碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法
1.本发明涉及金属基复合材料制备及钎焊技术领域,具体涉及碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法。
背景技术:
2.陶瓷材料或复合材料与金属的可靠焊接一直以来都是国防领域的研究重点。钎焊是一种简易、高效的工业化连接技术,已在航天航空及机械制造等众多领域被广泛应用于新材料及异种材料的可靠连接。但由于陶瓷材料或复合材料与金属的线膨胀系数差异较大,在二者的钎焊接头中往往存在高残余应力,严重削弱接头的力学性能,甚至无法实现有效连接。可见,缓解焊后接头的高残余应力是实现陶瓷材料或复合材料与金属高质量钎焊连接的关键。同时,在众多情况下(飞行状态下的火箭喷管、导弹及卫星整流罩等),陶瓷材料或复合材料与金属连接构件还需要在高温环境下稳定使用。现有研究表明,钎缝内材料发生的冶金反应、钎料与母材的界面反应都会直接影响接头的高温力学性能,但传统的钎焊材料难以同时解决上述问题,因此,开发一种高性能新型钎料来缓解钎焊接头的残余应力并改善其高温性能十分必要。
3.泡沫金属是一类具有贯通三维网络结构的多孔金属材料,这种独特的结构赋予了泡沫金属优异的物理及机械性质,使其在焊接领域中具有极大的应用潜力。近年来,钎焊工程领域将泡沫金属作为中间层或增强相引入至钎缝中,利用其优异的塑性及独特应变容纳能力,降低了焊后接头残余应力;同时,泡沫金属独特的三维网络结构使得焊接过程中的冶金产物能够均匀分布于钎缝中,解决了第二相颗粒易偏聚导致接头力学性能恶化的难题。尽管如此,当前泡沫金属在钎焊领域中鲜有针对接头高温服役应用的相关研究,这是由于:(1)航天发动机喷管结构的实际服役温度(可达1000℃)往往接近甚至超过泡沫金属(例如:泡沫铜)的熔点,可能导致接头完全失效;(2)即便少数泡沫金属(例如:泡沫镍、泡沫铌)的熔点高于服役温度,其在焊接时也易受熔融钎料通过物理或化学作用侵蚀,进而在钎缝中形成大量脆性金属间化合物,削弱接头高温力学性能。可见,传统的泡沫金属中间层难以满足接头的实际高温服役要求。
4.本发明专利基于三维网络结构设计思路,采用聚合物碳化工艺制备了连续、厚度均匀且可控的碳包覆高熔点泡沫金属网络钎焊复合中间层,借助泡沫金属的多孔结构优势,可在钎缝中原位形成大量弥散分布的第二相颗粒,能够对接头构成强化效应并降低钎缝的线膨胀系数,有效缓解接头的残余应力。同时,还能在钎缝中形成的大量均匀分布的共晶组织,有效保证接头良好的塑韧性及高温性能。
技术实现要素:
5.本发明的目的在于针对目前传统钎焊中间层材料仍难以同时实现:(1)有效缓解钎焊接头残余应力;(2)有效提高接头高温力学性能的,从而满足接头实际服役环境要求的难题,通过聚合物碳化的方法,在泡沫金属表面均匀生长厚度可控且均匀的高活性碳层,这
些碳层能够与钛镍钎料箔片发生冶金反应,在接头中形成线膨胀系数低且耐高温性能优异的第二相颗粒,有效提高复合钎料的高温力学性能并降低钎缝整体的线膨胀系数,缓解接头残余应力,从而提高钎焊接头的高温力学性能。
6.本发明的采用的技术方案的具体步骤概括如下:
7.(1)将热固性酚醛树脂与丙酮配置成质量分数为4%~40%的溶液,在室温条件下磁力搅拌得到混合均匀的酚醛树脂丙酮溶液。
8.(2)将泡沫金属完整浸没于上述得到的酚醛树脂丙酮溶液中,静置后用镊子轻轻夹出,放置于真空干燥箱中真空干燥处理以完全去除丙酮溶剂,得到固化酚醛树脂包覆泡沫金属复合材料。
9.(3)将得到的固化酚醛树脂包覆泡沫金属复合材料静置于管式炉加热区中央,抽真空后关闭真空泵,通入ar气体至常压。
10.(4)继续通入ar气体,将炉膛升温至700~900℃,保温30~60min,随后降温冷却降至室温,随后停止通入ar气体,得到碳包覆泡沫金属复合钎焊中间层。
11.步骤(1)中,室温指25℃,磁力搅拌时间为4h;热固性酚醛树脂作为溶质,丙酮作为溶剂。
