一种排线折弯机的制作方法
1.本发明涉及一种折弯设备领域,特别涉及一种排线折弯机。
背景技术:
2.在排线的生产过程中,一般是人工对排线进行折弯的,人工折弯排线的工作效率低、折弯的良品率低,且折弯后的排线的一致性差,可靠性低。
技术实现要素:
3.本发明解决的技术问题是提供一种能够自动对排线进行折弯,折弯排线的工作效率高、良品率高、一致性好的排线折弯机。
4.本发明解决其技术问题所采用的技术方案是:一种排线折弯机,包括机架和设置在机架内的底板,所述底板上设置有转盘机构,所述转盘机构上圆周阵列设置有多个载具,各个所述载具的一侧设置有用于压住载具上产品的自锁压紧机构,所述底板上位于自锁压紧机构的下方设置有下料解锁机构,所述转盘机构的一侧按照产品的流动方向依次设置有上料工位、第一折弯机构和第二折弯机构,所述转盘机构的中心位置处设置有气动滑环,所述排线折弯机还包括控制机构,所述转盘机构、自锁压紧机构、下料解锁机构、第一折弯机构和第二折弯机构分别与控制机构电气连接。
5.进一步的是:所述转盘机构包括转盘,所述转盘的中心位置处连接有凸轮分割器,所述凸轮分割器通过皮带和皮带轮连接有伺服电机,所述伺服电机与控制机构电气连接。
6.进一步的是:所述自锁压紧机构包括滑动轴,所述滑动轴的上端面上固定连接有压料连接杆,所述压料连接杆上固定连接有压料头,所述滑动轴的外表面从上到下依次设置有限位轴套和弹簧,所述限位轴套的侧壁上设置有弧形槽,所述弧形槽内设置有凸轮随动器,所述凸轮随动器固定设置在滑动轴上,所述凸轮随动器在弧形槽内移动,所述凸轮随动器从弧形槽的上端移动到下端所述滑动轴旋转90度,所述滑动轴的外表面位于弹簧的上端和下端均设置有弹簧垫,所述滑动轴的下端固定连接有轴承。
7.进一步的是:所述下料解锁机构包括通过固定安装板固定连接在底板上的第一气缸,所述第一气缸的驱动轴上固定连接有推板,所述第一气缸与控制机构电气连接。
8.进一步的是:所述第一折弯机构包括固定设置在底板上的第一固定座,所述第一固定座靠近转盘的一侧固定连接有两个第一连接座,各个所述第一连接座上设置有第一气缸调整座,所述第一气缸调整座上设置有第二气缸安装板,所述第二气缸安装板上设置有第二气缸,所述第二气缸的驱动轴上通过第一活动接头连接有第一滑块,所述第一滑块上连接有第一压头连接块,所述第一压头连接块上设置有第一压头,所述第一滑块的外侧设置有第一滑槽,所述第一滑块沿着第一滑槽滑动,所述第一滑槽固定设置在第二气缸安装板上,所述第二气缸与控制机构电气连接。
9.进一步的是:所述第一压头为第一防静电压头。
10.进一步的是:所述第二折弯机构设置有两组。
11.进一步的是:所述第二折弯机构包括固定设置在底板上的第二固定座,所述第二固定座上设置有第三气缸安装板,所述第三气缸安装板上固定连接有第三气缸,所述第三气缸的驱动轴上通过第二滑块和第二压头连接块连接有第二压头,所述第三气缸安装板上固定连接有第二滑槽,所述第二滑块沿着第二滑槽滑动,所述第三气缸与控制机构电气连接。
12.本发明的有益效果是:本发明能够自动将产品压住并自锁,自动带动产品移动到不同工位,自动对产品进行第一次折弯和第二次折弯,在产品转动到下料位时,所述解锁机构能够自动解锁,人工更换产品,本发明能够一次对两个产品进行折弯,实现了全自动化,代替了人工,节省了人力,提高了工作效率,同时使得加工的产品的一致性好。
附图说明
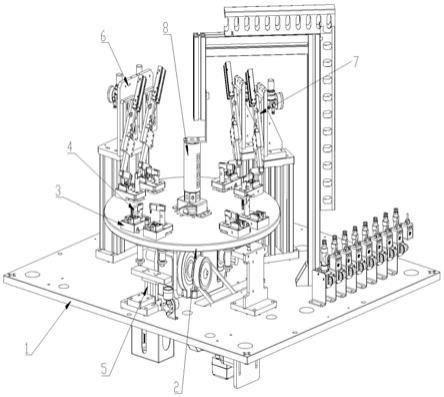
13.图1为一种排线折弯机的整体结构示意图;
14.图2为转盘机构的结构示意图;
15.图3为自锁压紧机构的结构示意图;
16.图4为下料解锁机构的结构示意图;
