一种大直径厚壁冶炼炉焊接加工装置及加工工艺的制作方法
1.本发明涉及热风炉技术领域,尤其是一种大直径厚壁冶炼炉焊接加工装置及加工工艺。
背景技术:
2.长期以来,冶炼炉的炉身与炉体之间的焊接采用人工进行焊接,在焊接的过程中由于冶炼炉的直径比较大,至少有2m的直径,并且壁厚比较厚,人工焊接过程中,需要重复焊接多次,并且只能采用冶炼炉横置滚动进行立焊,费时费力,并且在滚动的过程中,由于冶炼炉不是简单的柱形状,而是半球形与圆柱形之间的焊接,冶炼炉如附图1所示,导致危险系数极高,在某次焊接过程中,冶炼炉滚动过程中冶炼炉脱离滚动架,随无人员伤亡,但是导致焊接现场的财产遭到了破坏,因此亟需一种冶炼炉的焊接加工装置。
技术实现要素:
3.为解决上述冶炼炉炉身与炉体焊接费时费力并且危险系数高的技术问题,本发明提供了提供一种大直径厚壁冶炼炉焊接加工装置及加工工艺。
4.本发明的技术方案为:一种大直径厚壁冶炼炉焊接加工装置,包括:
5.冶炼炉旋转组件,所述冶炼炉旋转组件包括底座、滚轮架件、电配箱与从动轮,所述底座一端设有滚轮架,所述底座另一端设有两个从动轮,所述滚路架与与电配箱相连;
6.焊接支架组件,所述焊接支架组件包括焊接架、焊接摆动器安装架、焊接摆动器、焊枪固定件与控制箱,所述底座两端设有焊接架,所述焊接架上设有两个上下排列的可拆卸的焊接摆动器安装架,所述焊接摆动器安装架的一端设有焊接摆动器,所述焊接摆动器上设有焊枪固定件,所述控制箱通过无线传输模块控制焊接摆动器;
7.冶炼炉连接件,所述冶炼炉连接件包括连接圆盘与连接杆,两个连接圆盘之间通过多根连接杆相连,所述连接圆盘与炉身相匹配。
8.作为上述技术方案的进一步改进:
9.优选地,所述滚轮架件包括支撑架、驱动电机、减速箱、主动滚轮安装架与主动滚轮,所述支撑架设于底座上,所述支撑架上设有两个对称设置的主动滚轮安装架,任一所述的主动滚轮安装架上设有两个主动滚轮,任一所述主动滚轮安装架通过连接轴与齿轮箱相连,所述齿轮箱通过连接轴与减速箱相连,所述减速箱的输入端与驱动电机相连,所述驱动电机通过导线与电配箱相连。
10.优选地,还包括焊接摆动器连接件,所述焊接摆动器连接件包括连接套与连接柱,所述连接套一端套接于焊接摆动器安装架上,所述连接套另一端套接有连接柱,所述连接柱一端设有焊接摆动器。
11.一种大直径厚壁冶炼炉焊接加工装置的加工工艺,包括以下步骤:
12.step1、将冶炼炉的炉身与炉体打v字型坡口,再将打完坡口的冶炼炉的炉身与炉体进行点焊;
13.step2、将两个点焊完成的冶炼炉的炉身背靠,将冶炼炉连接件两端分别与两个冶炼炉的炉身进行点焊,使得两个冶炼炉通过冶炼炉连接件构成一个整体;
14.step3、通过航车或者其他搬动工具将step2中点焊完成的整体进行搬运至底座上,使得其中一个冶炼炉的炉体放置在滚轮架件上的主动滚轮上,另一个冶炼炉的炉体放置在两个从动轮上,完成整体放置过程;
15.step4、将焊接摆动器安装架与焊接摆动器安装在一起,并将二者的结合体安装在焊接架上,再将焊枪安装在焊接摆动器上的焊枪固定件内,使得焊枪的焊嘴对着冶炼炉炉身与炉体的需要焊接的焊缝内,完成焊接的前期安装步骤;
16.step5、同时打开电配箱与控制箱,使得滚轮架件转动,在2个从动轮的作用下带动着step2中点焊完成的整体进行转动,同时焊枪在焊接摆动器的作用下进行左右移动,随着冶炼炉的转动,实现z字型对焊缝进行焊接;
17.step6、转动一圈完成后,等焊缝冷却完成后,调节焊枪的高度,重复step5,直到焊接完成为止;
18.step7、拆掉焊枪、焊接摆动器安装架与焊接摆动器,通过航车或者其他的搬运工具,将焊接完成的整体搬动下来,并通过切割工具,将炉身与冶炼炉连接件分离,得到两个焊接完成的冶炼炉。
19.与现有技术相比,本发明具有如下有益效果:
20.1、本发明与现有技术相比,采用双侧放置冶炼炉并中间添加连接件,使得半球形的炉身在转动中构成一个圆柱形,使得两个冶炼炉构成一个圆柱形的两个冶炼炉的结合体,并使得整体在转动过程中不易脱落,增加了整体焊接过程中的安全性。
