一种高应力板簧制造工艺的制作方法
1.本发明涉及板簧技术领域,具体为一种高应力板簧制造工艺。
背景技术:
2.板簧主要用于汽车中,其中主要用于传力,承受车辆的重物负载力,并进行向下的传递作用;减震缓冲,在车辆行驶时路面颠簸和道路不平的状况下进行一个车辆的缓冲减力的作用;在车辆行驶或者转向时进行一个导向的作用。
3.现有的板簧制造工艺存在的缺陷是:
4.1、专利文件cn103171393a公开了一种汽车复合材料板弹簧的吊耳连接方法及其连接件,“包括以下步骤:1)、将复合材料板弹簧端部制作成楔形结构、矩形结构或倒楔形结构,并加工螺栓孔;2)、将金属吊耳内部加工成与之相配合的形状结构,并加工螺栓孔;3)、将复合材料板弹簧端部装配长度范围内的上下表面打磨粗糙,涂胶;4)、将其与金属吊耳进行装配;5)、将装配好的复合材料板弹簧整体放置在一定条件下,进行胶粘剂固化。本发明还提供了一种上述方法所使用的连接件。本技术能提高复合材料板弹簧与金属吊耳之间的连接强度,减少复合材料板弹簧与金属吊耳之间的摩擦与冲击效应的影响,进而提高复合材料板弹簧整体的使用寿命,同时降低了复合材料板弹簧的成型工艺难度。”本工艺中无法对于较粗直径和较细直径的板簧丝,均采用单次抛丸技术,其得出的板簧中,应力较低,容易折断;
5.2、专利文件cn108928012a公开了一种高效成型复合材料板簧的工艺方法,“包括以下步骤:对板簧进行建模,并将板簧模型由下至上进行分层建模;根据单层模型制作曲面工作台;采用自动铺带机分别在每个曲面工作台上铺贴形成一整块坯料,采用切割机对所述整块坯料进行切割形成若干结构相同的单根坯料;取多个单根坯料进行叠放后进行模压成型,形成板簧。采用上述技术方案,本技术的高效成型复合材料板簧的工艺方法,极大的提高了采用模压工艺制造复合材料板簧的生产效率,可实现复合材料板簧的自动化量产。”但是本制作工艺中板簧只采用单次回火,导致所制备的板簧中内应力的消除效果不佳;
6.3、专利文件cn102537165b公开了一种纤维复合材料板式弹簧及其制造工艺,“包括:板式弹簧本体,由一中央矩形段及位于所述中央矩形段两端的两个端部段组成,所述端部段的宽度向远离所述中央矩形段的方向逐渐变窄;板式弹簧加强层,所述板式弹簧加强层与所述板式弹簧本体的材质相同,包括覆设于所述板式弹簧本体的上表面或下表面的加强层本体,和位于所述加强层本体两侧的增强段,所述增强段的宽度不小于所述板式弹簧本体的厚度,长度不小于所述板式弹簧本体侧面的长度,所述增强段覆设于所述板式弹簧本体的两侧。本技术防止了端部斜切处断裂纤维层的裸露,有效地避免了端部斜切裂纹及纤维折曲,大大提高了板簧的承载能力。本技术还公开了一种纤维复合材料板式弹簧制作工艺。”但是本制作工艺中胚料在卷制之前,其外表面可能会有毛刺和凸起,在之后容易对折弯、卷耳和包耳设备的表面造成损伤。
技术实现要素:
7.本发明的目的在于提供一种高应力板簧制造工艺,以解决上述背景技术中提出的问题。
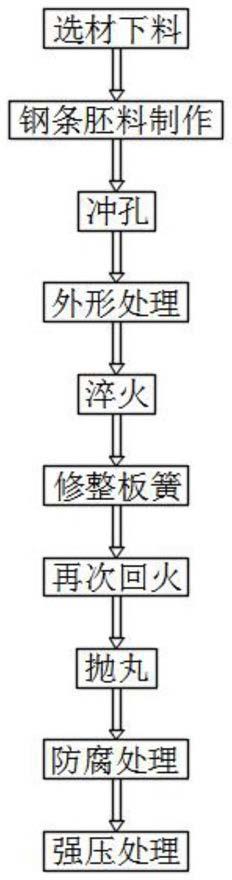
8.为实现上述目的,本发明提供如下技术方案:一种高应力板簧制造工艺,包括以下步骤:
9.s1、选材下料:根据所制作板簧需要的工作应力来选取合适的刚性材料,并将材料加工成条状钢条;
10.s2、钢条胚料制作:根据所需制作板簧的尺寸,将钢条剪切成所要求的不同尺寸的钢板,之后校直钢板;
11.s3、冲孔:冲中心孔和端孔;