17.图5为第一折弯机构的结构示意图;
18.图6为第二折弯机构的结构示意图;
19.图中标记为:1、底板;2、转盘机构;3、载具;4、自锁压紧机构;5、下料解锁机构;6、第一折弯机构;7、第二折弯机构;
20.201、转盘;202、凸轮分割器;203、伺服电机;401、滑动轴;402、压料连接杆;403、压料头;404、限位轴套;405、弹簧;406、弧形槽;407、凸轮随动器;408、弹簧垫;501、第一气缸;502、推板;601、第一滑槽;603、第一气缸调整座;604、第二气缸安装板;605、第二气缸;606、第一活动接头;607、第一滑块;608、第一压头连接块;609、第一压头;701、第二固定座;702、第三气缸安装板;703、第三气缸;704、第二滑块;705、第二压头连接块;706、第二压头;707、第二滑槽。
具体实施方式
21.下面结合附图和具体实施方式对本发明进一步说明。
22.如图1所示,本技术的实施例提供了一种排线折弯机,包括机架和设置在机架内的底板1,所述底板1上设置有转盘机构2,所述转盘机构2上圆周阵列设置有多个载具3,各个所述载具3的一侧设置有用于压住载具3上产品的自锁压紧机构4,所述底板1上位于自锁压紧机构4的下方设置有下料解锁机构5,所述转盘机构2的一侧按照产品的流动方向依次设置有上料工位4、第一折弯机构6和第二折弯机构7,所述转盘机构2的中心位置处设置有气动滑环8。
23.所述转盘机构2用于带动产品转动到不同的工位,所述自锁压紧机构4在压紧状态时用于固定产品,防止产品移动,所述下料解锁机构5用于解锁自锁压紧机构4,使得产品能够从载具3上取下,产品从上料工位4上料,加工完成后从上料工位4将产品取下,所述第一折弯机构6和第二折弯机构7用于对产品进行两次折弯。
24.所述下料解锁机构5顶升,自锁压紧机构4打开,人工将产品放入到载具3内,然后
所述自锁压紧机构4自锁,所述转盘机构2带动产品进行旋转,所述第一折弯机构6对产品进行第一次折弯,所述第二折弯机构7对产品进行第二次折弯,折弯完成后,所述转盘机构2带动产品移动到上料工位4,所述下料解锁机构5顶升,所述自锁压紧机构4打开,将产品从载具3上取下,如此反复工作。
25.所述气动滑环8用于防止载具上的气管在转盘机构转动的过程中缠绕在一起。
26.所述排线折弯机还包括控制机构,所述转盘机构2、自锁压紧机构4、下料解锁机构5、第一折弯机构6和第二折弯机构7分别与控制机构电气连接,所述控制机构用于控制排线折弯机。
27.在上述基础上,如图2所示,所述转盘机构2包括转盘201,所述转盘201的中心位置处连接有凸轮分割器202,所述凸轮分割器202通过皮带和皮带轮连接有伺服电机203,所述伺服电机203与控制机构电气连接,所述凸轮分割器202是一种高精度的回转装置,本技术中通过凸轮分割器202提高转盘201的回转精度,所述伺服电机203转动带动皮带轮转动,从而带动皮带传动,从而带动凸轮分割器202,从而带动转盘201转动,进而带动产品转动到不同的工位。
28.在上述基础上,如图3所示,所述自锁压紧机构4包括滑动轴401,所述滑动轴401的上端面上固定连接有压料连接杆402,所述压料连接杆402上固定连接有压料头403,所述滑动轴401的外表面从上到下依次设置有限位轴套404和弹簧405,所述限位轴套404的侧壁上设置有弧形槽406,所述弧形槽406内设置有凸轮随动器407,所述凸轮随动器407固定设置在滑动轴401上,所述凸轮随动器407在弧形槽406内移动,所述凸轮随动器407从弧形槽406的上端移动到下端所述滑动轴401旋转90度,所述滑动轴401的外表面位于弹簧405的上端和下端均设置有弹簧垫408,所述滑动轴401的下端固定连接有轴承409。