12.步骤(2)中,静置时间为24~72小时,真空干燥处理时间为24~72小时。
13.步骤(3)中,所述泡沫金属为泡沫镍、泡沫铌或泡沫钛;抽真空至10-1
pa,ar气体流量为100~200sccm。
14.步骤(4)中,升温速率和降温速率均为5~15℃/min。
15.本发明的有益效果是:本发明碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法,采用聚合物碳化工艺制备了连续、厚度均匀且可控的碳包覆高熔点泡沫金属网络钎焊复合中间层,借助泡沫金属的多孔结构优势,可在钎缝中原位形成大量弥散分布的第二相颗粒,能够对接头构成强化效应并降低钎缝的线膨胀系数,有效缓解接头的残余应力。同时,还能在钎缝中形成的大量均匀分布的共晶组织,有效保证接头良好的塑韧性及高温性能。
16.具体来说,具有以下优点:
17.1、本发明采用的泡沫金属为镍、铌、钛等高熔点金属,能够承受实际高温服役环境。同时,镍、铌、钛等高熔点金属在高温下碳原子具有一定的固溶度或能够与碳发生反应,使得碳包覆层与泡沫金属本体连接紧密,对泡沫金属本体有一定的保护作用,使得泡沫金属能够较好的发挥其塑性及应变容纳能力,从而缓解接头残余应力。
18.2、本发明制备的碳包覆层连续、厚度均匀可控、活性较高且得益于泡沫金属的三维网络结构均匀的分布于钎缝中,使其能够在钎焊过程中与活性ti基高温钎料充分冶金反应并在钎缝中原位形成弥散的第二相耐高温颗粒,有助于降低钎缝的线膨胀系数,缓解接头残余应力并保证接头具有良好的高温力学性能。
19.3、本发明制备的碳包覆泡沫金属网络复合钎焊中间层,搭配活性高温ti基钎料,在1200℃下钎焊c/c复合材料与nb时,接头在1000℃下的抗剪强度高达33mpa,与无中间层直接钎焊时候相比提高了5倍。
20.4、本发明采用的方法简单、高效,适合工业生产。
21.需要指出,本专利与发明专利cn201710032841.4的区别如下:
22.(1)发明专利cn201710032841.4采用泡沫铜作为碳层的生长基底。铜的3d电子轨道无空位电子,因此铜与碳的结合力较弱。相比之下,本专利碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法采用镍、铌、钛等高温金属,这些金属原子的3d电子不饱和,其与碳的结合力更强,有利于酚醛树脂碳化产物与泡沫金属基底的结合。
23.(2)发明专利cn201710032841.4采用泡沫铜作为碳层的生长基底并采用银铜钛箔片作为钎料。铜的熔点为1084.62℃,银铜钛合金的熔点也不超过820℃,而航天发动机喷管过渡环部位的工作温度高达800~1000℃,在如此高温服役环境下,铜极易发生软化甚至被钎料溶蚀而失效,银铜钛合金则会熔化使得接头完全失效,可能造成严重事故。由此可见,采用铜作为泡沫金属基底制备碳包覆结构无法满足接头的实际服役环境。相比之下,本专利碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法采用的泡沫金属为镍、铌、钛等高熔点金属,钎料采用熔点高达1100℃的钛镍钎料箔片,这些泡沫金属在高温下难以发生软化,此外,这些泡沫金属及其表面的碳包覆层与钛镍钎料箔片发生反应会生成耐高温性能优异的第二相(如(ti,nb)2ni、nbc、tic等),采用本专利碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法涉及的技术获得的钎焊接头能够承受满足航天发动机喷管的高温服役要求。
附图说明
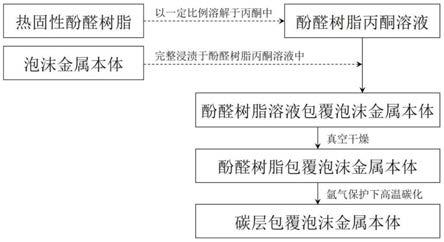
24.图1为一种碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法示意图,首先以泡沫金属完整浸渍于酚醛树脂丙酮溶液中,然后在氩气保护气氛下,采用高温碳化工艺一次性完成碳包覆泡沫金属网络复合钎焊中间层。