12.s4、外形处理:将步骤s3中钢板板簧原材料放置于抛光设备中去除毛刺,之后进行折弯、卷耳和包耳处理;
13.s5、淬火:将板簧放入回火炉进行淬火;
14.s6、修整板簧;
15.s7、再次回火:将压缩板簧装在回火定型夹具上,而后放置于回火炉中进行最终回火操作,之后保温、出炉水冷;
16.s8、抛丸:进行两次抛丸,第一次抛丸的直径大于第二次抛丸的直径;
17.s9、防腐处理:为板簧表面涂抹防腐蚀性涂料;
18.s10、强压处理:采用静压法对所制备的板簧进行检验。
19.优选的,所述步骤s1中可选取碳钢及合金钢其中碳钢及合金钢制造板簧时,常加矽、锰、铬、钒及钼元素于钢中以增加板簧之弹性及疲劳限度,且使其耐冲击。
20.优选的,所述步骤s3中将剪切过后得出的不同长度的钢板固定于一处。
21.优选的,所述步骤s4中对条状板簧原材料进行去除毛刺处理,有效避免条状板簧原材料表面的凸起对折弯、卷耳和包耳设备的表面造成损伤。
22.优选的,所述步骤s5中淬火的初始温度为800-850℃,时间30min,之后将温度降低至460-520℃,而后保温10-15min,然后出炉空冷。
23.优选的,所述步骤s6中,应对步骤s5中所得板簧进行边缘修整处理,控制板簧的总高度,同时检查根据谁当板簧图纸检查组合成板簧的每组钢板之间的间距,若有偏差,及时调整。
24.优选的,所述步骤s7中板簧再次回火的温度为780
±
830℃,之后保温30-35min,而后出炉水冷。
25.优选的,所述步骤s8中对板簧进行抛丸操作时,弹丸直径为0.3-0.5mm,采用压缩空气喷射时,压缩空气压力为800-850mpa;用离心机抛丸时,弹丸的线速度控制在70m/s,其中抛丸的次数为两次。
26.优选的,所述步骤s9中在板簧的表面喷涂防腐蚀材料,之后采用电加热烘干,隔绝板簧的内外部空气和水分。
27.与现有技术相比,本发明的有益效果是:
28.1、本板簧制备工艺中可采用两次抛丸处理,可提高板簧的应力,继而在一定程度上提高其使用寿命,同时两次抛丸处理过后的板簧,其抛丸的覆盖率较高,板簧不易断裂,
同时提高弧板黄侧面的残余应力。
29.2、本板簧制备工艺中板簧淬火的温度需要低于再次回火操作时温度20℃左右,用以增加消除板簧件中内应力的效果,降低其强度。
30.3、本板簧制备工艺中,板簧在卷制成型之前需要对条状胚料实施去毛刺操作,以免条状板簧原材料表面的凸起对折弯、卷耳和包耳设备的表面造成损伤。
附图说明
31.图1为本发明的整体流程示意图;
32.图2为本发明的淬火与再次回火的温差示意图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
35.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
36.实施例一
37.请参阅图1和图2,本发明提供的一种实施例:一种高应力板簧制造工艺,包括以下步骤:
38.s1、选材下料:根据所制作板簧需要的工作应力来选取合适的刚性材料,并将材料加工成条状钢条;
39.s2、钢条胚料制作:根据所需制作板簧的尺寸,将钢条剪切成所要求的不同尺寸的钢板,之后校直钢板;
40.s3、冲孔:冲中心孔和端孔;
41.s4、外形处理:将步骤s3中钢板板簧原材料放置于抛光设备中去除毛刺,之后进行折弯、卷耳和包耳处理;
42.s5、淬火:将板簧放入回火炉进行淬火;
43.s6、修整板簧;
