一种用于腔体式管帽毫米波模块气密封盖的方法与流程
1.本发明是一种用于腔体式管帽毫米波模块气密封盖的方法,属于微波模块及组件微组装与封装技术领域。
背景技术:
2.微波毫米波模块是雷达、飞行器等应用电子组件重要组成部分,承担收发、变频等关键功能。微波毫米波模块内部,目前正往集成化、小型化、高密度方向发展,因此内部多用裸芯片通过mcm工艺安装至基板并进行互连。内部裸芯片等元件装配完成后,为防止环境腐蚀和机械破坏,必须对模块进行气密性封盖,以保证微波毫米波模块长时高可靠的工作。在毫米波频段下,谐振特性是实现难度较大的指标,而模块管帽和腔体都采用陶瓷材料,可以有效解决毫米波下谐振特性的问题。但是,带有陶瓷腔的管帽,因无法进行金属熔封,不能用激光缝焊、平行封焊常规气密性封盖工艺封焊,胶封因无法阻止气体渗透,不能保证模块的长时气密。在钎料气密封焊领域,au80sn20共晶钎料为电子封装领域广泛使用的高可靠钎料。但是,为实现电子元件的高精密信号传输,毫米波模块内腔电路往往需要排布高密度互连裸芯片,多芯片装配时需要借助导电银胶粘接实现,而目前导电银胶无法承受au80sn20的熔融温度(300℃左右)。因此,高效完成此类高密度毫米波模块的气密性封盖是实现高频电子电气信号功能的关键之一。
技术实现要素:
3.本发明提出的是一种用于腔体式管帽毫米波模块气密封盖的方法,其目的在于针对现有技术存在的缺陷,采用定量sn96.5ag3cu0.5焊料框真空钎焊,在降低腔内多芯片组装工艺梯度的同时,使管帽与管壳表面金属镀覆层形成冶金结合,同时在腔体内部充满高纯氮气,从而实现这类腔体式管帽毫米波模块的高效气密性封盖,特别适用于含陶瓷腔的非平面式管帽的毫米波模块气密性封盖。。
4.本发明的技术解决方案:一种用于腔体式管帽毫米波模块气密封盖的方法,采用定量焊料框真空钎焊使管帽与管壳表面金属镀覆层形成冶金结合,实现腔体式管帽毫米波模块的气密性封盖,具体包括如下步骤:(1)预制sn96.5ag3cu0.5焊料片,长宽小于管壳封接区域的尺寸,厚度为0.06mm,得到焊料框;(2)将焊料框放置于待封盖管壳封接区域内;(3)将管帽贴装至管壳/焊料框上;(4)使用托盘转移至真空钎焊炉,在高纯氮气气氛下完成管壳和管帽金属层与钎料之间的钎焊密封;(5)封盖程序结束。
5.所述毫米波模块的管帽包含陶瓷腔,管帽表面ni层厚度为2μm~8μm,au层厚度为大于0.8μm。
6.所述毫米波模块的管壳为平面结构,不含金属或陶瓷腔体,管壳表面ni层厚度为2μm~8μm,au层厚度为大于0.8μm。
7.所述焊料框成分为sn96.5ag3cu0.5,助焊剂占合金焊料的重量比为1%。
8.所述焊料框尺寸相对于管壳封接区域,单边内缩0.1mm。
9.所述陶瓷腔管帽放置于管壳/焊料框之上,使用高精度贴片机进行精准对位贴装。
10.所述封盖过程在真空钎焊炉中完成,助焊剂挥发后的预热区进行排气,钎料熔融保持真空炉内充满高纯氮气。
11.步骤(5)封盖程序结束后,检测气密性确定封盖质量。
12.本发明的有益效果:(1)本发明操作灵活,通用性强,通过微电子组装线常用设备贴片机和真空钎焊炉即可完成该密封工艺,不受专用封焊设备限制,使用钎焊通用设备真空钎焊炉即可完成,对于小批量和大规模生产都可有效应用。
13.(2)可设计性强,通过对焊料框的设计,可以实现不同规格尺寸毫米波模块的钎焊封盖。
14.(3)相对业内常用的au80sn20共晶钎料,采用相对低熔点的合金钎料实现气密性熔封,利于为内部电路装配留出足够的工艺装配窗口。
