决上述技术问题,本发明所采用的一种技术方案为:一种包粉管材的制备工艺,其步骤为:
5.1)采用储料活套对冷弯焊管机进行持续供料;在放卷过程中,当储料活套内的带料快用完、并须接续带料时,将未进入储料活套中的上一卷带料尾部与开卷机上的新一卷待接续带料的首部整齐地进行剪切,然后,将剪切后的在线带料的尾部与所述待接续的带料的头部对焊在一起;
6.2)对在线的带料依次进行喷淋清洗、第一次吹液、超声波清洗、喷淋漂洗、第二次吹液、超声波漂洗后,再经过吹干和热风吹后;
7.3)将在线的带料冷弯焊成型,具体过程为:矫正、冷弯渐变成型、在冷弯渐变成型过程中的至少两处进行加粉,然后,再依次经过导缝、挤压、高频感应无水干焊、刮除焊缝外毛刺、焊缝滚轧磨光后,形成包粉管坯;
8.4)对包粉管坯进行在线减径,使得包粉管坯的线径变小的同时压实包粉管坯中的粉料,形成包粉管材;
9.5)对减径后形成的包粉管材进行收卷,收卷至设定长度时进行冲剪,得到定长的包粉管材盘;并换上空盘继续收卷。
10.作为一种优选方案,在所述的一种包粉管材的制备工艺中,所述的矫正为无动力矫正。
11.作为一种优选方案,在所述的一种包粉管材的制备工艺中,所述的带料为冷轧碳钢,形成的包粉管材为药芯管材。
12.本发明还提供了一种一步法生产药芯焊条等包粉焊管的包粉管材的生产线,包括:沿着带料的行进线路排布的开卷机、对焊机、储料活套、清洗吹干机、冷弯焊管机、高频感应无水干焊装置、冷却装置以及在线减径机、定长冲剪机和收卷机;所述的冷弯焊管机中设置有至少两个加粉装置,所述高频感应无水干焊装置中设置有用于冷却磁棒的密闭冷却
装置,磁棒置于该密闭冷却装置中。
13.作为一种优选方案,在所述的一种包粉管材的生产线中,所述的密闭冷却装置包括:密闭的磁棒盒,磁棒盒上开设有进液口和回液口,所述的磁棒置于磁棒盒中,高频感应无水干焊装置中的高频线圈绕设在所述的磁棒盒上。
14.作为一种优选方案,在所述的一种包粉管材的生产线中,所述磁棒的底部向里凹进、形成磁棒凹槽,所述磁棒盒的底部对着所述的磁棒凹槽向内凹进、形成线圈安置凹槽;所述磁棒盒的顶部设置有与所述的线圈安置凹槽相配合的线圈定位座,线圈定位座上开设有线圈搁置凹槽,高频线圈的相应部分绕设在线圈定位座的线圈搁置凹槽中,高频线圈的相应部分绕设在磁棒盒的线圈安置凹槽中。
15.作为一种优选方案,在所述的一种包粉管材的生产线中,所述的开卷机为双头开卷机。
16.作为一种优选方案,在所述的一种包粉管材的生产线中,所述的冲剪机为伺服定长冲剪机。
17.作为一种优选方案,在所述的一种包粉管材的生产线中,所述的收卷机为伺服排线收卷机。
18.本发明的有益效果是:采用本发明所述制备工艺的生产线,由于其中的接缝焊接采用了高焊感应无水干焊方式,使得一步法生产药芯焊条等包粉管材成为现实,从而大大降低了生产周期,提高了生产效率,节省了用工成本,降低了劳动强度。在生产过程中,带粉管坯经过在线减径后,使得带粉管坯的线径减至设定尺寸的同时,实现了管坯腔内粉料的包紧。
附图说明
19.图1是本发明所述包粉管材的制备生产线的整体结构示意图。
20.图2是图1中的清洗吹干机的结构示意图。
21.图3是图1中的冷弯焊管机的结构示意图。
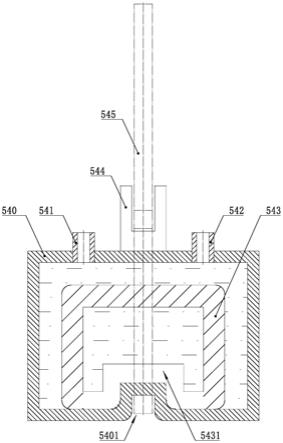
22.图4是本发明所述高频感应无水干焊装置的局部剖视结构示意图。