44.s7、再次回火:将压缩板簧装在回火定型夹具上,而后放置于回火炉中进行最终回火操作,之后保温、出炉水冷;
45.s8、抛丸:进行两次抛丸,第一次抛丸的直径大于第二次抛丸的直径;
46.s9、防腐处理:为板簧表面涂抹防腐蚀性涂料;
47.s10、强压处理:采用静压法对所制备的板簧进行检验。
48.步骤s1中可选取碳钢及合金钢其中碳钢及合金钢制造板簧时,常加矽、锰、铬、钒及钼元素于钢中以增加板簧之弹性及疲劳限度,且使其耐冲击。
49.步骤s3中将剪切过后得出的不同长度的钢板固定于一处。
50.步骤s4中对条状板簧原材料进行去除毛刺处理,有效避免条状板簧原材料表面的凸起对折弯、卷耳和包耳设备的表面造成损伤。
51.步骤s5中淬火的初始温度为800-850℃,时间30min,之后将温度降低至460-520℃,而后保温10-15min,然后出炉空冷。
52.具体的,淬火可使得条状板簧获得较高的硬度和耐磨性,使得条状板簧在之后的回火操作中得到某种特殊性能,如较高的强度、弹性或者韧性。
53.步骤s6中,应对步骤s5中所得板簧进行边缘修整处理,控制板簧的总高度,同时检查根据谁当板簧图纸检查组合成板簧的每组钢板之间的间距,若有偏差,及时调整。
54.步骤s7中板簧再次回火的温度为780
±
830℃,之后保温30-35min,而后出炉水冷。
55.步骤s8中对板簧进行抛丸操作时,弹丸直径为0.3-0.5mm,采用压缩空气喷射时,压缩空气压力为800-850mpa;用离心机抛丸时,弹丸的线速度控制在70m/s,其中抛丸的次数为两次。
56.具体的,喷丸处理是将金属毛胚板簧放置于密闭的喷丸室内,金属喷丸在压力空气的作用下,撞击毛胚表面,用以去除毛胚表面的氧化皮,消除毛胚内部应力。
57.步骤s9中在板簧的表面喷涂防腐蚀材料,之后采用电加热烘干,隔绝板簧的内外部空气和水分。
58.具体的,喷涂防腐蚀材料,可防止板簧表面和外部的空气、水分发生氧化反应,而后增加板簧的腐蚀速度。
59.板簧一于再次回火之后进行抛丸,其中弹簧直径为0.3mm,压缩空气强度为800mpa,离心机中弹丸的线速度为70m/s,抛丸次数为1次,此板簧的抛丸覆盖率为65-75%,部分区域有蚀点,盐雾试验后,板簧一在设定时间后,后单侧蔓延2mm,板簧一的残余应力值为-450mpa;
60.板簧二于再次回火之后进行抛丸,其中弹簧直径为0.3mm,压缩空气强度为800mpa,离心机中弹丸的线速度为70m/s,抛丸次数为2次,此板簧的抛丸覆盖率为95-100%,板簧表面基本无蚀点,盐雾试验后,板簧二在设定时间后,后单侧蔓延0.2mm,板簧二的残余应力值为-600mpa;
61.实施例二
62.请参阅图1和图2,本发明提供的一种实施例:一种高应力板簧制造工艺,其他步骤与实施例一中相同,不予赘述。
63.选用碳钢及合金钢材料加工成设定直径的条状胚料,然后采用抛光设备去除条状胚料表面的毛刺,之后进行折弯、卷耳和包耳处理,而后对板簧进行淬火,其温度为800℃,时间为30min,之后将温度降低至500℃,而后保温15min,然后出炉空冷,淬火结束后对板簧表面实施修整操作,然后再次回火,此次回火温度为780℃,之后保温30min,而后出炉水冷,
淬火和再次回火之间的温度差为20℃,最后对板簧实施抛丸、防腐处理和强压处理操作。
64.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1