高炉下降管拆除瓦片式吊点制作方法与流程
1.本发明涉及高炉拆除施工技术领域,更为具体地,涉及一种高炉下降管拆除瓦片式吊点制作方法。
背景技术:
2.在高炉下降管拆除施工过程中,由于高炉的内部喷涂层和使用过程中的铁屑粘连,通常很难准确估算高炉的整体重量。高炉经过长期的使用,在拆除时其整体吨位一般比安装时要大70%~80%,这种整体重量的巨大变化导致无法使用安装时的现成吊点,而且高炉的外侧管皮长期露天使用,存在不同程度的腐蚀情况,普通的板式吊点垂直焊接于主结构上,吊点数量设置太少或者受力不均时,容易造成吊点处管皮的撕裂,下降管的倾斜角度一般都比较大,也不适于兜拉吊装的方式。
3.在常规的拆除施工作业过程中,双机抬吊时,需要在下降管的上端、下端侧面稍微靠上的位置分别焊接四个板式吊点。对于外壳腐蚀较为严重的构件,吊点部位受力过大时,可能会造成管皮的撕裂。在安装吊点及挂钩时,均需另外制作门型吊篮双人配合进行操作。占用吊车时间长,效率较低、也存在一定的安全隐患。
4.因此,亟需一种效率高、安全性好的高炉下降管拆除吊点方案。
技术实现要素:
5.鉴于上述问题,本发明的目的是提供一种高炉下降管拆除瓦片式吊点制作方法,以有效分散吊点位置的拉力,减少吊装过程中的安全隐患。
6.本发明提供一种高炉下降管拆除瓦片式吊点制作方法,包括:
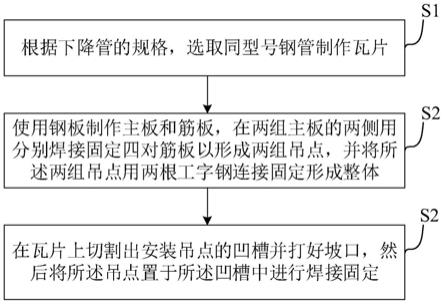
7.s1:瓦片制作:根据下降管的规格,选取同型号钢管制作瓦片;
8.s2、吊点的制作:使用钢板制作主板和筋板,在两组主板的两侧用分别焊接固定四对筋板以形成两组吊点,并将所述两组吊点用两根工字钢连接固定形成整体;其中,所述筋板的上部与所述主板平齐,所述筋板的下部沿所述瓦片的管壳圆周切成弧形;
9.s3、吊点与瓦片组合:在所述瓦片上切割出安装所述吊点的凹槽并打好坡口,然后将所述吊点置于所述凹槽中进行焊接固定。
10.其中,在制作所述瓦片的过程中,将所述同型号钢管按所述钢管的圆周60
°±5°
将管壁割开,形成所述瓦片。
11.其中,在制作所述瓦片的过程中,对所述同型号钢管的管壳凹面加焊临时钢筋进行固定。
12.其中,在制作所述瓦片的过程中,所述瓦片的长度为2米,所述同型号钢管的壁厚大于等于所述下降管的设计壁厚。
13.其中,在所述瓦片上切割出安装所述吊点的凹槽之前,还包括:将所述吊点放置在所述瓦片上勾画轮廓线,按照所述轮廓线在所述瓦片上切割所述凹槽。
14.其中,在制作所述吊点的过程中,所述主板的钢板为δ30mm的q235b钢板,每组长度
为1.7米,高400mm;所述筋板的钢板为δ20mm的q235b钢板;所述工字钢为14#工字钢。
15.其中,采用火焰切割的方式在所述瓦片上切割所述凹槽。
16.其中,在将所述吊点置于所述凹槽中进行焊接固定的过程中,按二级焊缝标准焊接固定所述吊点和实施瓦片。
17.其中,在所述吊点与瓦片组合完毕,还包括:在所述瓦片的未焊接所述吊点的部位均匀掏出至少两个长条形孔洞。
18.其中,所述长条形孔洞的规格为:长20mm
±
2mm,宽150mm
±
5mm。
19.从上面的技术方案可知,本发明提供的高炉下降管拆除瓦片式吊点制作方法,通过提前预制瓦片式吊点装置,然后直接将预制的瓦片式吊点装置吊装到下降管上部预定位置焊接固定,对原有下降管的管壳结构进行了加强,通过瓦片四周围焊和塞焊孔塞焊,使吊点与较大面积的下降管外壳连接成整体,避免出现局部受力过大撕裂管皮的情况,消除了安全隐患。
20.为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明并在权利要求中特别指出的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
附图说明
21.通过参考以下结合附图的说明及权利要求书的内容,并且随着对本发明的更全面理解,本发明的其它目的及结果将更加明白及易于理解。在附图中:
22.图1为根据本发明实施例的高炉下降管拆除瓦片式吊点制作方法的流程示意图;
23.图2为根据本发明实施例的吊点制作示意图;
24.图3为根据本发明实施例瓦片与吊点组合示意图。