23.图1至图4中的附图标记分别为;1、双头开卷机,2、对焊机,3、储料活套,4、清洗吹干机,41、喷淋清洗装置,42、第一吹液装置,43、超声波清洗,44、喷淋漂洗装置,45、第二吹液装置,46、超声波漂洗装置,47、吹干装置,48、热风吹干装置,5、冷弯焊管机,51、带钢粗成型区,52、加粉装置,53、带钢成型大导向区,54、高频感应无水干焊装置,540、磁棒盒,5401、线圈安置凹槽,541、进液口,542、回液口,543、磁棒,5431、磁棒凹槽,544、线圈定位座,545、高频线圈,6、冷却装置,7、在线减径机8、伺服定长冲剪机,9、伺服排线收卷机。
具体实施方式
24.下面结合附图,以冷轧碳钢带为例详细描述本发明所述的一种包粉管材的制备工艺和生产线的具体实施方案。
25.如图1所示,本发明所述的一种包粉管材的生产线,其结构包括:沿着带料的行进线路排布的双头开卷机1、对焊机2、储料活套3、清洗吹干机4、冷弯焊管机5、冷却装置6、在线减径机7、伺服定长冲剪机8和伺服排线收卷机9;如图2所示,所述的清洗吹干机4包括:喷
淋清洗装置41、第一吹液装置42、超声波清洗43、喷淋漂洗装置44、第二吹液装置45、超声波漂洗装置46、吹干装置47和热风吹干装置48;如图3所示,所述的冷弯焊管机5中在带钢粗成型区51与带钢成型大导向区53之间设置有两处加粉装置52,所述冷弯焊管机5中的高频感应无水干焊装置54中设置有用于冷却磁棒543的密闭冷却装置,如图4所示,该密闭冷却装置包括:密闭的磁棒盒540,磁棒盒540上开设有进液口541和回液口542,所述的磁棒543置于磁棒盒540中;所述磁棒543的底部向里凹进、形成磁棒凹槽5431,所述磁棒盒540的底部对着所述的磁棒凹槽5431向内凹进、形成线圈安置凹槽5401;磁棒盒540的顶部设置有与所述的线圈安置凹槽5401相配合的线圈定位座544,线圈定位座544上开设有线圈搁置凹槽,高频线圈545绕设在磁棒盒540上,并且高频线圈545的相应部分分别绕设在线圈定位座544的线圈搁置凹槽、以及磁棒盒540的线圈安置凹槽5401中。
26.参见图1、图2和图3所示,本发明所述的一种包粉管材的制备工艺,其步骤为:
27.1)采用储料活套3对冷弯焊管机进行持续供料;在放卷过程中,当储料活套3内的带料快用完、并须接续带料时,将未进入储料活套中的上一卷带料尾部与开卷机上的新一卷待接续带料的首部整齐地进行剪切,然后,将剪切后的在线带料的尾部与所述待接续的带料的头部对焊在一起;
28.2)对在线的冷轧碳钢带依次进行喷淋清洗、第一次吹液、超声波清洗、喷淋漂洗、第二次吹液、超声波漂洗后,再经过吹干和热风吹后;
29.3)将在线的冷轧碳钢带冷弯焊成型,具体过程为:无动力矫正、冷弯渐变成型、在冷弯渐变成型过程中的两处加入药粉,然后,再依次经过导缝、挤压、高频感应无水干焊、刮除焊缝外毛刺、焊缝滚轧磨光后,形成药芯管坯;
30.4)对药芯管坯进行在线减径,使得药芯管坯的线径变小的同时压实带粉焊管中的药粉,形成药芯管材(也称药芯焊材);
31.5)对减径后的药芯管材进行收卷,收卷至设定长度时进行冲剪,得到定长的药芯管材盘;并换上空盘继续收卷。
32.综上所述,仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围,凡依本发明权利要求范围所述的形状、构造、特征及精神所作的均等变化与修饰,均应包括在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1