15.(4)为需要陶瓷腔盖板的毫米波模块提供了一种切实可行的气密性封焊方法,进而可以推广此类高频特性良好的模块的应用。相对于目前该类高频模块常用的胶封盖板方式,长期密封性、可靠性明显更具优势。
附图说明
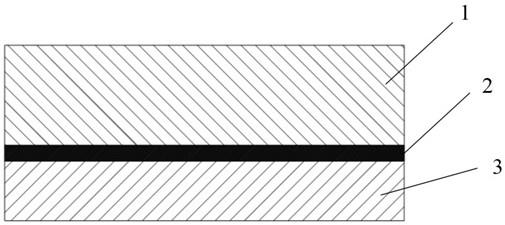
16.附图1是本发明实例提供的腔体式管帽毫米波模块封盖结构示意图。
17.其中,图中标记,1为毫米波模块腔体式管帽,2为焊料框,3为毫米波模块管壳。
18.附图2是本发明实例提供的腔体式管帽毫米波模块封盖后的x-ray照片。
具体实施方式
19.采用预制助焊剂的焊料框置于待封盖的毫米波模块管壳封接区域,然后采用贴片机将管帽准确拾取并准确贴装至管壳上,完成后使用专用托盘转移至真空钎焊炉,抽真空后在高纯氮气气氛下完成管壳和管帽金属层与钎料之间的钎焊密封。
20.具体包括如下步骤:(1)预制1 wt.%助焊剂的sn96.5ag3cu0.5焊料框。
21.(2)将焊料框准确放置于待封盖管壳封接区域内。
22.(3)使用高精度贴片机拾取管帽并准确贴装至管壳/焊料框上。
23.(4)使用专用托盘转移至真空钎焊炉,在高纯氮气气氛下完成管壳和管帽金属层与钎料之间的钎焊密封。
24.(5)封盖程序结束后,按照国军标相应条件检测气密性。
25.所述毫米波模块的管帽包含陶瓷腔,有利于提高器件在毫米波频段的谐振性能。管帽表面ni层厚度为2μm~8μm,au层厚度为大于0.8μm。
26.所述毫米波模块的管壳为平面结构,不含金属或陶瓷腔体,管壳表面ni层厚度为2
μm~8μm,au层厚度为大于0.8μm。
27.所述封接用焊料框成分为sn96.5ag3cu0.5,助焊剂占合金焊料的重量比为1%。
28.所述封接用焊料框尺寸相对于管壳封接区域应单边内缩0.1mm。
29.所述陶瓷腔管帽放置于管壳/焊料框之上,优选高精度贴片机进行精准对位贴装。
30.所述毫米波模块封盖过程应在真空钎焊炉中完成,助焊剂挥发后的预热区应注意排气,钎料熔融时应保持真空炉内充满高纯氮气。
31.实施例1(1)预制1 wt.%助焊剂的sn96.5ag3cu0.5焊料框,依照管壳封接区域的尺寸,单边内缩0.1mm,厚度为0.06mm。
32.(2)将焊料框准确放置于待封盖管壳封接区域内。
33.(3)使用高精度贴片机拾取管帽并准确贴装至管壳/焊料框上。
34.(4)使用专用托盘转移至真空钎焊炉,在高纯氮气环境下完成管壳和管帽金属层与钎料之间的钎焊密封,保证腔内压强稳定。
35.(5)封盖程序结束后,按照国军标相应条件检测气密性。
36.在本实施例中,焊料框成分为sn96.5ag3cu0.5,助焊剂占合金焊料的重量比为1%。
37.在本实施例中,焊料框尺寸相对于管壳封接区域应单边内缩0.1mm。管帽表面ni层厚度为3μm,au层厚度为1μm。管壳表面ni层厚度为3μm,au层厚度为大于1μm。
38.在本实施例中,毫米波模块封盖过程应在真空钎焊炉中完成,助焊剂挥发后的预热区应注意排气,钎料熔融整个过程中应保持真空炉内充满高纯氮气。
39.图2是实施例中毫米波模块封盖后的x-ray照片,可以看出封盖界面无明显空洞,总空洞率<25%,单个空洞不超过10%。对封盖后的微波模块进行漏率检测,检漏结果漏率小于1
×
10-9
pa
·
m3/s,符合gjb548中方法1014.2中气密性要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1