21.2、两端同时进行焊接,采用焊接摆动器对焊枪进行前后移动,炉身的转动满足左右移动,从而实现z字型焊接,并且焊接的位置在炉身内壁的最低点及炉身外壁的最高点,无需立焊,减小了焊接的难度,并且一次焊接可以得到两个冶炼炉,提高了冶炼炉的焊接效率,调节滚轮架件滚轮的滚动的速度与焊接摆动器摆动速度,可以达到避免了人工焊接过程中可能出现的虚焊与缺焊等情况,使得焊接稳定性提高。
22.3、整个焊接过程中无需人工进行操作,减小了焊接过程中的安全隐患。
附图说明
23.图1为本发明的冶炼炉立体结构示意图;
24.图2为本发明的两个冶炼炉通过冶炼炉连接件相连接的立体结构示意图;
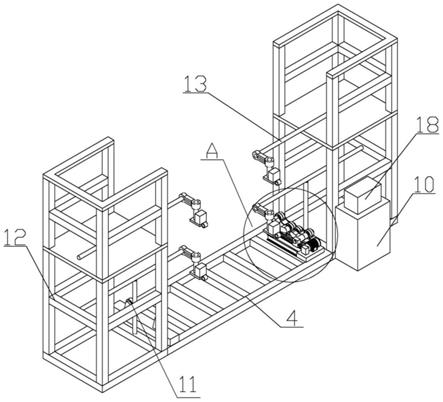
25.图3为本发明的装置立体结构示意图;
26.图4为图3中a区放大结构示意图;
27.图5为本发明的冶炼炉放置在装置上的主视图结构示意图。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.本发明的描述中,需要理解的是,术语中“前”、“后”、“左”、“右”、“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了方便描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制,本发明中各实施例的技术方案可进行组合,实施例中的技术特征亦可进行组合形成新的技术方案。
30.请参阅图1所示,冶炼炉包括半球形的炉身1、圆柱形的炉体2与焊缝3;
31.请参阅图2至图5所示,本发明提供如下技术方案:一种大直径厚壁冶炼炉焊接加工装置,包括底座4、支撑架5、驱动电机6、减速箱7、主动滚轮安装架8、主动滚轮9、电配箱10、从动轮11、焊接架12、焊接摆动器安装架13、连接套14、连接柱15、焊接摆动器16、焊枪固定件17、控制箱18、连接圆盘19与连接杆20
32.底座4一端设有两个从动轮11,支撑架5设于底座4上,支撑架5上设有两个对称设置的主动滚轮安装架8,任一的主动滚轮安装架8上设有两个主动滚轮9,任一主动滚轮安装架8通过连接轴与齿轮箱相连,齿轮箱通过连接轴与减速箱7相连,减速箱7的输入端与驱动电机6相连,驱动电机6通过导线与电配箱10相连;
33.底座4两端设有焊接架12,焊接架12上设有两个上下排列的可拆卸的焊接摆动器安装架13,连接套14一端套接于焊接摆动器安装架13上,连接套14另一端套接有连接柱15,连接柱15一端设有焊接摆动器16,焊接摆动器16上设有焊枪固定件17,控制箱18通过无线传输模块控制焊接摆动器16,两个连接圆盘19之间通过多根连接杆20相连,连接圆盘19与炉身1相匹配。
34.本发明的工作过程:
35.1、将冶炼炉的炉身1与炉体2打v字型坡口,再将打完坡口的冶炼炉的炉身1与炉体2进行点焊;
36.2、将两个点焊完成的冶炼炉的炉身1背靠,将两端的连接圆盘19与两个冶炼炉的炉身1进行点焊,使得两个冶炼炉通过连接圆盘19构成一个整体;
37.3、通过航车或者其他搬动工具将步骤2中点焊完成的整体进行搬运至底座4上,使得其中一个冶炼炉的炉体2放置在主动滚轮9上,另一个冶炼炉的炉体2放置在两个从动轮11上,完成整体放置过程;
38.4、将焊接摆动器安装架13与焊接摆动器16安装在一起,并将二者的结合体安装在焊接架12上,再将焊枪安装在焊接摆动器16上的焊枪固定件17内,使得焊枪的焊嘴对着冶炼炉炉身1与炉体2的需要焊接的焊缝3内,完成焊接的前期安装步骤;
39.5、同时打开电配箱10与控制箱18,使得主动滚轮9转动,在2个从动轮11的作用下带动着步骤2中点焊完成的整体进行转动,同时焊枪在焊接摆动器16的作用下进行左右移动,随着冶炼炉的转动,实现z字型对焊缝3进行焊接;
40.6、转动一圈完成后,等焊缝3冷却完成后,调节焊枪的高度,重复步骤5,直到焊接完成为止;
41.7、拆掉焊枪、焊接摆动器安装架13与焊接摆动器16,通过航车或者其他的搬运工具,将焊接完成的整体搬动下来,并通过切割工具,将炉身1与连接圆盘19分离,得到两个焊接完成的冶炼炉。
42.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1