29.所述弹簧405作为自锁和解锁的机构,弹簧405伸开促使压料头403保持下压状态,确保在自锁压紧机构4随转盘201运动时不会因为气压不够造成压料松脱而产生的不良品。
30.当轴承409的下端面上有外界压力向上顶轴承409时,所述滑动轴401带动凸轮随动器407向上移动,所述凸轮随动器407沿着弧形槽406移动,移动到弧形槽406的下端时所述凸轮随动器407旋转90度,从而带动滑动轴401旋转90度,进而带动压料连接杆402和压料头403旋转90度,此时压料头403处于高位且旋转90度,不与产品接触,实现解锁;
31.当轴承409的下端面上没有外界压力向上顶轴承409时,所述滑动轴401带动凸轮随动器407向下移动,所述凸轮随动器407沿着弧形槽406移动,移动到弧形槽406的上端时所述凸轮随动器407反向旋转90度,从而带动滑动轴401反向旋转90度,进而带动压料连接杆402和压料头403反向旋转90度,此时压料头403处于产品的上方并将产品压住,实现自锁。
32.在上述基础上,如图4所示,所述下料解锁机构5包括通过固定安装板固定连接在底板1上的第一气缸501,所述第一气缸501的驱动轴上固定连接有推板502,所述第一气缸501与控制机构电气连接,所述第一气缸501驱动带动推板502向上移动,从而推动轴承409向上移动,从而实现解锁,更换产品。
33.在上述基础上,如图5所示,所述第一折弯机构6包括固定设置在底板1上的第一固定座,所述第一固定座靠近转盘201的一侧固定连接有两个第一连接座,各个所述第一连接座上设置有第一气缸调整座603。
34.所述第一气缸调整座603用于调节第一气缸501的角度。
35.所述第一气缸调整座603上设置有第二气缸安装板604,所述第二气缸安装板604上设置有第二气缸605,所述第二气缸605的驱动轴上通过第一活动接头606连接有第一滑块607,所述第一滑块607上连接有第一压头连接块608,所述第一压头连接块608上设置有第一压头609。
36.所述第二气缸605驱动带动第一压头609向下方移动,从而对产品进行第一次折弯。
37.所述第一滑块607的外侧设置有第一滑槽601,所述第一滑块607沿着第一滑槽601滑动,所述第一滑槽601固定设置在第二气缸安装板604上,所述第二气缸605与控制机构电气连接,所述第一滑块607沿着第一滑槽601移动用于给第一压头连接块608导向,防止压头在向下移动的过程中左右晃动,提高折弯位置的准确度。
38.在上述基础上,所述第一压头609为第一防静电压头,采用防静电压头用于防止第一压头609在压产品时与产品产生静电,从而导致的影响折弯的精度。
39.在上述基础上,所述第二折弯机构7设置有两组,本技术一次可以对两个产品进行折弯,提高了工作效率。
40.在上述基础上,如图6所示,所述第二折弯机构7包括固定设置在底板1上的第二固定座701,所述第二固定座701上设置有第三气缸安装板702,所述第三气缸安装板702上固定连接有第三气缸703,所述第三气缸703的驱动轴上通过第二滑块704和第二压头连接块705连接有第二压头706,所述第三气缸安装板702上固定连接有第二滑槽707,所述第二滑块704沿着第二滑槽707滑动,所述第三气缸703与控制机构电气连接。
41.所述第三气缸703驱动带动第二压头706向下移动,从而对产品进行第二次折弯,所述第二滑块704沿着第二滑槽707移动用于防止第二压头706在向下移动的过程中左右晃动,提高第二次折弯的精度。
42.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1