25.图2为碳包覆泡沫镍网络复合钎焊中间层的扫描电子显微照片。使用质量分数为12%的酚醛树脂丙酮溶液浸渍泡沫镍,采用高温碳化工艺,在泡沫镍表面生长获得了连续、厚度(0.31μm)均匀且具有高活性的碳包覆层。
26.图3为采用碳包覆泡沫镍复合钎焊中间层辅助钎焊c/c复合材料与nb接头界面组织结构的扫描电子显微照片,共晶组织与原位形成的第二相分布十分均匀,有利于缓解接头残余应力并保证接头具有良好的高温力学性能。
27.图4为无中间层及采用碳包覆泡沫镍复合钎焊中间层搭配ti50ni50(原子比)钎料两种不同方式,在以1200℃为工作温度钎焊的c/c复合材料与nb的接头在室温、800℃、1000℃下的抗剪强度柱状对比图。由图可见,用碳包覆泡沫镍复合钎焊中间层的室温、800℃、1000℃抗剪强度高达48mpa、41mpa、33mpa,与无中间层直接钎焊接头相比分别提高了2倍、2.4倍、4.5倍。
具体实施方式
28.本发明阐述了碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法,采用聚合物碳化工艺制备了连续、厚度均匀且可控的碳包覆高熔点泡沫金属网络钎焊复合中间层,借助泡沫金属的多孔结构优势,可在钎缝中原位形成大量弥散分布的第二相颗粒,能够对接头构成强化效应并降低钎缝的线膨胀系数,有效缓解接头的残余应力。同时,还能在钎缝中形成的大量均匀分布的共晶组织,有效保证接头良好的塑韧性及高温性能。
29.下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并
不限于此。
30.具体实施方式一:碳包覆高熔点泡沫金属网络复合钎焊中间层的制备方法主要分为以下步骤:
31.一、将热固性酚醛树脂(溶质)与丙酮(溶剂)配置成质量分数为12%的溶液,在室温(25℃)条件下用磁力搅拌4小时得到混合均匀的酚醛树脂丙酮溶液。
32.二、将泡沫金属镍完整浸没于上述得到的酚醛树脂丙酮溶液中,静置72小时后用镊子轻轻夹出,放置于真空干燥箱中真空干燥处理48小时以完全去除丙酮溶剂,得到固化酚醛树脂包覆泡沫金属镍复合材料。
33.三、将得到的固化酚醛树脂包覆泡沫金属镍复合材料静置于管式炉加热区中央,抽真空至10-1
pa,随后关闭真空泵,通入流量为200sccm的ar气体至常压。
34.四、继续通入ar气体,以10℃/min的升温速度,将炉膛升温至800℃,保温30min,随后以15℃/min的降温速度冷却降至室温,随后停止通入ar气体,得到碳包覆泡沫金属复合钎焊中间层。
35.本实施方式的有益效果是:采用聚合物碳化工艺制备了连续、厚度均匀且可控的碳包覆高熔点泡沫金属网络钎焊复合中间层,借助泡沫金属的多孔结构优势,可在钎缝中原位形成大量弥散分布的第二相颗粒,能够对接头构成强化效应并降低钎缝的线膨胀系数,有效缓解接头的残余应力。同时,还能在钎缝中形成的大量均匀分布的共晶组织,有效保证接头良好的塑韧性及高温性能。
36.具体实施方式二:本实施方式与具体实施方式一不同的是:步骤一配置质量分数为20%的酚醛树脂丙酮溶液。
37.具体实施方式三:本实施方式与具体实施方式一或二不同的是:步骤二静置时间为48小时。
38.具体实施方式四:本实施方式与具体实施方式一至三不同的是:步骤三通入流量为100sccm的ar气体。
39.具体实施方式五:本实施方式与具体实施方式一至四不同的是:步骤四将炉膛升温至900℃,保温45min。
40.采用具体实施方式一制备的碳包覆泡沫金属网络复合钎焊中间层,与ti50ni50(原子比)钎料搭配,在1200℃工作温度下钎焊c/c复合材料与nb的接头在1000℃下的抗剪强度高达33mpa,与无中间层直接钎焊接头相比提高了4.5倍。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1