一种钢活塞的制造方法及装置与流程
1.本发明涉及活塞技术领域,更具体地说,涉及一种钢活塞的制造方法及装置。
背景技术:
2.随着发动机国六排放标准的实施,柴油机强化程度不断提高,燃烧爆发压力20mpa以上,为适应高温高压极限工况,锻钢活塞替代铝活塞成为解决方案趋势之一。锻钢活塞毛坯成型时,不能形成像铝合金活塞一样的活塞内冷中空油腔,只能通过加工得到,再由焊接、盖板密封等方式形成油腔。
3.发动机钢活塞焊接穿透油道壁后,飞溅的焊渣布满油道表面,同时烧蚀对面的油道壁,活塞内冷油道表面质量变差,降低活塞冷却效果,从而影响发动机性能;后续工作过程中焊渣颗粒存在剥落风险,润滑油中裹挟剥落的焊渣颗粒加剧发动机磨损失效;并且焊接过程中,由于局部焊接高温,焊接应力集中聚集在焊接部位,活塞焊接过程中具有开裂风险,或者后续应用过程中开裂风险,导致发动机失效。
4.综上所述,如何解决活塞焊接时活塞冷却效果降低、焊渣颗粒剥落加剧发动机磨损、焊接开裂的问题,是目前本领域技术人员亟待解决的问题。
技术实现要素:
5.有鉴于此,本发明的目的是提供一种钢活塞的制造方法及装置,提升焊接时活塞冷却效果、带走焊渣颗粒以避免加剧发动机磨损,提高焊接可靠性。
6.为了实现上述目的,本发明提供如下技术方案:
7.一种钢活塞的制造方法,包括:
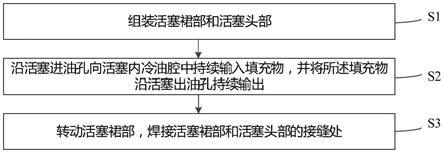
8.s1:组装活塞裙部和活塞头部;
9.s2:沿活塞进油孔向活塞内冷油腔中持续输入填充物,并将所述填充物沿活塞出油孔持续输出,或沿活塞出油孔向活塞内冷油腔中持续输入填充物,并将所述填充物沿活塞进油孔持续输出;
10.s3:转动活塞裙部,焊接活塞裙部和活塞头部的接缝处。
11.优选地,所述s1之前包括:
12.s1’:单独加工活塞头部和活塞裙部,并加热活塞头部。
13.优选地,所述s1包括:将所述活塞裙部和所述活塞头部过盈配合装配。
14.优选地,所述s1之后包括:
15.s1”:将所述活塞头部和所述活塞裙部置于密封空间内,且保持密封空间气压动态平衡。
16.优选地,所述s3之后包括:
17.s3’:所述活塞头部与所述活塞裙部焊接完成后,沿活塞进油孔向活塞内冷油腔中持续预设时间输入填充物,并将所述填充物沿活塞出油孔持续输出;
18.或,所述活塞头部与所述活塞裙部焊接完成后,沿活塞出油孔向活塞内冷油腔中
持续预设时间输入填充物,并将所述填充物沿活塞进油孔持续输出。
19.优选地,所述s1与所述s2之间包括:
20.s2’:将所述活塞头部和所述活塞裙部去磁。
21.一种钢活塞的制造装置,包括旋转工作台、顶部焊枪、侧部焊枪、填充物输入装置、填充物输出装置及控制系统,所述顶部焊枪设置于所述旋转工作台上的活塞上方,所述侧部焊枪设置于所述旋转工作台上的所述活塞侧面,所述填充物输入装置设置于所述旋转工作台上且正对所述活塞的活塞进油孔,所述填充物输出装置设置于所述旋转工作台上且正对所述活塞的活塞出油孔,或,所述填充物输入装置设置于所述旋转工作台上且正对所述活塞的活塞出油孔,所述填充物输出装置设置于所述旋转工作台上且正对所述活塞的活塞进油孔,所述旋转工作台、所述顶部焊枪、所述侧部焊枪、所述填充物输入装置、所述填充物输出装置均与所述控制系统信号连接。
22.优选地,所述填充物为金属丸。
23.优选地,所述填充物输入装置包括填充物输入管及输入驱动装置,所述填充物输出装置包括填充物输出管及收集装置。
24.经本技术所提供的钢活塞的制造方法处理后的全钢活塞,焊接部位焊接应力均布,内表面附着有均衡的压应力,形成高质量中空内冷压应力油道,活塞疲劳强度提高,提高了发动机的高耐温性、高可靠性;焊接活塞内冷油道表面质量高,无飞溅焊渣着附,无击穿烧蚀油道壁,焊接可控性高,提升了发动机的长寿命性。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
26.图1为本发明所提供的钢活塞的制造方法的流程图;
27.图2为本发明所提供的钢活塞的制造装置的示意图。
28.图1-2中:
29.1-活塞裙部、2-活塞头部、3-顶部焊枪、4-金属丸、5-填充物输入管、6-填充物输出管、7-侧部焊枪、8-旋转工作台。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.本发明的核心是提供一种钢活塞的制造方法及装置,提升焊接时活塞冷却效果、带走焊渣颗粒以避免加剧发动机磨损,提高焊接可靠性。
32.请参考图1~2,一种钢活塞的制造方法,包括:
33.s1:组装活塞裙部1和活塞头部2;
34.s2:沿活塞进油孔向活塞内冷油腔中持续输入填充物,并将填充物沿活塞出油孔持续输出,或沿活塞出油孔向活塞内冷油腔中持续输入填充物,并将填充物沿活塞进油孔持续输出;
35.s3:转动活塞裙部1,焊接活塞裙部1和活塞头部2的接缝处。