25.在所有附图中相同的标号指示相似或相应的特征或功能。
具体实施方式
26.在下面的描述中,出于说明的目的,为了提供对一个或多个实施例的全面理解,阐述了许多具体细节。然而,很明显,也可以在没有这些具体细节的情况下实现这些实施例。在其它例子中,为了便于描述一个或多个实施例,公知的结构和设备以方框图的形式示出。
27.针对前述提出的现有高炉下降管拆除施工中存在的问题,本发明提出了一种高炉下降管拆除吊点制作方法,通过制作瓦片式吊点安装在下降管上下两端,将吊点位置的拉力分散,减少吊装过程中的安全隐患。
28.以下将结合附图对本发明的具体实施例进行详细描述。
29.图1示出了根据本发明实施例的高炉下降管拆除瓦片式吊点制作方法的流程示意图。
30.如图1所示,本发明提供的高炉下降管拆除瓦片式吊点制作方法包括如下步骤:
31.s1:瓦片制作:根据下降管的规格,选取同型号钢管制作瓦片;
32.s2、吊点的制作:使用钢板制作主板和筋板,在两组主板的两侧用分别焊接固定四对筋板以形成两组吊点,并将所述两组吊点用两根工字钢连接固定形成整体;其中,所述筋
板的上部与所述主板平齐,所述筋板的下部沿所述瓦片的管壳圆周切成弧形;
33.s3、吊点与瓦片组合:在所述瓦片上切割出安装所述吊点的凹槽并打好坡口,然后将所述吊点置于所述凹槽中进行焊接固定
34.以下将结合应用本发明的一个具体实施方式对本发明提供的高炉下降管拆除瓦片式吊点制作方法做进一步的详细说明。
35.具体的,在瓦片制作的过程中,根据图纸及实际测量数据,下降管规格为选取同型号钢管作为吊点瓦片,长度2米,壁厚大于等于下降管设计壁厚,按圆周60
°
左右将管壁割开。为了防止制作瓦片的钢管的管壳变形,还可以在该钢管的管壳凹面加焊临时钢筋进行固定。
36.图2为根据本发明实施例的吊点制作示意图。如图2所示,在吊点制作的过程中,使用δ30mm的q235b的钢板制作两组吊点的主板,每组吊点的主板的长度为1.7米,高400mm。在主板的两侧用分别焊接4对筋板,该4对筋板采用gδ20mm的q235b钢板制作而成,筋板的上部与主板平齐,下部按照瓦片的管壳弧度沿管壳圆周切成弧形,最后将两组吊点用两根14#工字钢连接固定形成整体。
37.为了为拆除施工提供更准确的参数依据,在吊点制作完毕,可以通过科学的计算方法计算吊点强度。具体的,作为示例,制作主板所采用的钢板的许用剪切强度一般是0.6~0.8的屈服强度,所以说该吊点的抗剪切强度值为141-188mpa,这里取最小值141mpa。
38.材料许用应力为141/结构安全系数1.5*换算系数0.6=56.4mpa
39.根据剪应力公式q/a《f,受剪面积a》q/f
40.p拉=53500*9.8=524300n
41.吊装耳板净截面面积a=30*150=4500mm2
42.524300/(4*4500)=29.128mpa《56.4mpa
43.因此,该吊点能够满足高炉下降管拆除吊装的使用要求。
44.在吊点与瓦片组合的过程中,可以先将吊点放置在瓦片上画出轮廓线,按照轮廓线在所述瓦片上用火焰切割出对应凹槽并打好坡口,然后将吊点置于凹槽中按二级焊缝标准焊接牢固。提前画出轮廓线,可以使凹槽的切割位置更加精确,为后期的切割、满焊提供便利。
45.图3为根据本发明实施例瓦片与吊点组合示意图,如图3所示,在瓦片的未焊接吊点的部部位均匀掏出若干20*150左右的长条形孔洞,用于瓦片与下降管外壳的塞焊固定。
46.本发明提供的高炉下降管拆除瓦片式吊点制作方法,通过用瓦片对原有下降管的管壳结构进行了加强,分别对上下端八个吊点进行了整合,每四个一组,通过瓦片四周围焊和塞焊孔塞焊,使吊点与较大面积的下降管外壳连接成整体,避免出现局部受力过大撕裂管皮的情况,消除了安全隐患。
47.如上参照附图以示例的方式描述了根据本发明提出的一种高炉下降管拆除瓦片式吊点制作方法。但是,本领域技术人员应当理解,对于上述本发明所提出的高炉下降管拆除瓦片式吊点制作方法,还可以在不脱离本发明内容的基础上做出各种改进。因此,本发明的保护范围应当由所附的权利要求书的内容确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1