36.需要说明的是,顶部焊枪3可对活塞裙部1和活塞头部2的顶部焊缝进行焊接,侧部焊枪7可对活塞头部2和活塞裙部1的侧部焊缝进行焊接,顶部焊枪3和侧部焊枪7均可调整焊接角度,以提升焊接质量。
37.填充物持续沿活塞进油孔输入,当填充物沿活塞出油孔持续输出时,再转动活塞裙部1,启动顶部焊枪3和侧部焊枪7进行焊接。焊接时,填充物持续不断从活塞进油孔输入,高速进入活塞内冷油腔中,形成连续的动态屏幕,隔断并带走顶部焊枪3和侧部焊枪7工作时产生在活塞内冷油腔中的飞溅焊渣,防止飞溅焊渣着附在活塞内冷油腔表面。或将填充物持续沿活塞出油孔输入,填充物沿活塞进油孔持续输出,焊接过程参考上述方法。
38.经本技术所提供的钢活塞的制造方法处理后的全钢活塞,焊接部位焊接应力均布,内表面附着有均衡的压应力,形成高质量中空内冷压应力油道,活塞疲劳强度提高,提高了发动机的高耐温性、高可靠性;焊接活塞内冷油道表面质量高,无飞溅焊渣着附,无击穿烧蚀油道壁,焊接可控性高,提升了发动机的长寿命性。
39.在上述实施例的基础上,作为进一步的优选,s1之前包括:s1’:单独加工活塞头部2和活塞裙部1,并加热活塞头部2,加热活塞头部2更便于将活塞头部2与活塞裙部1进行装配。
40.在上述实施例的基础上,作为进一步的优选,s1包括:将活塞裙部1和活塞头部2过盈配合装配。活塞裙部1的中部向上凸起,活塞头部2围装在向上凸起的外围,活塞头部2的内径略小于向上凸起的外径,以实现过盈配合,提升活塞头部2和活塞裙部1装配的稳定性。在活塞裙部1转动时,避免活塞头部2脱落。
41.在上述实施例的基础上,作为进一步的优选,s1之后包括:s1”:将活塞头部2和活塞裙部1置于密封空间内,且保持密封空间气压动态平衡。密封空间可实现充气和抽气功能,并实现焊接气压动态平衡,保持工况低真空压力750-1250pa),提升焊缝焊接的一致性和稳定性。
42.在上述实施例的基础上,作为进一步的优选,s3之后包括:s3’:活塞头部2与活塞裙部1焊接完成后,沿活塞进油孔向活塞内冷油腔中持续预设时间输入填充物,并将填充物沿活塞出油孔持续输出;或,活塞头部2与活塞裙部1焊接完成后,沿活塞出油孔向活塞内冷油腔中持续预设时间输入填充物,并将填充物沿活塞进油孔持续输出,以带走焊接后的预设时间内的焊渣,提升焊接效果。
43.在上述实施例的基础上,作为进一步的优选,s1与s2之间包括:s2’:将活塞头部2和活塞裙部1去磁。钢制的活塞头部2和活塞裙部1加工完成后都有一定的剩磁,如果不去磁,磁场会使焊接电弧偏移,影响焊接质量。
44.除了上述钢活塞的制造方法,本发明还提供一种钢活塞的制造装置,包括旋转工作台8、顶部焊枪3、侧部焊枪7、填充物输入装置、填充物输出装置及控制系统,顶部焊枪3设置于旋转工作台8上的活塞上方,侧部焊枪7设置于旋转工作台8上的活塞侧面,填充物输入装置设置于旋转工作台8上且正对活塞的活塞进油孔,填充物输出装置设置于旋转工作台8
上且正对活塞的活塞出油孔,或,填充物输入装置设置于旋转工作台8上且正对活塞的活塞出油孔,填充物输出装置设置于旋转工作台8上且正对活塞的活塞进油孔,旋转工作台8、顶部焊枪3、侧部焊枪7、填充物输入装置、填充物输出装置均与控制系统信号连接。
45.在焊接前,将活塞裙部1设置于旋转工作台8上,使旋转工作台8的旋转轴线和活塞裙部1的轴线重合,控制系统控制填充物输入装置持续向活塞进油孔输入填充物,直至填充物由活塞出油孔持续排出时进行焊接,或控制系统控制填充物输入装置持续向活塞出油孔输入填充物,直至填充物由活塞进油孔持续排出时进行焊接。焊接时,转动旋转工作台8,旋转工作台8带动活塞裙部1和活塞头部2同步转动,同时控制系统控制顶部焊枪3和底部焊枪对活塞头部2和活塞裙部1之间的焊缝进行焊接。焊接部位焊接应力均布,内表面附着有均衡的压应力,形成高质量中空内冷压应力油道,活塞疲劳强度提高,提高了发动机的高耐温性、高可靠性;焊接活塞内冷油道表面质量高,无飞溅焊渣着附,无击穿烧蚀油道壁,焊接可控性高,提升了发动机的长寿命性。
46.在上述实施例的基础上,作为进一步的优选,填充物为金属丸4,金属丸4的直径设置较小,将大量的金属丸4沿活塞进油孔持续输入活塞内冷油腔中,并由活塞出油孔输出,在活塞内冷油腔中会形成流动的屏障。此外,金属丸4的外周圆滑,可以降低对活塞内冷油腔的磨损。
47.在上述实施例的基础上,作为进一步的优选,填充物输入装置包括填充物输入管5及输入驱动装置,填充物输出装置包括填充物输出管6及收集装置。驱动装置向填充物输入管5中输入正压,将金属丸4持续压入活塞内冷油腔中,收集装置向填充物输出管6中输入负压,将金属丸4沿活塞内冷油腔中持续吸出。
48.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
49.以上对本发明所提供的钢活塞的制造方法及装置进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1